11423873
Изобретение относится к холодильной технике, а именно к вихревым трубам, и касается способа изготов- ления вихревых труб, преимущественно малогабаритных днаметром менее 10 мм. Такие трубы можно использовать для охлаждения различных элементов элек- тронной аппаратуры.
Целью изобретения является упро- Q щекие технологии при использовании для изготовления одной заготовки.
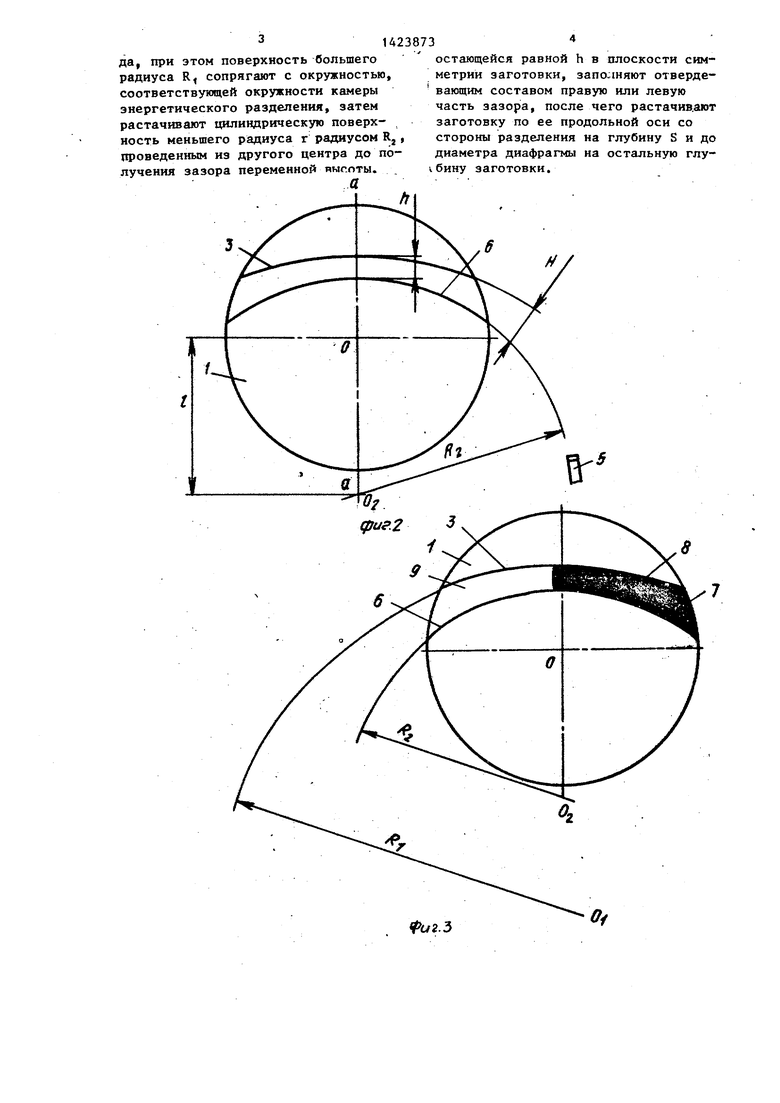
На фиг. 1 показана заготовка с выполненными в ней концентрическими цилиндрическими поверхностямиJ на 5 фиг, 2 - заготовка с поверхностями, выполненньми в ней различными радиусами из разных центров на фиг. 3 - заготовка с зазором переменной высоты, одна из частей которого запод- 20 нема отвердевающим составом; на фиг.4- односопловая улитка} на фиг. 5 - разрез на фиг. 4,
Изготовление односопловой улитки вихревой трубы с правым или левым 25 направлением закрутки.потока рабочего газа осуществляют следукидим образом.
Заготовку 1 (фиг.1) с центром О устанавливают в патроне (не показан) токарно-винторезного станка и выпол- 30 няют с торца заготовки 1 из центра
зп л к н в а л с г с с т н
0 с помощью режущего инструмента 2 концентрические цилиндрические поверхности 3 и 4 с радиусами RJ и г и с зазором между ними, равным заданной высоте h соплового ввода. Выполнение цилиндрических поверхностей 3 и 4 осуществляют при вращении заготовки 1 относительно центра вращения 0, обеспечивающего сопряжение цилиндрической поверхности большего радиуса R, с окружностью камеры энергетического разделения вихревой трубы, имеющей диаметр D. При этом вели35
40
зпри проектировании вихревой трубы. Заполняют отвердевающим составом 7 (фиг.З), например легкоплавким металлическим припоем, правую 8 шш левую 9 часть зазора, образованног цилиндрическими поверхностями 3 и (фиг.2). Заполнение той или иной части зазора осуществляют в з.ависи мости от требуемой ориентации напр ления закрутки потока рабочего газа в вихревой трубе. Для того, что легкоплавкий припой или какой-либо иной отвердевающий состав 7 не текал из заготовки и не перетекал в незаполняемую часть зазора (част 9, на фиг. 3), на время заливки и отвердевания состава 7 устанавлива технологическую заглушку (не показана) , После отвердевания состава технологическую заглушку удаляют и заготовку вынимают из формы-опалубки. Устанавливают (фиг.4) загот ку 1 в патроне токарно-винторезного станка и растачивают оо ее продоль ной оси со стороны торца глухое отверстие 10 с диаметром D, равным д аметру камеры энергетического разд ления, на глубину соплового ввода и сквозное отверстие 11 с диаметром d диафрагмы на остальную глубину заготовки. При расточке глухого отвер стия 10 диаметра D все излишки отв девающего состава 7 удаляется вмес со стружкой заготовки 1, ив резуль тате получают готовую улитку 1-2 вих ревой трубы с требуемой ориентацией направления закрутки потока рабоче го газа (фиг,4 и 5).
Формула изобретени
Способ изготовления односопловой
чины h и D выбирают,исходя из требу- . улитки вихревой трубы, имекяцей соемых выходных параметров (температуры, давления, влажности) газового потока. Устанавливают заготовку 1 (фиг,2) в патроне токаряо-винторёэ- ного станка со смещением Е центра О заготовки t относительно центра 0 вращения. Инструментом 5 растачивают цилиндрическую поверхность 6 меньше го радиуса г до заданной высоты ввода Н улитки. При этом в плоскости а а симметрии заготовки 1 сохраняют зазор, равный h, т.е. высоте соплового ввода. Величину Н также предварительно определяют расчетом
50
55
пловой ввод, камеру энергетического разделения и диафрагму выполнения с торца цили1вдри 1еской загот ки на глубину соплового ввода S цилиндрических поверхностей различных радиусов, проведенных из центров, смещенных относительно центра заготовки, отличающийся тем что, с целью упрощения технологии щ)и использовании для изготовления одной заготовки,.цилиндрические поверхности выполняют концентрическим из одного центра с зазором между ними, равным высоте h соютового вво
Q
5 0
5
0
5
зпри проектировании вихревой трубы. Заполняют отвердевающим составом 7 (фиг.З), например легкоплавким металлическим припоем, правую 8 шш левую 9 часть зазора, образованного цилиндрическими поверхностями 3 и 6 (фиг.2). Заполнение той или иной части зазора осуществляют в з.ависи- мости от требуемой ориентации направления закрутки потока рабочего газа в вихревой трубе. Для того, чтобы легкоплавкий припой или какой-либо иной отвердевающий состав 7 не текал из заготовки и не перетекал в незаполняемую часть зазора (часть 9, на фиг. 3), на время заливки и отвердевания состава 7 устанавливают технологическую заглушку (не показана) , После отвердевания состава 7 технологическую заглушку удаляют и заготовку вынимают из формы-опалубки. Устанавливают (фиг.4) заготовку 1 в патроне токарно-винторезного станка и растачивают оо ее продоль- ной оси со стороны торца глухое отверстие 10 с диаметром D, равным диаметру камеры энергетического разделения, на глубину соплового ввода и сквозное отверстие 11 с диаметром d диафрагмы на остальную глубину заготовки. При расточке глухого отверстия 10 диаметра D все излишки отвердевающего состава 7 удаляется вмествс со стружкой заготовки 1, ив результате получают готовую улитку 1-2 вихревой трубы с требуемой ориентацией направления закрутки потока рабочего газа (фиг,4 и 5).
Формула изобретения
Способ изготовления односопловой
0
5
пловой ввод, камеру энергетического, разделения и диафрагму выполнения с торца цили1вдри 1еской заготовки на глубину соплового ввода S цилиндрических поверхностей различных радиусов, проведенных из центров, смещенных относительно центра заготовки, отличающийся тем, что, с целью упрощения технологии щ)и использовании для изготовления одной заготовки,.цилиндрические поверхности выполняют концентрическими из одного центра с зазором между ними, равным высоте h соютового ввода, при этом поверхность большего радиуса R, сопрягают с окружностью, соответствующей окружности камеры энергетического разделения, затем растачивают цилиндрическую поверх- , ность меньшего радиуса г радиусом Rj, проведенным из другого центра до получения зазора переменной пыг.оты. ,
а
остающейся равной h в плоскости симметрии заготовки, заполняют отверде вающим составом правую или левую часть зазора, после чего растачив.ают заготовку по ее продольной оси со стороны разделения на глубину S и до диаметра диафрагмы на остальную глу1бину заготовки.
t/г.З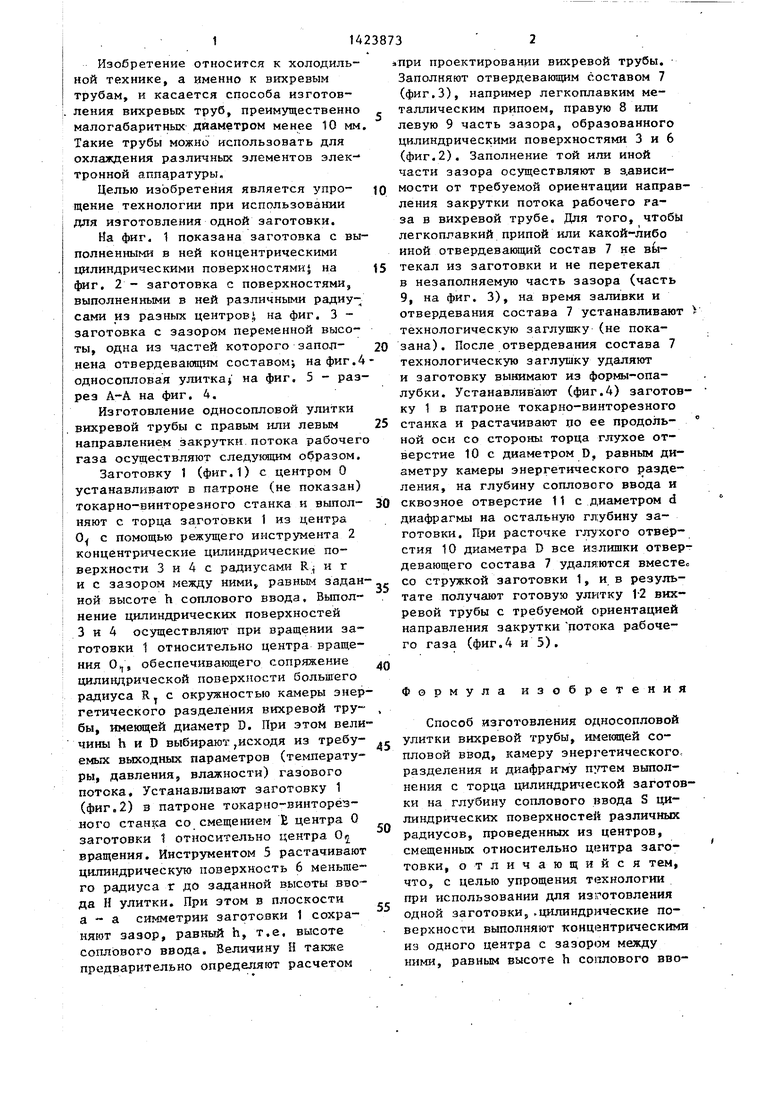
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления вихревой трубы | 1986 |
|
SU1335786A1 |
| Способ изготовления улитки вихревой трубы | 1985 |
|
SU1252622A1 |
| Способ изготовления улитки вихревой трубы | 1981 |
|
SU947586A1 |
| ВИХРЕВАЯ ТРУБА | 1995 |
|
RU2098723C1 |
| Вихревой энергоразделитель | 1983 |
|
SU1139939A1 |
| ВИХРЕВАЯ ТРУБА | 2013 |
|
RU2533590C2 |
| Вихревая труба | 1979 |
|
SU819526A1 |
| Вихревая труба | 1976 |
|
SU578532A1 |
| Вихревая труба | 1980 |
|
SU951026A1 |
| ВИХРЕВАЯ ТРУБА | 1993 |
|
RU2042089C1 |

Изобретение м.б. использовано при изготовлении малогабаритных труб диаметром менее 10 мм для охлаждения различных элементов электронной аппа ратуры. Цель изобретения - упрощение технологии при использовании способа для изготовления одной заготовки. Труба имеет сопловой ввод, камеру энергетического разделения и диафраг- му. С торца цилиндрической заготовки на глубину ввода выполнены цилннд- рические поверхности 3 и 4 различных радиусов R, и- г. Поверхности 3 и 4 выполняют концентрическими из одного центра с зазором между ними, равным высоте h ввода. Поверхность 3 большего радиуса R, сопрягают с окружностью, соответствующей окружности камеры,Затем растачивают поверхность 4 меньшего радиуса г радиусом R, проведенным из другого центра до получения зазора переменной высоты, остакмцейся равной h в плоскости симметрии заготовки. Отвердевающим составом заполняют пра зую или левую часть зазора, после чего расчитывают заготовку по ее продольной оси со стороны разделения на глубину ввода и до диаметра диафрагмы на остальную глубину заготовки, 5 ил. i (Л С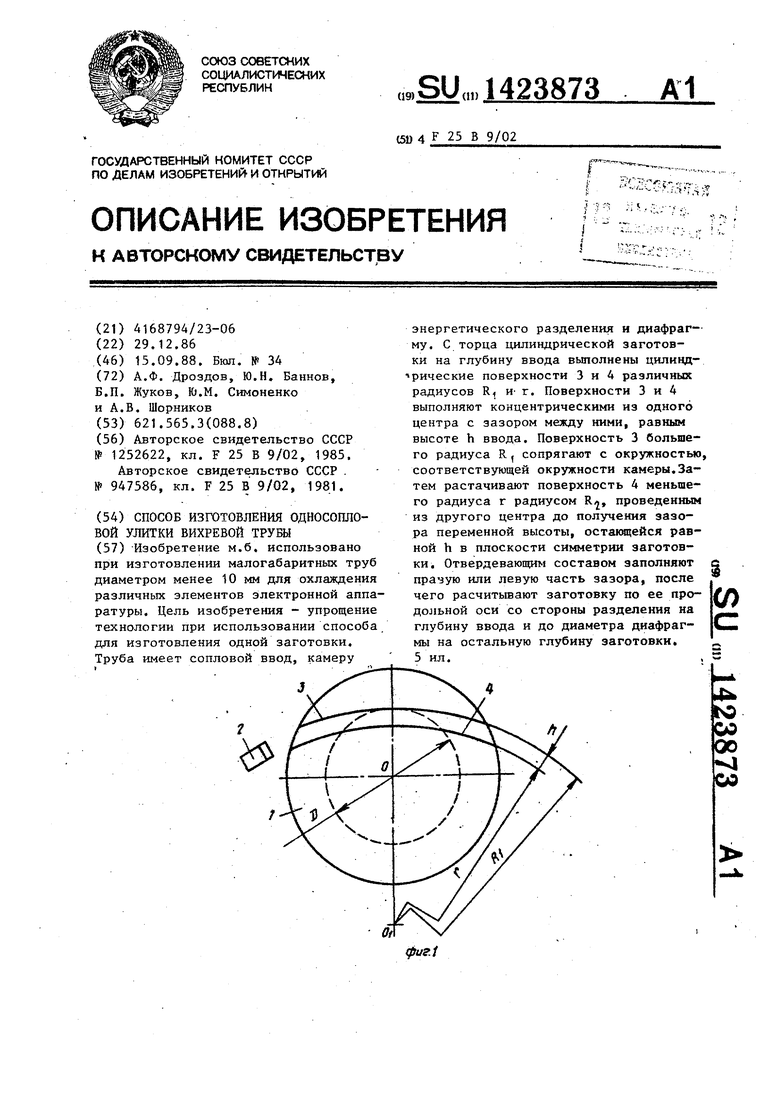
b
фа, f/
| Способ изготовления улитки вихревой трубы | 1985 |
|
SU1252622A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Авторское свидетельство СССР | |||
| Способ изготовления улитки вихревой трубы | 1981 |
|
SU947586A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
