4; tc
4
СО
Изобретение относится к обработке металлов давлением в частности к технологическим способам изготовления головок торцовых ключей.
Цель изобретения - повышение стойкости инструмента, точности оформления многогранных полостей и качества получаемых деталей.
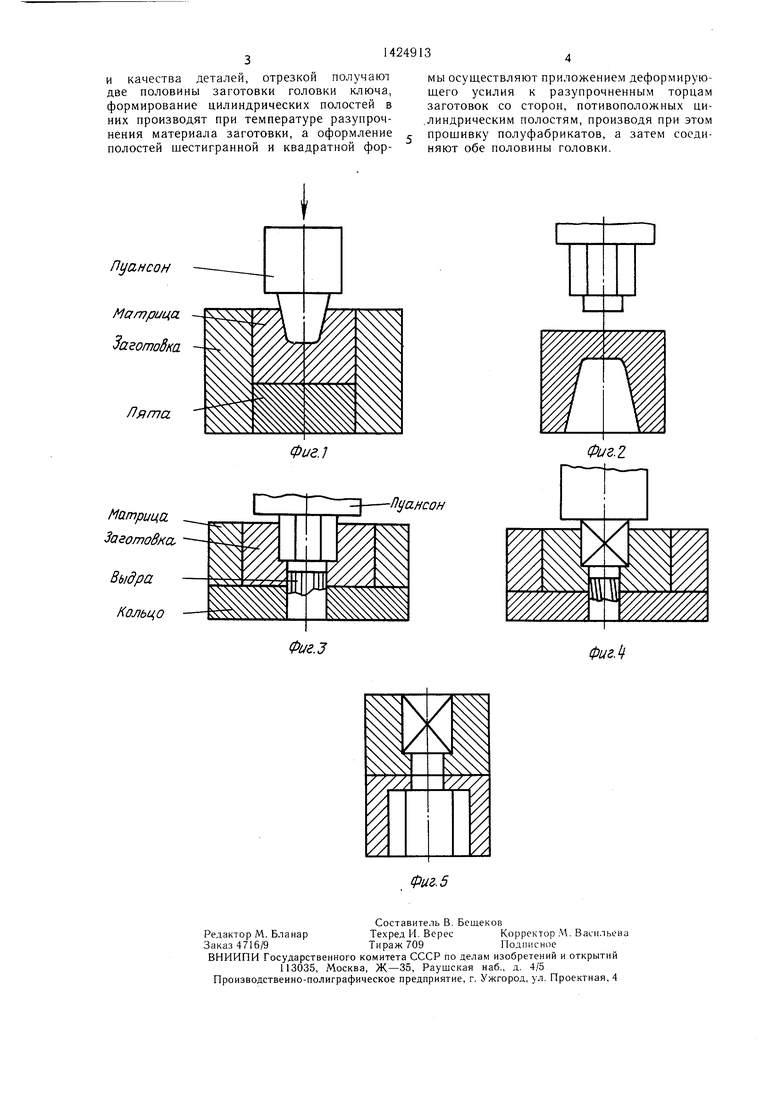
На фиг. 1 представлена схема горячей формовки глухой полости в заготовке; на фиг. 2 - холох ное выдавливание шести- гранной полости и пробивки дна, исходное положение; на фиг. 3 - то же, в конечном положении; на фиг. 4 - то же, при формировании квадратной полости; на фиг. 5 - готовая головка ключа после сварки ее частей.
Способ осуществляют следующим образом.
На первой операции с целью соответствия головки ключа размерам ГОСТа пруток разрезают на мерные заготовки.
На второй операции осуществляют горя- чую формовку заготовок с образованием глухой цилиндрической полости. При этом отрезанные мернь е заготовки нагревают до ковочной температуры 1000-1200°С. В процессе формовки заготовки остывают до 800-900°С. Последующее их охлаждение на воздухе соответствует термической операции - рекристаллизации. Известно, что при этом снижается прочность и твердость, т. е. происходит разупрочнение.
На третьей операции проводят холодное выдавливание щестигранной полости со стороны сплошного торца заготовки с одновременной пробивкой дна заготовки. При этом в штампе для выдавливания пуансон имеет оформляющую часть шестигранного сечения, размеры которой соответствуют раз- Iмерам полости торцового ключа, а также пробивающую часть круглого сечения, которая прошивает дно заготовки.
На четвертой операции осуществляют холодное выдавливание квадратной полости со стороны сплошного торца заготовки с одновременной пробивкой дна заготовки. В этом случае конструкция дна пуансона также состоит из оформляющей части - квадратного сечения и пробивной части - круглого сечения.
На пятой операции полученные две половины торцового ключа соответственно с шестигранной и квадратной полостями .сваривают сваркой трением.
Пример. По предлагаемому способу изготавливают головку торцового ключа S 17 мм из стали 40Х.
На первой операции, для того, чтобы будущая головка торцового ключа соответствовала размерам ГОСТа пруток разрезают на мерные заготовки размерами для полови- ны ключа, где будет формироваться шестигранная полость 0 24 мм и длиной 17 мм, и для половины ключа, где будет формиро
5
0
0
0
5
5
ваться квадратная полость 0 24 мм и длиной 21 мм.
На второй операции осуществляют формовку заготовок с образованием цилиндрической полости в горячем состоянии. При этом отрезанные мерные заготовки нагревают до ковочной температуры 1200°С (как известно, интервал ковочной температуры для стали 40Х равен 1200-870°С). Затем нагретые до температуры 1200°С заготовки помещают в штамп, который помещается на фрикционный пресс усилием 63 тс, где осуществляют формовку заготовок с образованием глухой цилиндрической полости.
В заготовке, где формируется щестигран- ная полость, диаметр глухой цилиндрической полости равен 16 мм, а глубина 14 мм.
В заготовке, где формируется квадратная полость, диаметр глухой ци линдричес- кой полости равен 12 мм, а глубина 18 мм.
В процессе формовки заготовки остывают до 900°С.
На третьей операции остывшую заготовку помещают в штамп и, со стороны сплошного торца заготовки осуществляют выдавливание шестигранной полости с одновременной пробивкой дна заготовки.
В штампе для выдавливания пуансон имеет рабочую часть - шестигранную, размеры которой соответствуют размерам полости торцового ключа, но на конце рабочей части имеется цилиндрическая оправка, которая прошивает дно заготовки. Таким образом, при внедрении пуансона со стороны сплощно- го торца заготовки осуществляется выдавливание шестигранной полости с одновременной пробивкой дна заготовки.
Оформление щестигранной полости под ключ мм из стали 40Х проводят на гидравлическом прессе усилием 100 тс. При этом для получения шестигранной полости необходимо было 45 тс.
На четвертой операции осуществляют выдавливание дна заготовки со стороны сплошного торца. При этом конструкция пуансона с квадратной рабочей частью также имеет цилиндрическую оправку. Для получения квадратной полости необходимо 30 тс.
На пятой операции полученные две половины торцового ключа соответственно с шестигранной и квадратной полостями сваривают на станке для сварки трением.
Формула изобретения
Способ изготовления сменных головок торцовых ключей, заключающийся в отрезке мерной заготовки, формировании в ней цилиндрических полостей и последующем оформлении полостей шестигранной и квадратной формы, отличающийся тем, что, с целью повышения стойкости инструмента, точности оформления многогранных полостей
и качества деталей, отрезкой получают две половины заготовки головки ключа, формирование цилиндрических полостей в них производят при температуре разупрочнения материала заготовки, а оформление полостей шестигранной и квадратной формы осуществляют приложением деформирующего усилия к разупрочненным торцам заготовок со сторон, потивоположных ци- ,линдрическим полостям, производя при этом прощивку полуфабрикатов, а затем соединяют обе половины головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 1995 |
|
RU2084305C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ | 1995 |
|
RU2071863C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С РИФЛЕНОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 1995 |
|
RU2080955C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ | 2003 |
|
RU2254956C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ | 2013 |
|
RU2540026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ | 2003 |
|
RU2254958C1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1982 |
|
SU1174142A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254201C1 |
| Способ изготовления гаек | 1988 |
|
SU1655650A1 |
Изобретение относится к обработке металлов давлением, в частности к способам изготовления головок торцовых ключей. Цель - повышение стойкости инструмента, точности оформления и качества деталей. Для этого разрезают заготовку головки ключа на две половины. Формирование цилиндрических полостей в них производят при температуре разупрочнения материала заготовки, оформление полостей шестигранной и квадратной форм осуществляют приложением деформирующего усилия к разупроч- ненным торцам заготовок со сторон, противоположных цилиндрическим полостям, производя при этом прошивку полуфабрикатов, а головку получают сваркой трением отформованных ее половин. 5 ил.
Пуансон
Матрица аготоВка
Лята
Фиг.1
Матрица Заготовка,
Выдра Кольцо
Фиг.З
Пуансон
0UZ.k
| Патент США № 4217771, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
