Изобретение относится к холодильной технике, а более конкретно к вихревым трубам, и касается способа изготовления улитки вихревой трубы.
Известен способ изготовления улитки вихревой трубы с сопловым вводом с помсяцью механической обработки ) .
Недостатки известного способа низкая технологичность, необходимость использования дорогостоящих фрезерных станков и операций. Из-за этого затраты на изготовление улитк|1 оказываются значительными.
Цель изобретения - сокращение затрат на изготовление улитки.
Поставленная цель достигается тем, чтсэ берут две одинаковые цилиндрические заготовки, выполняют в них по цилиндрическому отверстию различного диаметра, ось .которого смещена относительно оси з 1готовки, затем разрезают каждую заготовку по плоскости, проходящей через оси отверстия и самой заготовки, и совмещают половины различных заготовок с получением зеркально-симметричных улиток. Отверстия в обеих заготовках целесообразно выпо.пнять с одинаковым
смещением/ равным 0,25 высоты сечения соплового ввода в плоскости разъема.
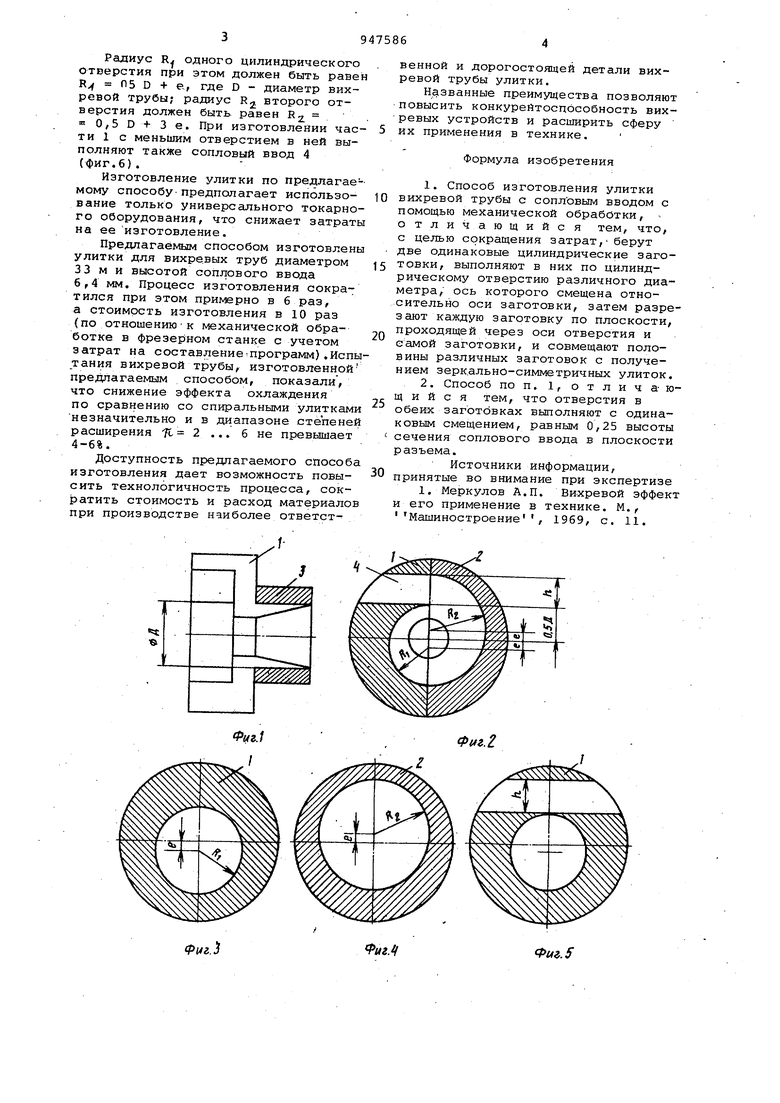
На фиг.1 изображена улитка, изготовленная по предлагаемому способу, продольный разрез; на фиг.2 - то же, поперечный разрез; на фйг.З - 8 последовательность изготовления улитки.
10
Улитка состоит из двух частей 1 и 2, соединяемых, например, с помощью втулки 3. В части 1 выполнен сопловой ввод 4.
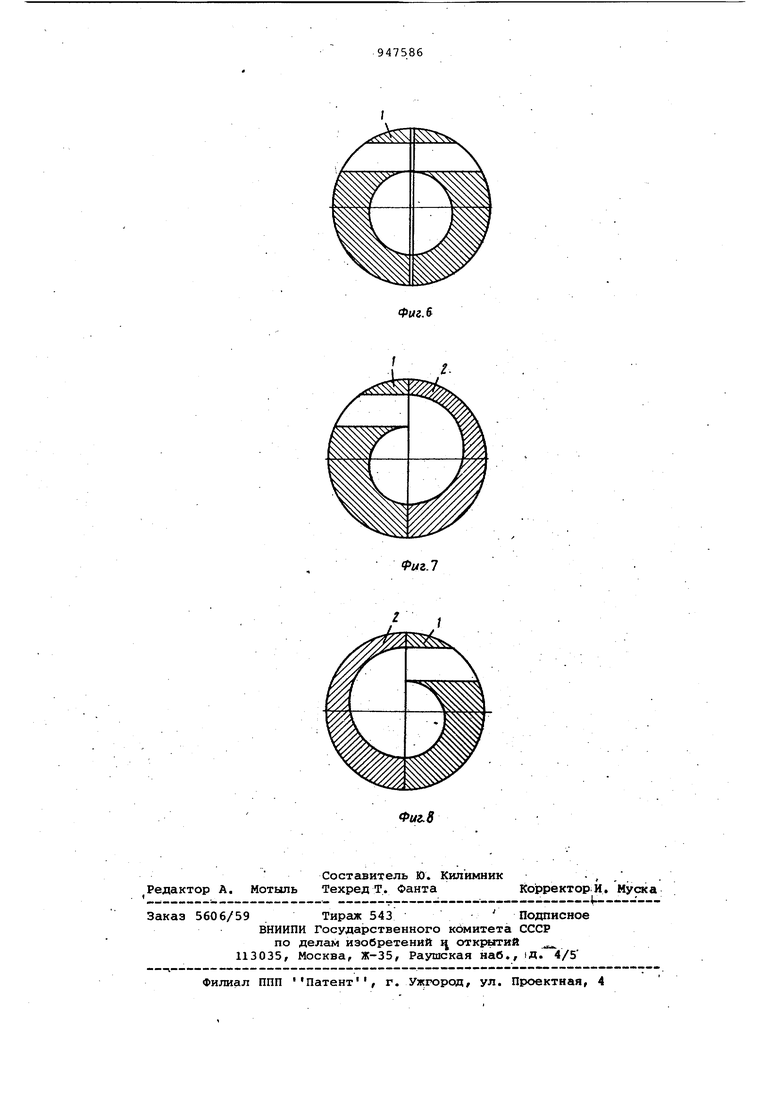
Для изготовления частей 1 и 2 бе15рут две одинаковые цилиндрические заготовки. В каждой заготовке выполняют по цилиндрическому отверстию различного диаметра (фиг. 3 и 4). Ось каждого отверстия смещена отно20сительно оси заготовки. Затем разрезают каждую заготовку по плокости, проходящей через оси отверстия и самой заготовки (фиг.6). После этого совмадают половины различных за25 готовок с получением зеркально-симметричных улиток (фиг. 7 и 8).
Отверстия в обеих заготовках выполняют с одинаковым смещением е, равным 0/25 высоты h сечения сопло30 вого ввода 4 плоскости разъема.
Ралиус Rj одного цилиндрического отверстия при этом должен быть равен П5 D + е, где D - диаметр вихревой трубы; радиус R второго отверстия должен быть равен RjL я 0,5 D + 3 е. При изготовлении части 1 с меньшим отверстием в ней выполняют также сопловый ввод 4 (фиг.6).
Изготовление улитки по предлагае-мому способу предполагает использование только универсального токарного оборудования, что снижает затраты на ее изготовление.
Предлагаемым способом изготовлены улитки для вихревых труб диаметром 33 м и высотой соплового ввода 6,4 мм. Процесс изготовления сократился при этом примерно в 6 раз, а стоимость изготовления в 10 раз (по отношениюк механической обработке в фрезерном станке с учетом затрат на составление программ).Испытания вихревой трубы, изготовленной предлагаемым способом, показали, что снижение эффекта охлаждения по сравнению со спиральными улитками незначительно и в диапазоне степеней расширения Тс 2 ... 6 не превышает 4-6%.
Доступность предлагаемого способа изготовления дает возможность повысить технологичность процесса, сократить стоимость и расход материалов при производстве наиболее ответственной и дорогостоящей детали вихревой трубы улитки.
Названные преимущества позволяют повысить конкурейтоспсэсобность вихревых устройств и расширить сферу их применения в технике.
Формула изобретения
1.Способ изготовления улитки вихревой трубы с сопловым вводом с помощью механической обработки, отличающийся тем, что, с целью сокращения затрат, берут две одинаковые цилиндрические заготовки, выполняют в них по цилиндрическому отверстию различного диаметра, ось которого смещена относительно оси заготовки, затем разрезают каждую заготовку по плоскости, проходящей через оси отверстия и самой заготовки, и совмещают половины различных заготовок с получением зеркально-симметричных улиток.
2.Способ по п. 1, отличающийся тем, что отверстия в обеих заготовках выполняют с одинаковым смещением, равным 0,25 высоты сечения соплового ввода в плоскости разъема.
Источники информации, принятые во внимание при экспертизе
1. Меркулов А.П. Вихревой эффек и его применение в технике. М.,
1969, с. 11.
Машиностроение
Фчг.З
Фиг.$
fug.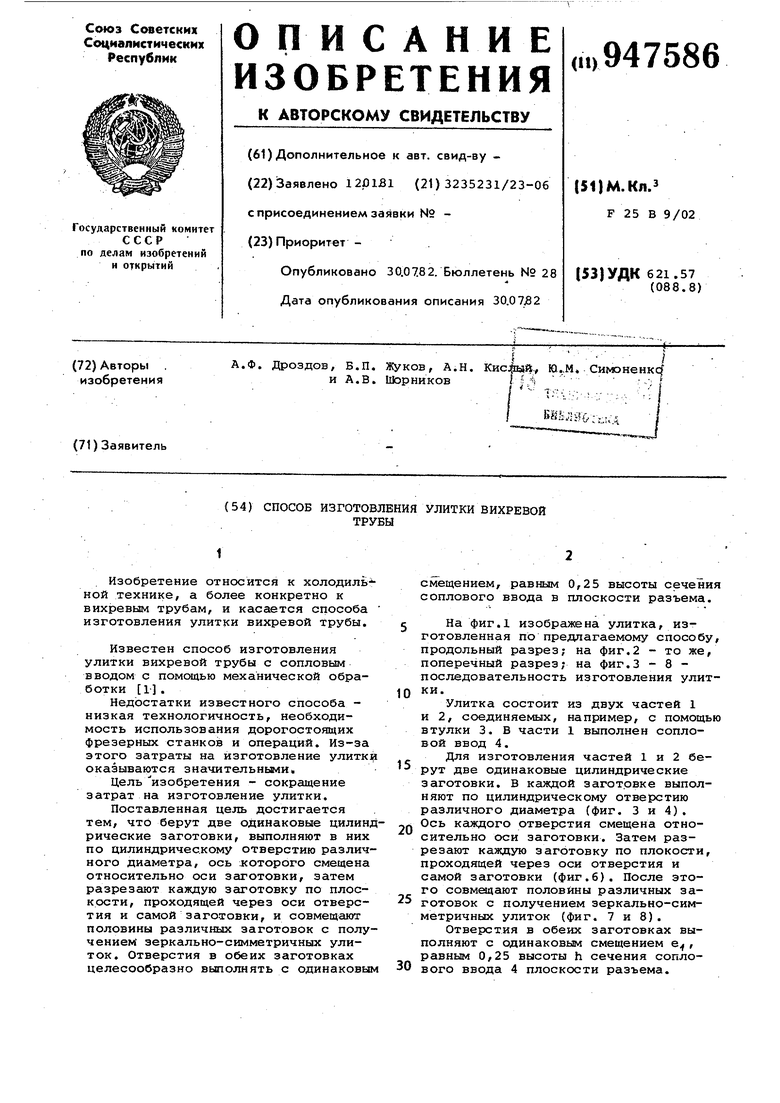
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления улитки вихревой трубы | 1985 |
|
SU1252622A1 |
| Способ изготовления вихревой трубы | 1986 |
|
SU1335786A1 |
| Способ изготовления односопловой улитки вихревой трубы | 1986 |
|
SU1423873A1 |
| УСТАНОВКА ДЛЯ СУШКИ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 1991 |
|
RU2030699C1 |
| ВИХРЕВАЯ ТРУБА | 2013 |
|
RU2533590C2 |
| ВИХРЕВАЯ ТРУБА | 1992 |
|
RU2056600C1 |
| ВИХРЕВОЙ КАВИТАТОР | 2015 |
|
RU2606293C2 |
| Способ получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер и устройство для его реализации с механизмом подачи и перемещения, включающим систему поджима, фрезерным блоком и фрезерным диском, включая способ перемещения форматной заготовки, а также способ фрезерования и раскроя | 2016 |
|
RU2648110C2 |
| УЛИТКА ДЛЯ ВИХРЕВОЙ ТРУБЫ РАНКА | 1993 |
|
RU2084779C1 |
| ФРЕЗА-УЛИТКА | 1973 |
|
SU383551A1 |