13357862
Изобретение относится к холодиль- заготовке 2 длиной L, равной сумме
ной технике, а именно к вихревым трубам, использующим эффект энергетического разделения газовых потоков, и касается способа изготовления вихревой трубы с двухсопловой камерой путем механической обработки.
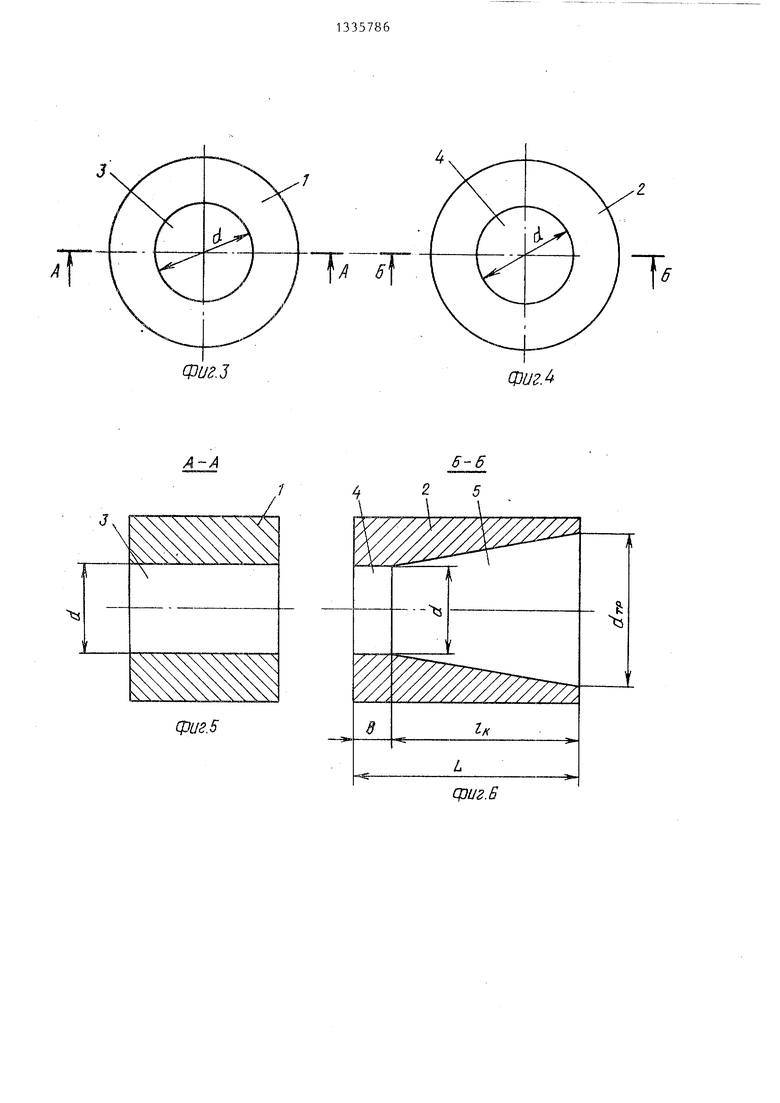
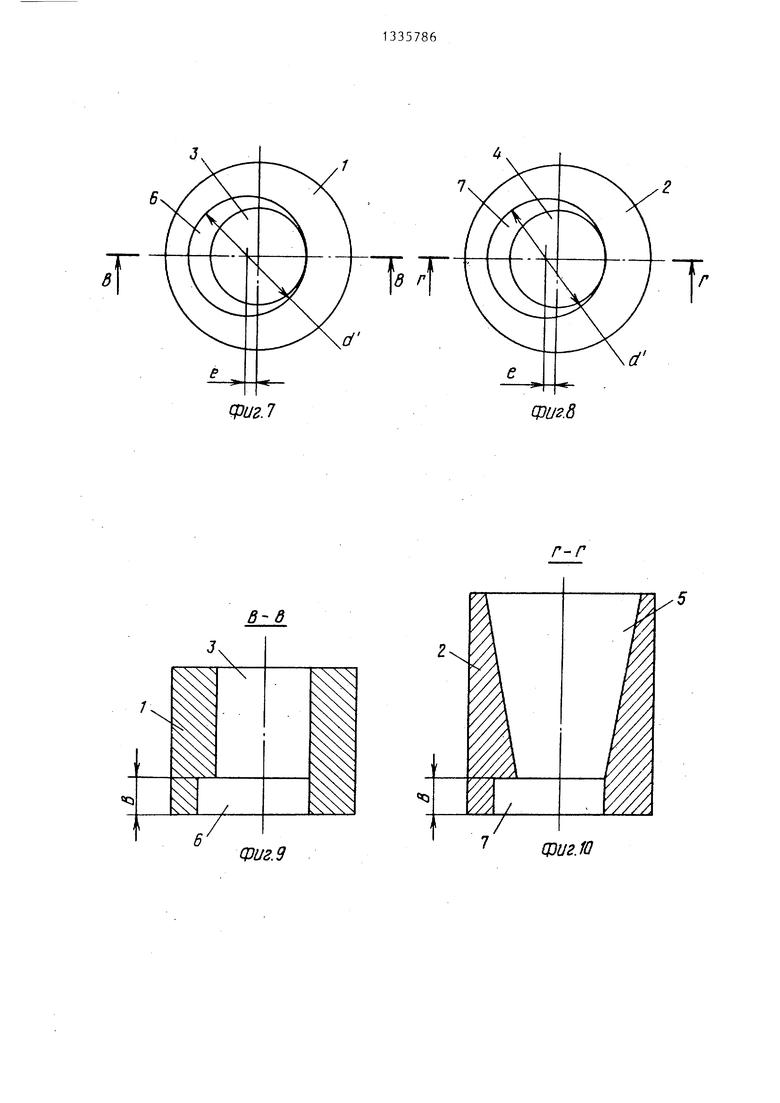
Цель изобретения - упрощение изготовления вихревой трубы с начальным коническим участком у цилиндрической камеры энергетического разделения. На фиг.1 показана заготовка для изготовления вихревой трубы; на фиг,2 - вторая анологичная заготовка на фиг.З - первая заготовка с цилиндрическим сквозным отверстием; на фиг,4 - вторая заготовка с цилиндрическим сквозным отверстием; на фиг, 5 - разрез на фиг„,3; на фиг.6 - разрез Б-Б на фиг.4; на фиг.7 - первая заготовка со сквозньм и глухим отверстиями; на фиг.8 - вторая заготовка со сквозным и глухим отверстиями; на фиг.9 - разрез В-В на фиг.7; на фиг.10 - разрез Г-Г на фиг,8; на фиг,11 - первая заготовка с отверстиями и проточкой; на фиг,12 - вторая заготовка с отверстиями и проточкой; на фиг. 13 - первая заготовка после последующей фрезеровки; на фиг.14 - .вторая заготовка после пос- ледуюпдей фрезеровки; на фиг. 15 - вихревая труба с двух сопловой камерой, выполненная по предлагаемому способу Вихревую трубу с двухсопловой камерой, имеющей конический участокр изготовляют следзжзщнм образом.
Берут две цилиндрические заготовк 1 и 2 (фиг,1 и 2) с одинаковьми диаметрами D и выполняют, например свер лят (фиг.З и 4), в каждой заготовке 1 и 2 по цилиндрическому сквозному отверстию 3 и 4 (фиг.З и 6) равных диаметров d, причем отверстия 3 и 4 выполняют кoaкcиaльны И относительно наружных цилиндрических поверхностей заготовок 1 и 2„ Одну из заготовок, например заготовку 2 (фиг,6),. протачивают с торцов до длины L, равной
сумме длины 1,, конического участка
50 плоскостью а-а, проходящей через це тры 0 сопряжения сквозных и глухих цилиндрических отверс.тий и центра О заготовок 1 и 2. Выполнение фрезеро ки торцов позволяет получить две за
энергетического разделения и ширины В соплового ввода. Длину 1 и ширину В определяют заранее расчетным путем исходя из заданных параметров газово- 55 готовки (фиг.13 и 14) с зеркального потока перед входом в вихревую симметричными торцами относительно трубу и требуемых характеристик га- горизонтальной плоскости а-а. После зовых потоков (холодного или горяче- выполнения всех описанных операций
го) на выходе из вихревой трубы. В
длины 1 и ширины В, растачивают коническую поверхность 5, соосную с цилиндрическим сквозным отверстием 4 на длину 1ц, равную разности длины L заготовки 2 и заданной ширины В соплового ввода. Меньший диаметр конической поверхности 5 выполняют равным диаметру d (фиг.6) сквозного цилиндрического отверстия 4, а больший - равным внутреннему диаметру
тр
цилиндрической части вихревой
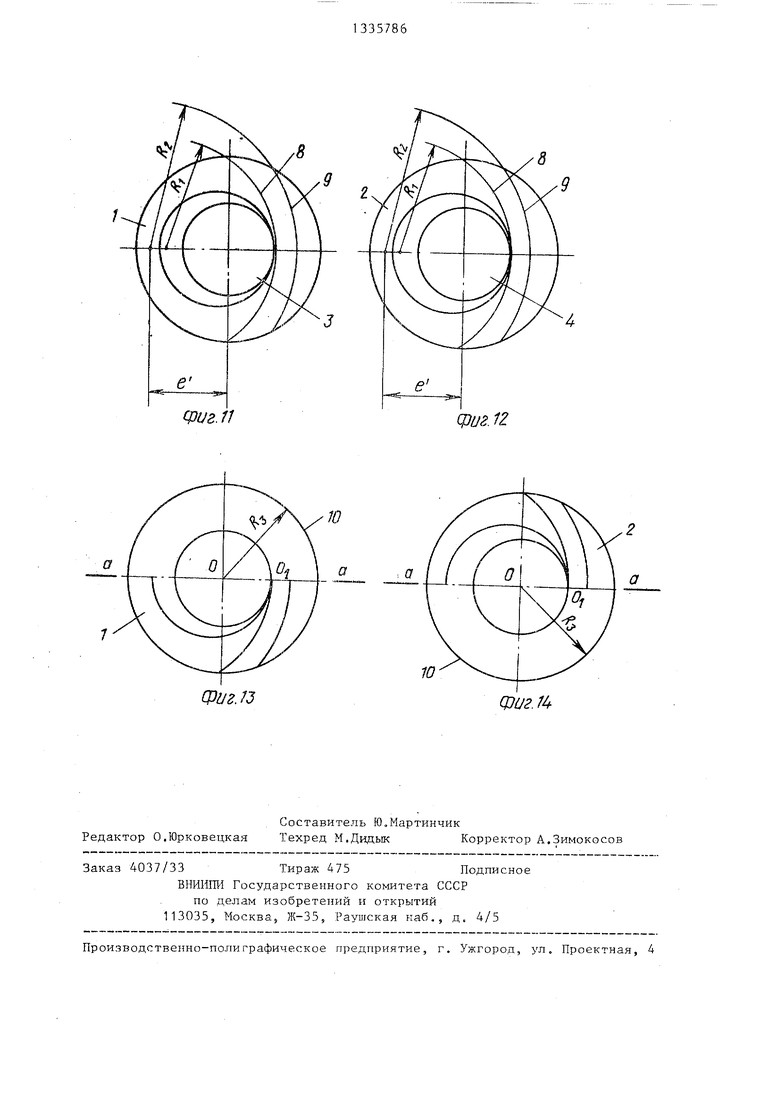
трубы. Диаметр также определяют заранее расчетным путем с помощью указанных методик расчета. С торца каждой заготовки 1 и 2 выполняют (фиг.7 и 8) цилиндрические глухие отверстия 6 и 7 соответственно одинаковых диаметров d со смещением их центров относительно центров заготовок 1 и 2 на величину 1, равную половине заранее заданной высоты h (фиг.13 и 14) соплового ввода в плоскости разъема, и глубиной (фиг.9 и 10), равной ширине В соплового ввода. Торцы заготовок 1 и 2 со стороны глухих отверстий 6 и 7 протачивают (фиг.11 и 12) по двум цилиндрическим поверхностям 8 и 9. Меньшие цилиндрические поверхности 8 радиуса R/ сопрягают при этом с боковыми поверхностями сквозных отверстий 3 и 4, а большие радиуса R, выполняют со сме05
35 щением центра вращения заготовок 1 и 2 на величину 1 , равную сумме радиуса R, меньшей цилиндрической поверхности 8 и высоты h соплового ввода, т.е...
40 к RI+H.
После проточки цилиндрических заготовок 1 и 2 с их торцов по двум цилиндрическим поверхностям 8 и 9 проводят фрезеровку торцов заготовок
45 1 и 2 по площади (фиг.13 и 14), ограниченной дугой окружности 10 радиусом R, равным половине диаметра D наружных цилиндрических поверхностей заготовок 1 и 2, и горизонтальной
50 плоскостью а-а, проходящей через центры 0 сопряжения сквозных и глухих цилиндрических отверс.тий и центра О заготовок 1 и 2. Выполнение фрезеровки торцов позволяет получить две за55 готовки (фиг.13 и 14) с зеркально симметричными торцами относительно горизонтальной плоскости а-а. После выполнения всех описанных операций
заготовки 1 и 2 совмешают их торцами
по плоскости а-а и любым из известных способов (сварка, пайка, склейка, механическое крепление.) соединяют между собой. В результате получают (фиг.15) двухсопловую камеру вихревой трубы с коническим участком 5 энергетического разделения.
Формула изобретения
Способ изготовления вихревой трубы с двухсопловым вводом путем выполне-. ния в двух одинаковых по диаметру цилиндрических заготовках сквозных цилиндрических отверстий равного диаметра, выполнения с торца каждой заготовки по цилиндрическому глухому отверстию одинаковых диаметров со смещением их центров относительно центров заготовок на половину заранее заданной высоты соплового ввода в плоскости разъема, проточки заготовок с их торцов со стороны глухих отверстий по двум цилиндрическим по- ,верхностям, меньшие из которых сопряжены с боковыми поверхностями сквозных цилиндрических отверстий, а большие выполнены со смещением их центра на величину, равную сумме радиуса меньшей цилиндрической поверхности и высоты соплового ввода, и сов 1ещения заготовок, отличающийся тем, что, с целью упрощения изготов0
Ленин вихревой трубы с начальным коническим участком у цилиндрической камеры энергетического разделения, одну из заготовок выполняют длиной L, равной сумме заранее заданных длины 1 конического участка камеры энергетического разделения и ширины В соплового ввода, сквозные цилиндрические отверстия вьтолняют коаксиальными относительно наружных цилиндрических поверхностей заготовок, затем в заготовке, имеющей длину L, растачивают на длину L - В соосно с цилин5 дриче ким сквозным отверстием коническую поверхность с меньшим диаметром, равным диаметру сквозного цилиндрического отверстия, и большим, равным внутреннему диаметру цилиндрической
0 части камеры энергетического разделе-. ния, глухие отверстия выполняют глубиной В, а после проточки заготовок проводят фрезеровку их торцов на глу- , бину В по площади, ограниченной гори5 зонтальной плоскостью, проходящер через центры сопряжения сквозных и гдухих цилиндрических отверстий и центры заготовок, и соответствующей половиной их наружной окружности, с
0 образованием относительно указанной горизонтальной плоскости зеркально- симметричных профилей, после чего проводят совмещение заготовок по торцам.со стороны глухих отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления улитки вихревой трубы | 1985 |
|
SU1252622A1 |
| Способ изготовления односопловой улитки вихревой трубы | 1986 |
|
SU1423873A1 |
| РЕГУЛЯТОР ДАВЛЕНИЯ НЕПРЯМОГО ДЕЙСТВИЯ С САМООБОГРЕВОМ | 2004 |
|
RU2263944C1 |
| Устройство для формирования зуботехнических заготовок из воска | 1987 |
|
SU1475642A1 |
| СПОСОБ РАСПЫЛИВАНИЯ ЖИДКОГО ТОПЛИВА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2369803C2 |
| Малоэмиссионная вихревая горелка | 2018 |
|
RU2693117C1 |
| Способ изготовления улитки вихревой трубы | 1981 |
|
SU947586A1 |
| СПОСОБ РАСПЫЛИВАНИЯ ЖИДКОГО ТОПЛИВА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2360182C2 |
| ВИХРЕВАЯ ТРУБА | 1999 |
|
RU2170891C1 |
| ВИХРЕВОЙ ТЕРМОПРЕОБРАЗОВАТЕЛЬ | 1993 |
|
RU2088861C1 |
Изобретение относится к холодильной технике и м.б. использовано при изготовлении вихревой трубы с двухсопловой камерой путем механической обработки. Изобретение позволяет упростить изготовление вихревой трубы с начальным коническим участком у цилиндрической камеры энергетического разделения (КЭР). В двух цилиндрических заготовках 1 и 2 с одинаковыми диаметрами сверлят по сквозному цилиндрическому отверстргю (СЦО) равных диаметров коаксиально относительно наружных поверхностей заготовок. Заготовку 2 протачивают с торцов на длину, равную сумме длины конического участка КЭР и ширины соплового ввода (СВ). В заготовке 2 растачивают коническую поверхность 5, соосную с СЦО, на длину, равную разности длины заготовки и заданной ширины СВ. Меньший диаметр поверхности 5 выполняют равным диаметру СЦО, а больший диаметр - равньЕм внутреннему диаметру цилиндрической части КЭР. С торца каждой заготовки выполняют по глухому цилиндрическому отверстию одинаковых .диаметров со смещением их центров относительно центров заготовок на величину, равную половине высоты СВ в плоскости разъема, и с глубиной, равной ширине СВ. Торцы заготовок со стороны глухих отверстий протачивают по двум поверхностям. Фрезеровка позволяет получить заготовки с зеркально-симметричными торцами. 15 ил. S (Л со сд 00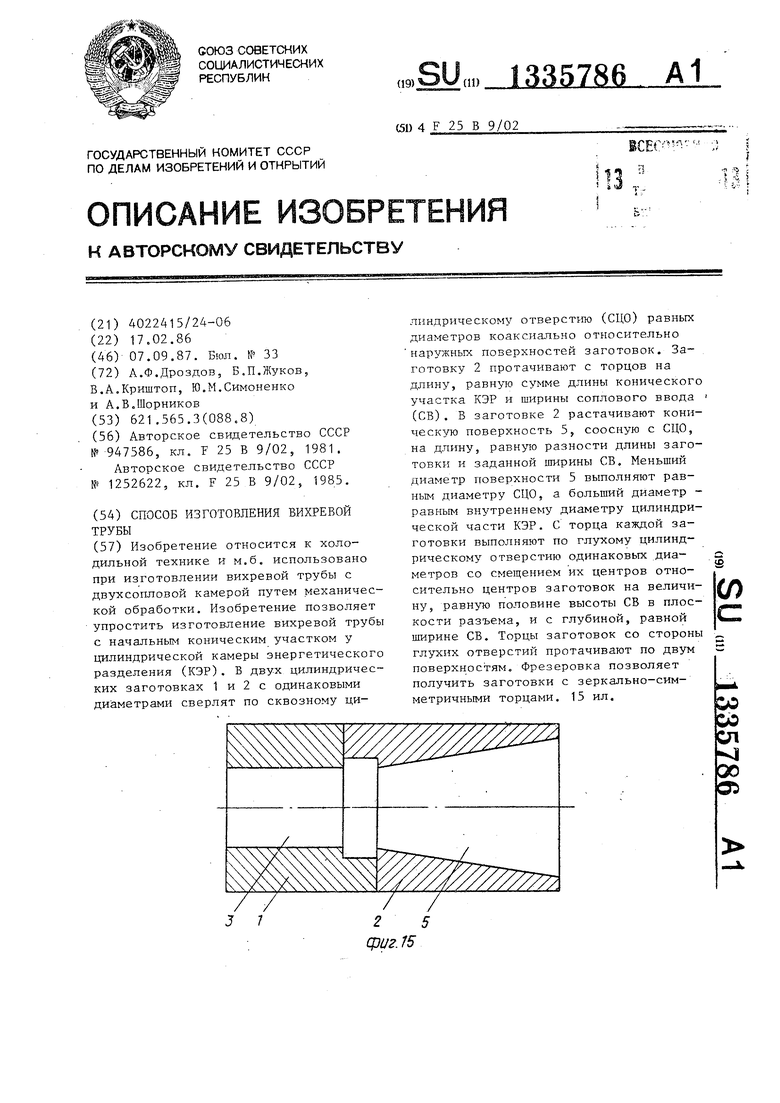
CPIJ2.Z
l/l
Фиг.з
A-,
Фиг A
6-6
Фие.5
Озиг.В
d
фиг. 7
Фиг.8
В-д
«Q
фиг. 9
фиг.Ю
CPU г. П
8
н
.. 2.
Фиг.з
Фиг. /4
| Способ изготовления улитки вихревой трубы | 1981 |
|
SU947586A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ изготовления улитки вихревой трубы | 1985 |
|
SU1252622A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
