И обротер{Н€ оти 1си гся к хсчаодилт-)- ной технике, а более кпикрет о к вихревым трубам, и клпетгп способа ит- готовлеиня /литок таких труб.
Це. П H -ior ipfтенил -- упрощение технологии при итг от1)влеиии улиток с двухсопловыми вводами.
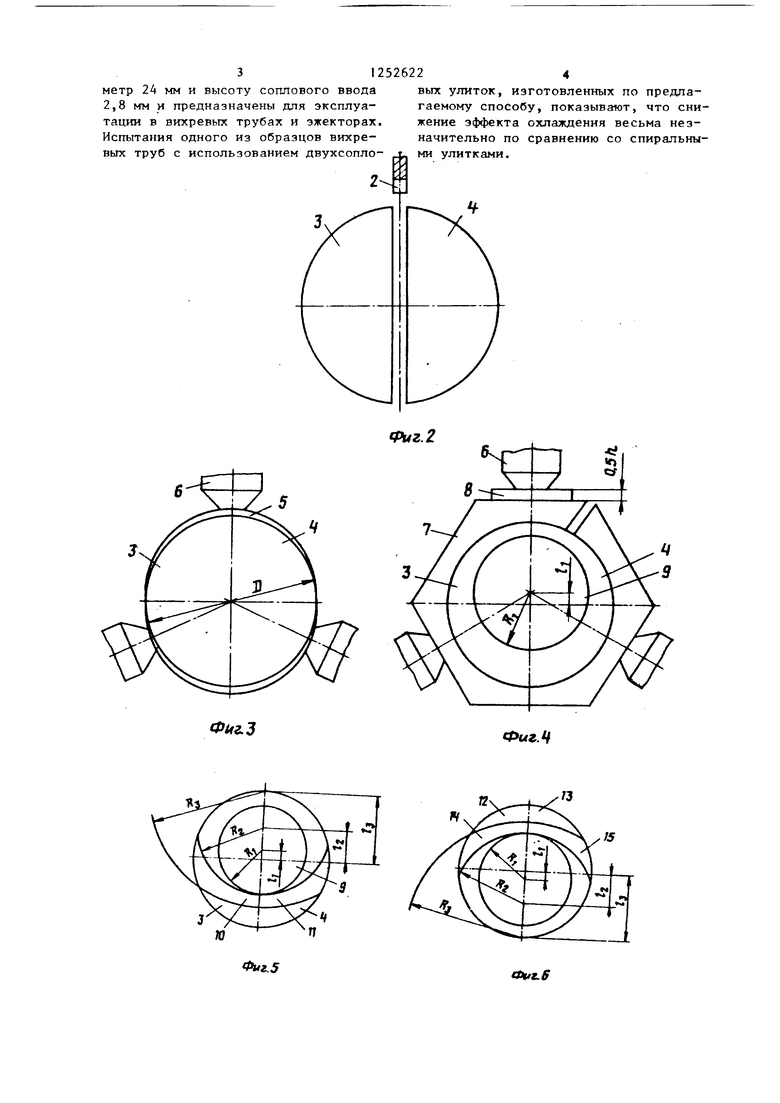
На фиг. поклчана тат отовка; на фиг.2 - заготовка, расчлененная на сегменты; на фиг.З - пара сегментов, установленная в патрон токарно-вин- торезног о станка; на yjHr . t - пара сегментов, устлновпсргпая в разрезной оправке; на фиг.5 - одна пара сегментов г проточной ллстыо сопловых вво- ROB; п;1 ||1ИГ .6 - лпплпп пная вторая пара, сет мептов; па фиг. 7 - соединение ич Д/вух пар по одному сегменту с обрачовапием улитки с двухсопло- вым вводом; на фиг.8 - то же, по с другими сегментами ия этих пар.
Изгот овде п1е улиток г двухсопловыми вводами согласно предлагаемому способу осуществляют следующим обра 1ОМ.
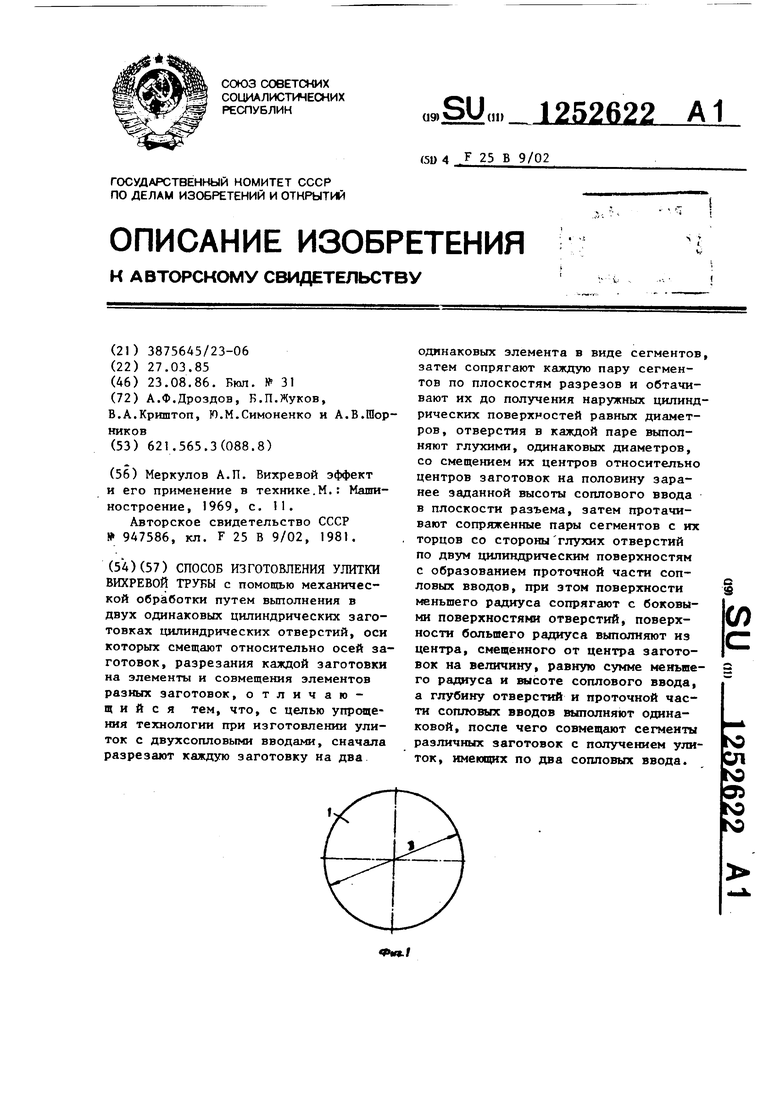
Берут цилиндрическую заготовку 1 (фиг.1) диаметром D и разрезают ее (фиг.2), например, фрезой 2 на два одинаковых сегмента 3 и 4. Сопряг ают пару сегментов 3 и 4 по плоскостям разрезов в оправке 5 (фиг.З) н устанавливают сопряг гсенную пару в трехку- дачковом патроне 6 токарно-винторез- пог о станка. Обтачивают сопряженную пару сегментов 3 и 4 до получения на пилиндрическоГ поверхности диаметром I). Устанавливают (фиг. 4) пару сег ментов 3 и 4 в разрезной оправке 7 и -закрепляют последнюю в трехкудачковом патроне 6. При этом одним из кулачков трехкудачко- вого патрона 6 и разрезной оправкой 7 устанавливают вкладыш 8 толщиной 0,5Ь, где h - высота соплового ввода в плоскости разт.ема сегметп ов 3 и 4. Выпод}1иют, например, расточным резцом в паре сегментов 3 и 4 цилиндрическое глухое отверстие 9 с радиусом R J . Аналогично выполняют последова- тел1.по смещение пары сегментов 3 и 4 (фиг.З) на величины 1- и Р , а затем с торца пары сегментов со стороны глухого отверстия 9 ос лдествлягат проточку по двум п;}и1индри1 еским поверхностям радиусами R и R из и.ентров, соответств Т( указанным смещениям Г и р.,| . При этом цилиндрическую поверхность -шньшего радиуса R,, сопрягаю 1 с боковой пси5ерхностью отверстия 9 радиуса R,, а цилиндрическую поверхность бол,111его радутуса R.J (фиг.З) выполняют из центра, смещенного от центра заготовок на величину, равную радиусу Р„ и высоте h соплового ввода величину h выбирают заранее, исходя из требуемых параметров газового нотока, проходящего через
вихревую трубу). Глубину отверстия 9 и проточргых частей сопловых вводов 10 и 11 выполняют одинаковыми, так как в противном случае изготавливае- M};ie улитки не будут обеспечивать по15
лучение закрученного газового пото20
25
50
ка и, как следствие этого, будет исключено правильное функционирова- iHie всей вихревой трубы в целом.
Используя описанную последовательность технологических операций, таким же путем ведут обработку идентичной второй заготовки (фиг.6) с получением сегментов 12 и 13 с такими же проточными частями сопловых вводов 14 и 15 (на фиг.6 пара сегментов показана повернутой относительно первой пары на фиг.5 на 1 80 ). Все геометрические параметры второй пары дол:-г. полностью соответство 0 вать аналогичт гм параметрам первой.
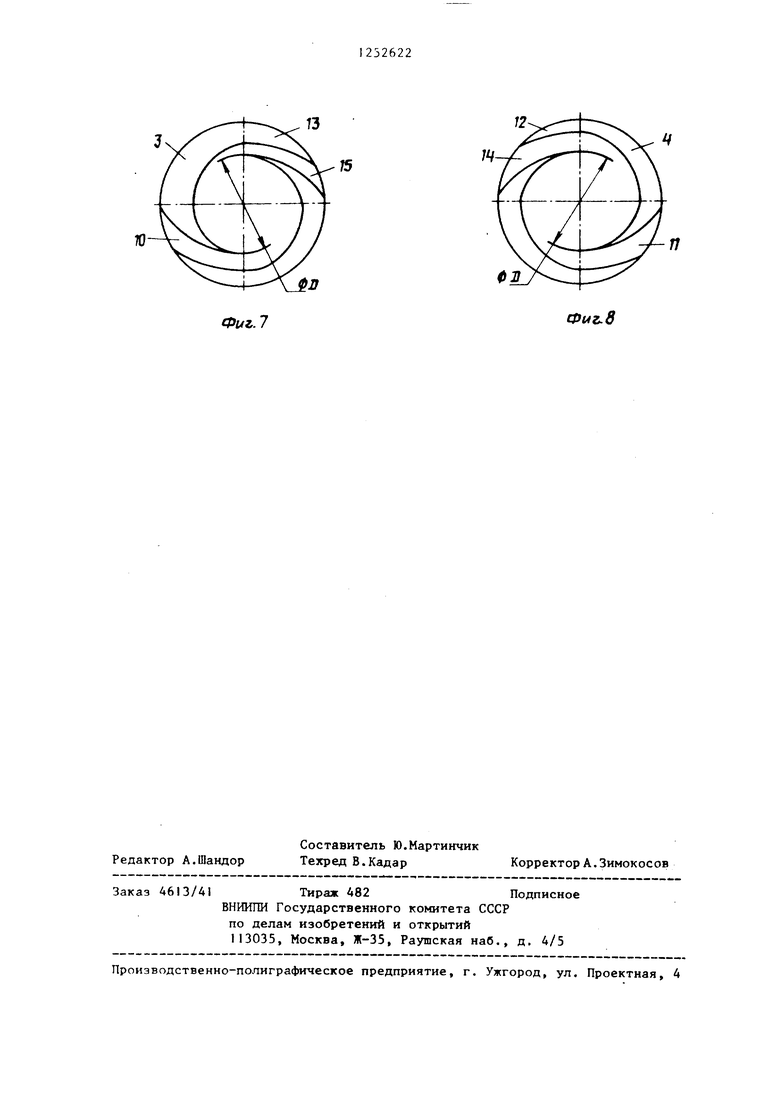
После выполнения описан1л.гх операций сегмент 3 первой пары совмещают с сегментом 13 второй пары (фиг.7), а сегмент 4 - с сегментом 14 (фиг.8). 35 Любым из известных способов (сварка, склейка, пайка, механическое крепле- mie) эти пары сегментов 3-13 и 4-14 соединяют между собой и в результате получают две улитки (фиг.7 и 8)
40 с двухсопловыми вводами.
Все описанные технологические операи ии могут быть выпо.лнены и с помощью других приспособлений. Например, использование стандартного
д четырехкулачкового патрона токарно- винторезного станка исключает необходимость использования оправок 5 и 7, а также вкладыша. Однако при использовании любых приспособлений вся последовательность операций сохраняется .
Пример. В соответствии с предлагаемым способом изготовлена партия улиток с двухсопловыми вводами путем использования преимущест венно токарной обработки. Фрезерная операция используется только для разрезания цилиндрических заготовок на сегменты. Улитки имеют наружный диаметр 24 мм и высоту соплового ввода 2,8 мм и предназначены для эксплуатации в вихревых трубах и эжекторах Испытания одного из образцов вихревых труб с использованием двухсопловьпс улиток, изготовленных по предлагаемому способу, показывают, что снижение эффекта охлаждения весьма незначительно по сравнению со спиральными улитками.
Фиг. 2
Ч:
Ф1.3
Фиг.Ц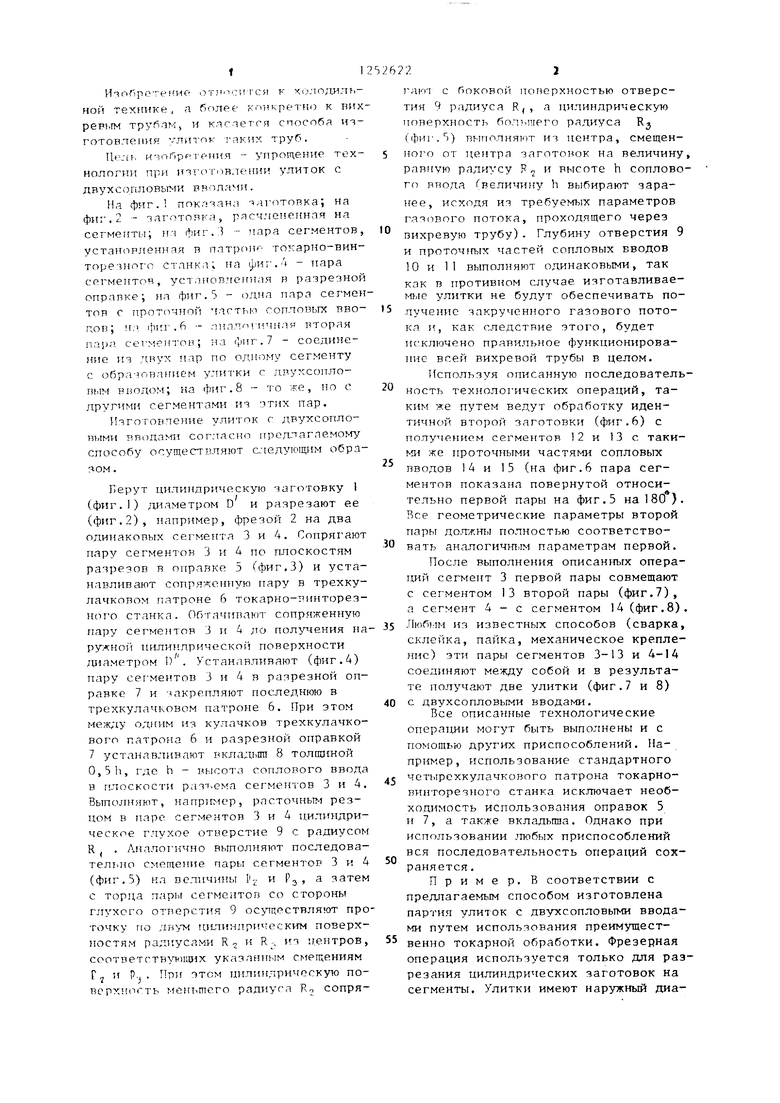
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления односопловой улитки вихревой трубы | 1986 |
|
SU1423873A1 |
| Способ изготовления улитки вихревой трубы | 1981 |
|
SU947586A1 |
| Способ изготовления вихревой трубы | 1986 |
|
SU1335786A1 |
| Способ нарезания торцовых спиральных канавок | 1983 |
|
SU1174161A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Способ чистовой обработки пластическим деформированием торцевых поверхностей деталей | 1991 |
|
SU1776225A3 |
| ВИХРЕВОЙ КАВИТАТОР | 2015 |
|
RU2606293C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ПРЯМОЛИНЕЙНОГО КАНАЛА В ДЛИННОМЕРНОЙ ТРУБЕ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2522051C1 |
| УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ И ДОВОДКИ ВНУТРЕННИХ РЕЗЬБ | 1992 |
|
RU2086366C1 |
ff
/5
ttft-S
12
Фиг,.
Редактор А.Шандор
Составитель Ю.Мартинчик Техред В.Кадар
Заказ 4613/41Тираж 482Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фмл.8
Корректор А. Зимокосов
| Меркулов А.П | |||
| Вихревой эффект и его применение в технике.М.: Машиностроение, 1969, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ изготовления улитки вихревой трубы | 1981 |
|
SU947586A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
