Изобретение относится к обработке металлов давлением и может быть использовано в производстве гильз к патронам стрелкового оружия и подобных изделий.
Существуют различные способы получения таких гильз из листовых или объемных заготовок.
Известен способ получения гильз из листового материала, который включает в себя вырубку кружка, его свертывание в колпачок, затем многооперационную вытяжку с утонением стенки с промежуточными отжигами, обрезку кромки, формирование капсюльного гнезда и фланца, пробивку запальных отверстий и обжим дульца [1]. Рассматриваемый процесс получения гильз обладает длительным технологическим циклом и низким коэффициентом использования металла.
Известны способы получения гильз из пруткового материала путем отрезки заготовки, обратного выдавливания стакана и последующего прямого выдавливания стенки гильзы с предварительной и промежуточными термообработками, вытяжки-калибровки с утонением стенки до получения толщины заданных размеров, обрезку кромки и далее по технологии вышеприведенного аналога [2]. Недостатком данного способа является также длительный технологический цикл и, кроме того, для прямого выдавливания требуется в качестве заготовки идеальный стакан как по разностенности, так и по косине кромки.
В дальнейшем этот способ был усовершенствован за счет того, что после обратного выдавливания применили комбинированное выдавливание стенки полой заготовки также в виде стакана, что позволило снизить требования по точности к этой заготовке [3] . При этом появилась возможность исключить отдельную операцию обрезки кромки за счет совмещения ее с вытяжкой-калибровкой. Однако технологический цикл по-прежнему остается длительным из-за необходимости применения операций штамповки дна и формирования капсюльного гнезда.
Известен также способ получения гильз из трубы, отличающийся тем, что отрезанную мерную заготовку соответствующей массы обжимают, получая ступенчатый стаканообразный полуфабрикат, после чего формируют капсюльное гнездо и образуют фланец, а затем производят вытяжку с утонением стенки в части стаканообразного полуфабриката, имеющего больший диаметр [4]. При этом снижаются энергоемкость процесса и технологический цикл, но возникает целый ряд недостатков. 1. При отрезке трубы в штампе появляются заусенцы как внутри трубы, так и снаружи, для удаления которых необходима дополнительная операция; 2. Увеличиваются транспортные расходы, так как для поставки труб одного того же веса с металлургического на машиностроительное предприятие требуется большее количество транспорта, чем для пруткового материала; 3. Повышение отходов в брак на стадии поставки из-за легкой сминаемости труб, недостаточной точности по разностенности и косине.
Перечисленные недостатки устранены в предлагаемом способе, при котором из мерной заготовки, отрезанной от прутка, производят цилиндрический ступенчатый стаканообразный полуфабрикат с оформленным капсюльным гнездом сочетанием прямого и обратного выдавливания, затем ведут вытяжку с утонением стенки в расширенной части его ступени. После чего формируют фланец. В дальнейшем выполняют комплекс доводочных операций (обрезка торца, обжим дульной части и т.д.), позволяющий получить окончательное изделие.
При этом за одну операцию обратным выдавливанием заготовки получают стенку ступенчатого стаканообразного полуфабриката, а прямым выдавливанием с одновременным дополнительным тангенциальным сжатием заготовки образуют его донную часть и формируют капсюльное гнездо. Ступенчатый полуфабрикат получают и обратным выдавливанием донной части полуфабриката с формированием капсюльного гнезда, а прямым выдавливанием с одновременным тангенциальным растяжением заготовки получают стенку этого полуфабриката. Причем при таких приемах выдавливания заготовки истечение металла в сторону формирования дна и капсюльного гнезда ведут с ограничением на заданный размер по толщине дна.
Формирование гильзовых фланцев, кроме повсеместно применяемой обточки резцом, можно выполнить следующими приемами. Фланец с проточкой образуют путем обработки раскатным роликом. Фланец, выступающий над диаметром гильзы, образуют путем высадки донной части вытянутого полуфабриката. Имеющую меньший диаметр ступень стаканообразного полуфабриката выдавливают на диаметр проточки гильзы, а после вытяжки фланец с проточкой высаживают в разъемной матрице. Фланец с проточкой высаживают в разъемной матрице на диаметр либо равным, либо превышающим наибольший диаметр гильзы.
При образовании фланца пластическим деформированием размеры капсюльного гнезда на операции выдавливания ступенчатого стаканообразного полуфабриката выполняют предварительными, а в процессе формирования фланца их калибруют до получения окончательных значений.
Выдавливание ступенчатого стаканообразного полуфабриката выполняют с внутренним диаметром больше наружного диаметра гильзы, а вытяжку с утонением стенки ведут с одновременной отрезкой кромки.
Кроме традиционной вытяжки утонение стенки ступенчатого полуфабриката ведут ротационной вытяжкой. Или утонение стенки ступенчатого полуфабриката ведут многопереходной вытяжкой, например через несколько вытяжных матриц.
Заготовку перед выдавливанием калибруют осадкой. Осадку ее ведут в штамповом инструменте, предназначенном для резки прутка.
По крайней мере перед одной из формоизменяющих операций производят термохимическую обработку заготовки.
Сущность предлагаемого способа поясняется чертежами, где:
на фиг. 1 показан эскиз заготовки;
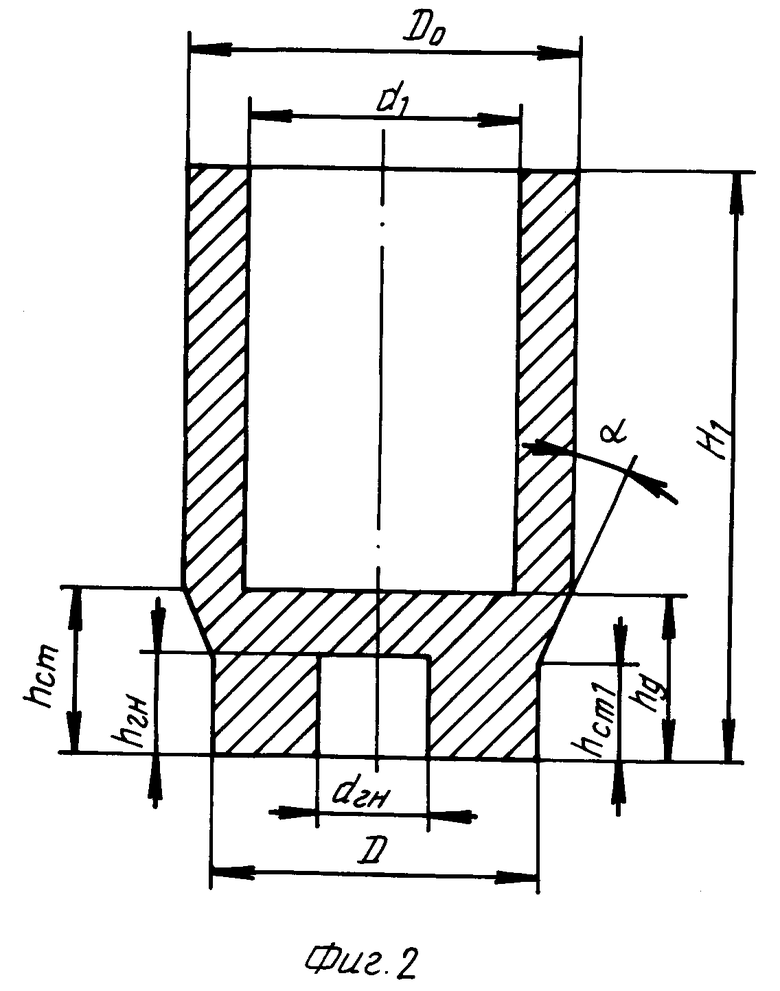
на фиг. 2 - ступенчатый стаканообразный полуфабрикат с оформленным капсюльным гнездом после холодного выдавливания;
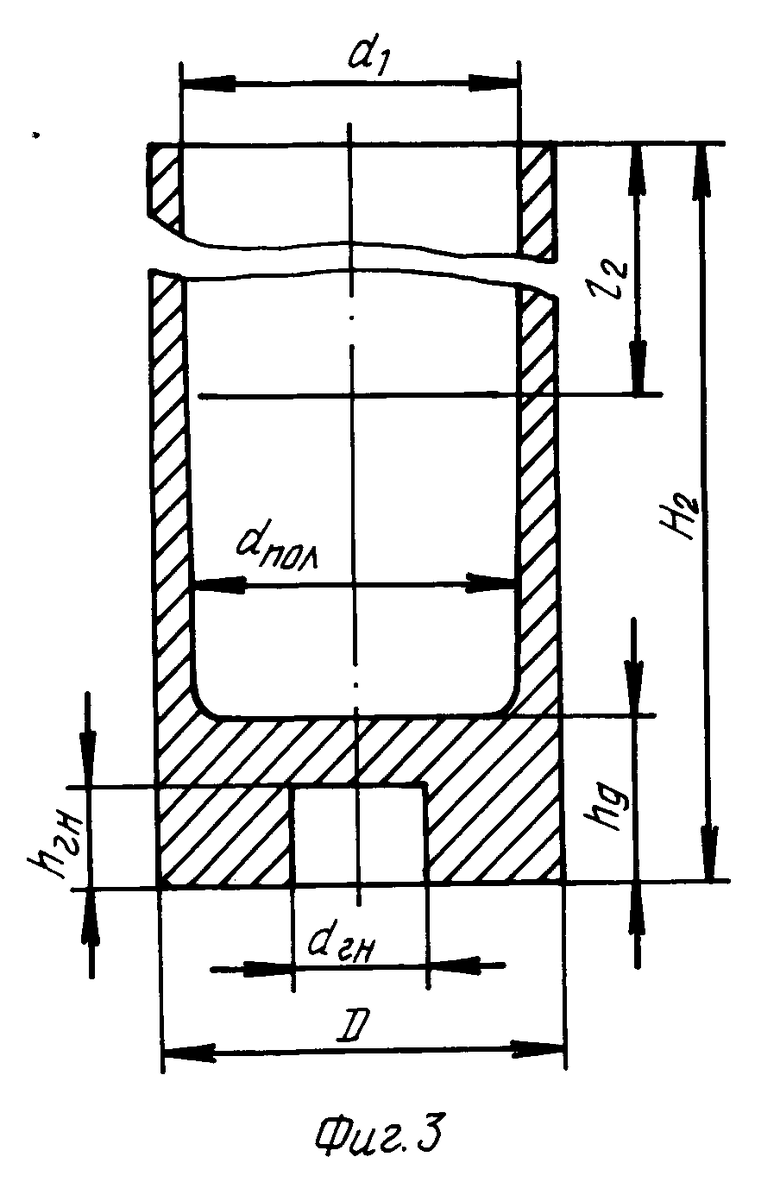
на фиг.3 - полуфабрикат после вытяжки с утонением стенки;
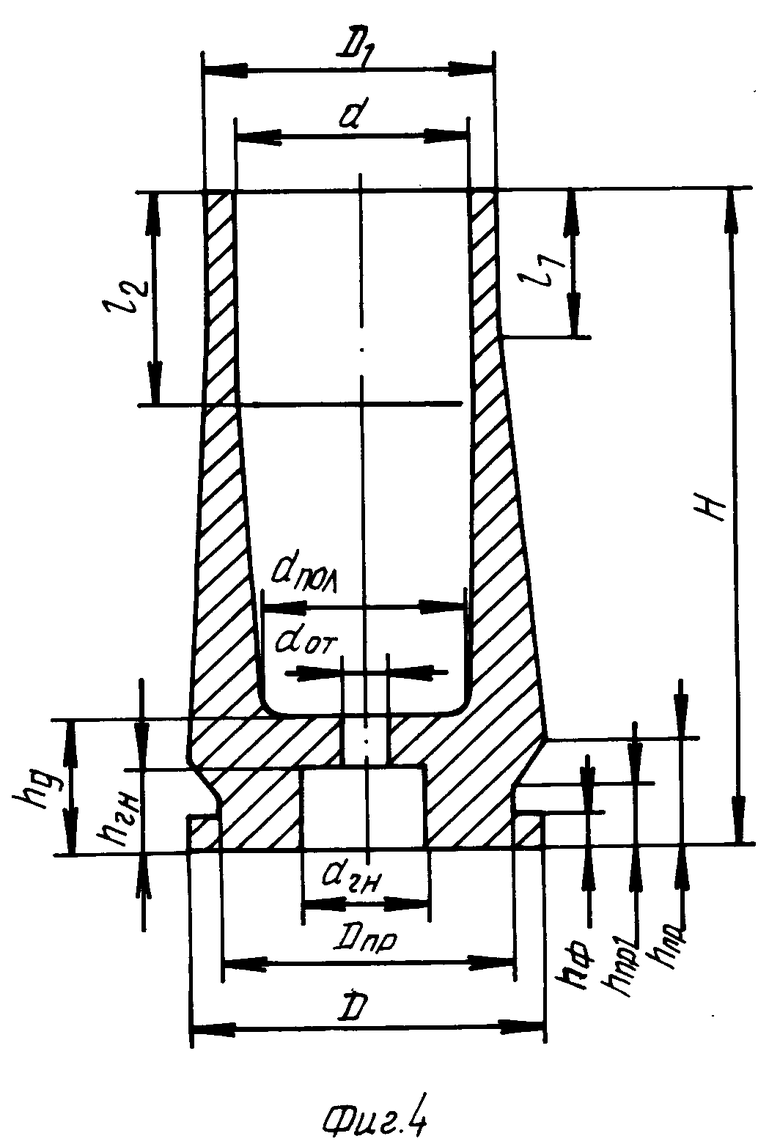
на фиг.4 - готовая деталь после операций обрезки кромки, пробивки запального отверстия, проточки фланца и обжима дульца;
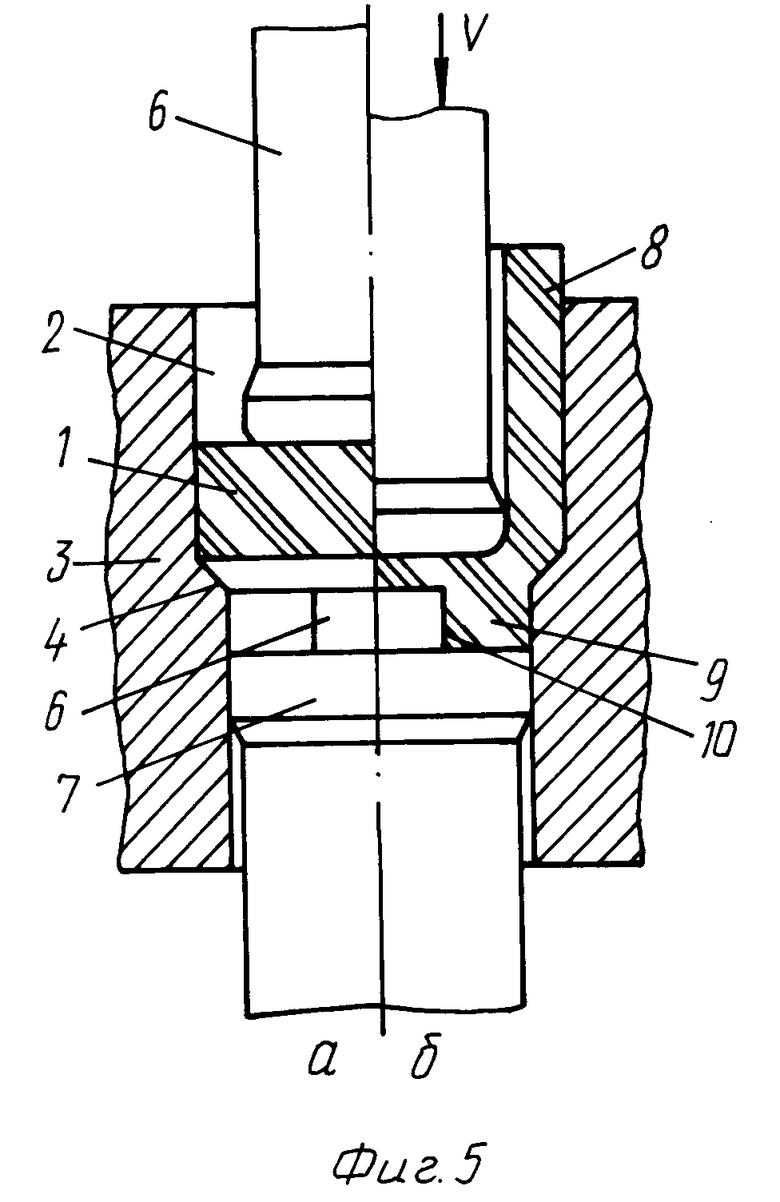
на фиг.5 - схема течения металла для одного вида комплексного (сочетание обратного и прямого истечения с тангенциальным сжатием заготовки) выдавливания: а) - перед началом деформирования заготовки, б) - после окончания деформации;
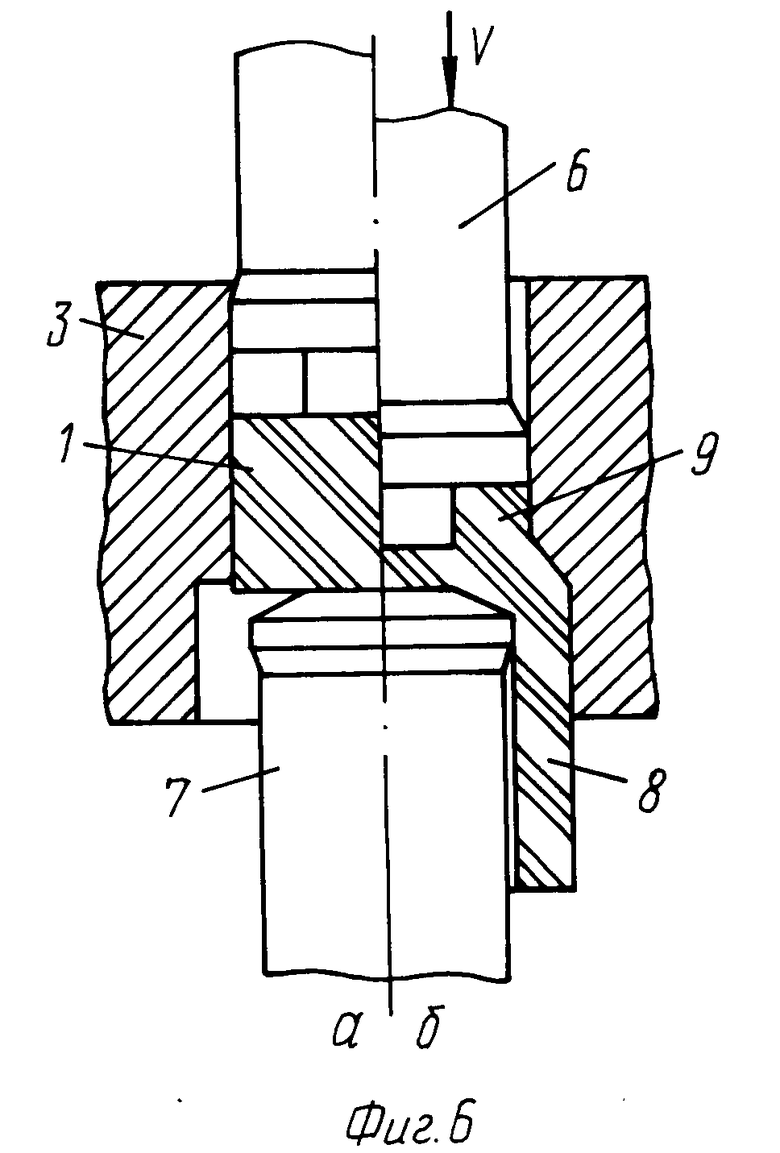
на фиг.6 - схема течения металла для другого вида комплексного (сочетание обратного и прямого истечения с тангенциальным растяжением заготовки) выдавливания: а) перед началом деформирования заготовки, б) после окончания деформации;
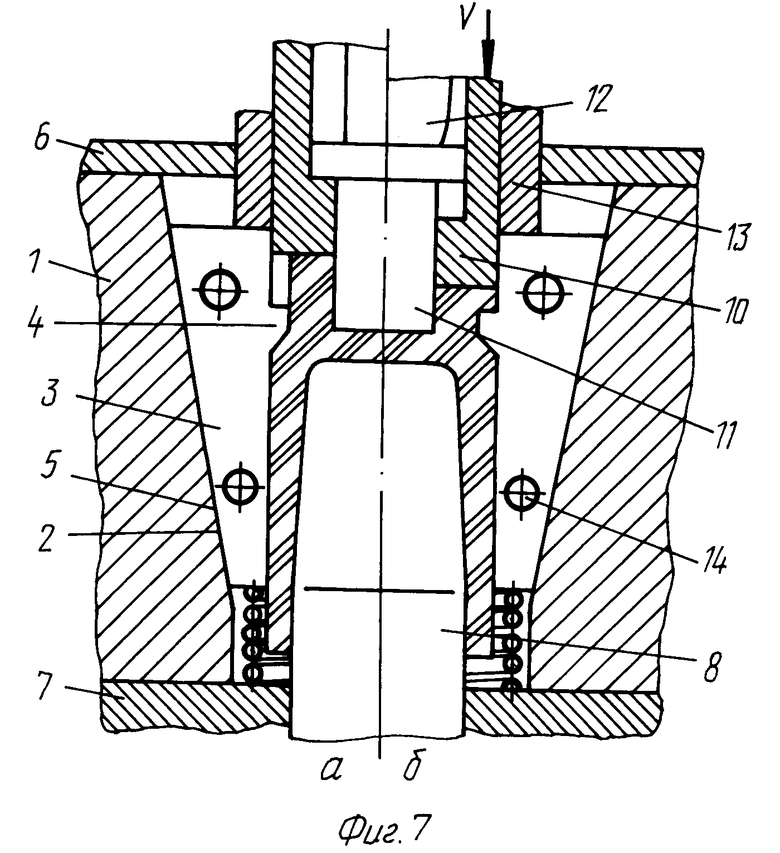
на фиг. 7 - схема течения металла при высадке фланца с подфланцевой проточкой в разъемной матрице: а) в исходном положении перед высадкой, б) в окончательном положении после деформации;
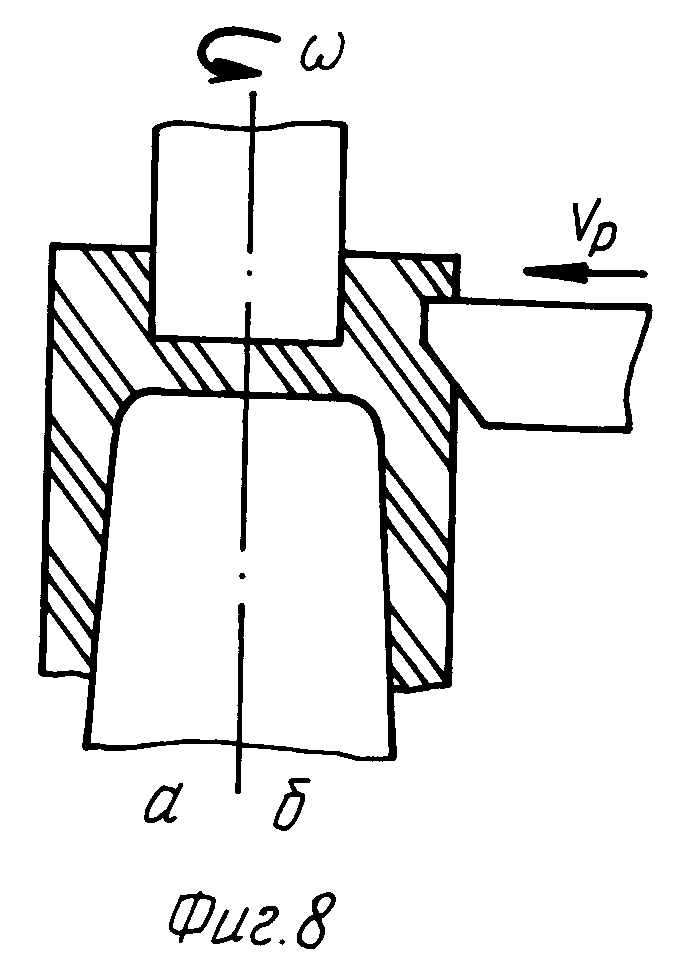
на фиг.8 - схема проточки фланца резцом полученного полуфабриката: а) в исходном положении, б) в окончательном положении;
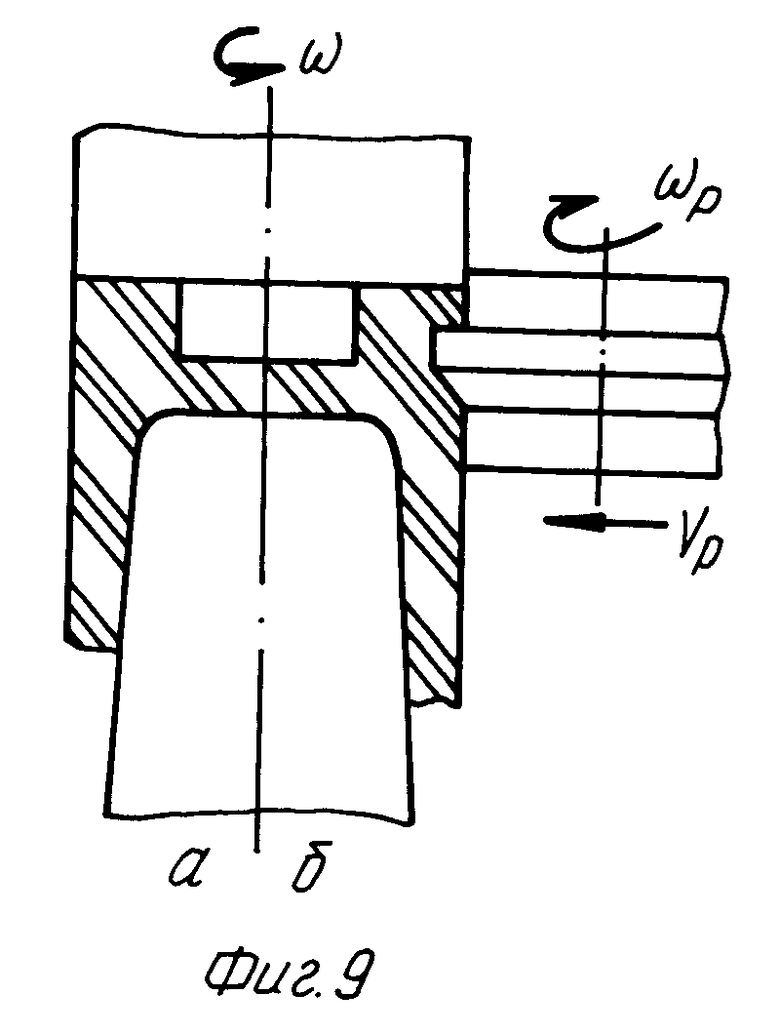
на фиг.9 - операция получения фланца с подфланцевой проточкой раскатным роликом: а) в исходном, б) в окончательном положениях;
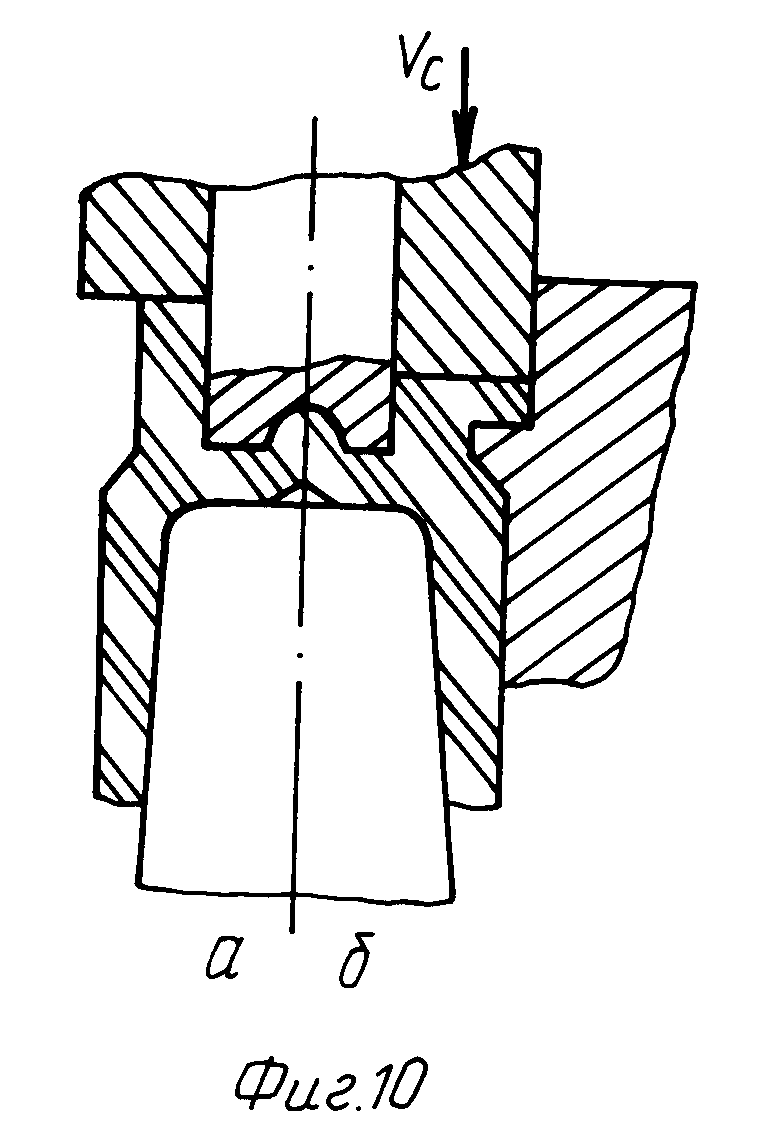
на фиг.10 - операция получения с выступающим над корпусом гильзы фланцем с подфланцевой проточкой высадкой в разъемной матрице: а) в исходном, б) в окончательном положениях;
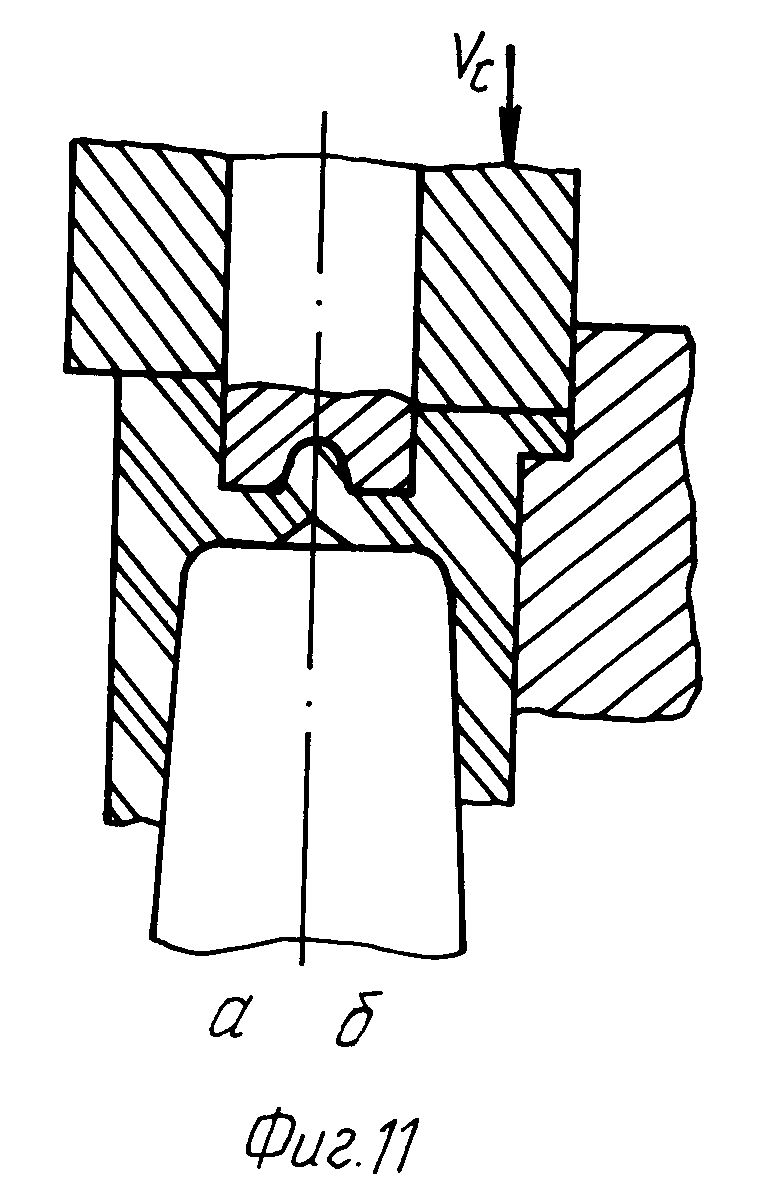
на фиг. 11 показана высадка фланца, выступающего над корпусом без подфланцевой проточки в самом корпусе, а) в исходном, б) в окончательном положениях.
Для осуществления предлагаемого способа мерную заготовку диаметром D0 и высотой H0 получают отрезкой от прутка (фиг.1). Затем ее деформируют в штампе для холодного выдавливания, схема которого показана на фиг.5 и 6. Заготовку 1 (фиг. 5,а) помещают в полость 2 матрицы 3 на бурт 4, под действием ползуна пресса пуансон 5 начинает проталкивать заготовку через бурт 4 до соприкосновения с торцом оправки 6 ступенчатого пуансона 7, при этом реализуется начальное значение тангенциального сжатия заготовки. После чего проводят комплексное выдавливание заготовки 1 до получения ступенчатого стаканообразного полуфабриката (фиг.5,б), включающее в себя обратное выдавливание стенки полуфабриката 8 и прямое выдавливание с тангенциальным сжатием дна 9 гильзы с формированием капсюльного гнезда 10. При этом истечение металла в прямом направлении ограничено торцом пуансона 7. Такая схема способствует деформированию малопластичных материалов без разрушения. Удаление полученного полуфабриката осуществляют либо выталкиванием из матрицы 3 пуансоном 7, либо съемником с пуансона 5.
В результате проведенной операции получают ступенчатый стаканообразный полуфабрикат с оформленным капсюльным гнездом, показанный на фиг.2, где D0 - наружный диаметр полуфабриката, d1 - внутренний диаметр полуфабриката, D - наружный диаметр дна полуфабриката и гильзы, dгн- диаметр капсюльного гнезда, hгн - глубина капсюльного гнезда, hд- толщина дна полуфабриката, hст - высота суженной ступени полуфабриката, hст1 - высота цилиндрической части этой ступени, H1 - полная высота полуфабриката, α - угол переходного скоса. Все приведенные размеры полуфабрикатов по переходам эквивалентные, т.е. они либо учитывают технологические зазоры для размещения в инструменте или инструмента в полуфабрикате либо припуски на калибровочную деформацию для корректировки основного размера. Они могут меняться в зависимости от размеров гильзы производимого патрона, от используемого металла и задаваемых допусков на размеры.
Этот полуфабрикат можно получить и комплексным выдавливанием по, схеме, показанной на фиг. 6. В этом случае заготовка 1 (фиг.6,а), имеющая меньшее значение D0, чем в предыдущем случае, устанавливается в полость матрицы 3 на нижний пуансон 7, формирующий стенку полуфабриката 8, и проводят комплексное выдавливание, состоящее из обратного выдавливания донной части 9 будущей гильзы с одновременным формированием капсюльного гнезда и прямого выдавливания с одновременной раздачей стенки полуфабриката 8 (фиг.6,б). В этом случае процесс обратного выдавливания ведут с ограничением в торец пуансона 6. Удаление полуфабриката из рабочей зоны осуществляется съемником, расположенным на пуансоне 7. Этот способ выдавливания существенно снижает усилие деформирования и может использоваться для штамповки высокопластичных материалов.
Полученный таким способом ступенчатый стаканообразный полуфабрикат расширяет последующие возможности технологических операций. Для этого стенку расширенной части ступенчатого стакана подвергают вначале вытяжке с утонением так, чтобы она была переменного профиля заданных размеров. Аналогами вытяжке с утонением стенки может быть ротационная вытяжка, прямое или комбинированное выдавливание, многопереходная вытяжка и др. Вытягивают расширенную часть ступенчатого полуфабриката таким образом, чтобы D0 ступенчатого полуфабриката стало равным его же значению D. В этом случае полученный полуфабрикат (фиг. 3) имеет наружный диаметр D, внутренний наименьший диаметр dпол, внутренний наибольший диаметр d1, l2 - цилиндрическая часть поверхности внутренней полости, hд - толщина дна, hгн и dгн - соответственно глубина и диаметр полости капсюльного гнезда, H2 - общая высота полуфабриката после вытяжки. Вытяжку можно производить как через одну, так и через несколько вытяжных матриц. Количество вытяжных операций или других операций по утонению стенки полуфабриката определяется допустимой степенью деформации и его высотой H2.
В зависимости от используемого деформируемого металла и степени нагартовки как при выдавливании, так и при утонении стенки вытяжкой (или другими методами) перед ними при необходимости вводят термохимические операции, включающие обезжиривание, отжиг, травление, промывку и др.
Последующий комплекс операций для получения окончательного изделия включает в себя обрезку кромки полуфабриката, пробивку запальных отверстий, чеканку надписей на донном торце полуфабриката, проточку фланца и обжим дульца до получения готового изделия (фиг.4). В дальнейшем остаются только немеханические операции типа пассивирования, фосфатирования, покрытия лаком и др. На фиг. 4 в качестве примера приведена гильза к патрону пистолета "Парабеллум", где H - общая высота гильзы, hд - толщина дна, hгн и dгн - глубина и диаметр капсюльного гнезда, hф - толщина фланца, hпр, hпр1 и Dпр - базовые высоты и диаметр проточки, D1 и D - наружные диаметры гильзы, d и dпол - диаметры основной полости гильзы, l1 и l2 - цилиндрические участки соответственно наружной и внутренней поверхностей дульной части гильзы, dот - диаметр запального отверстия.
Расширение технологических возможностей после получения ступенчатого полуфабриката и вытяжки с утонением стенки заключается в том, что фланец и проточку гильзы (фиг.8 и 9), проточку и выступающий над гильзой фланец (фиг. 10) и фланец без проточки (фиг.11) можно получать как традиционным способом, например получение фланца проточкой резцом (фиг.8), так и нетрадиционным способом, например, получение фланца и проточки накаткой роликами (фиг.9), причем в последнем случае необходимо учесть перераспределение металла в стенку гильзы.
Наиболее приемлемым способом для автоматизированных технологий является штамповка фланца с одновременным формированием проточки (фиг.7 и 10). Для осуществления такой операции необходимо ступенчатый стаканообразный полуфабрикат (фиг. 2) получить с диаметром D равным диаметру Dпр проточки гильзы (фиг. 4) и увеличенной длиной нижней ступени (т.е. hгн, hпр, hпр1 и hд) на величину δ, соответствующей выступающему над проточкой объему фланца (например, δ = hф(D2-D
Это устройство (фиг. 7) состоит из втулки 1 с конической полостью 2, в которой находятся две подпружиненные полуматрицы 3, имеющие в верхней части выступы 4, соответствующие профилю проточки гильзы, коническая часть 5 которых выполнена таким образом, чтобы в рабочем положении (фиг.7,б) они образовывали замкнутую без зазоров рабочую полость. Ход полуматриц сверху ограничен планкой 6, находящейся на таком расстоянии от верхнего среза полуматриц в рабочем положении, чтобы имелась возможность выхода выступа 4 полуматриц из проточки гильзы после окончания операции высадки фланца. Втулка 1 опирается на плиту 7, в которой сцентрирована оправка 8. Деформацию осуществляет пуансон 10, в котором расположена подпружиненная оправка 11 с упругим элементом 12. Сам пуансон расположен в прижиме 13.
Работает устройство (фиг.7) следующим образом. Когда ползун пресса находится в верхнем положении, а вместе с ним и пуансон 10, оправка 11 и прижим 13, то полуматрицы 3 так же находятся в верхнем положении, упираясь в ограничительную планку 6. В этот момент ступенчатый стаканообразный полуфабрикат надевается на оправку 8. При ходе ползуна пресса вниз прижим 13 перемещает полуматрицы 3 вниз до упора в коническую полость 2 втулки 1 до полного выбирания зазора между полуматрицами 3. При подходе пуансона 10 к торцу полуфабриката оправка 11 размещается в его капсюльном гнезде, упираясь в торец с некоторой силой, создаваемой упругим элементом 12, а выступы 4 входят в сопряжение с конической частью перехода ступеней полуфабриката (фиг.7, а). Затем пуансон 10 деформирует донную часть полуфабриката до образования фланца гильзы, одновременно калибруя все размеры капсюльного гнезда и проточки (фиг. 7, б). Если на торце пуансона 10 выгравированы надписи (например выпуклая гравировка), то одновременно происходит чеканка надписей. При обратном ходе ползуна пресса вверх прижим 13 и пуансон 10 поднимаются, при этом под действием нижних пружин поднимаются полуматрицы 3 вместе с отштампованным полуфабрикатом с одновременным радиальным перемещением под действием разжимных пружин, размещенные в гнездах 14 полуматриц 3. После того как полуматрицы 3 достигли планки 6 и выступы 4 вышли из проточки полуфабриката, последний продолжает подниматься, зависая на оправке 11. При выходе из рабочей зоны инструмента полуфабрикат с оправки 11 сталкивается съемником (не показан). Величина фланца в таком устройстве требует изменения только верхнего диаметра полуматриц в замкнутом состоянии (фиг.10).
При формовке фланца без проточки (фиг.11) конструкция устройства существенно упрощается, хотя основные элементы остаются.
Во всех случаях можно получать гильзы как без наковаленки в капсюльном и гнезде (капсюль "боксер") (фиг.8 и 9), так и с наковаленкой (под капсюль центрального боя) (фиг.10 и 11).
Если заготовку отрезают в токарном автомате или, например, ленточными пилами, то калибровать ее нет необходимости. Если же ее отрезают в штампе, то необходимо ввести калибровку осадкой. Заготовку получают лучшего качества при осадке ее в инструменте, предназначенном для резки прутка.
Примером производства гильз патрона по предлагаемому способу является технология, разработанная для латунной гильзы к патрону пистолета "Парабеллум". Основные размеры гильзы, выполненной из латуни Л68, приведены в соответствии с обозначениями, указанными на фиг.4, мм: H = 19,15; hд = 4,05; hгн = 3; hф = 1,27; hпр = 3,5; hпр1 = 2,47; D = 10; D1 = 9,6; Dпр = 8,8; dгн = 4,38; d = 8,9; dпол = 8,6; dот = 2,05; l1 = 6; l2 = 8,15.
Из объема детали с учетом припуска на обрезку торца и проточку фланца по предлагаемому технологическому процессу получены размеры заготовки, показанной на фиг. 1, мм: D0 = 10,5; H0 = 5,63, которая отрезается от прутка с последующей осадкой. Усилие отрезки составляет 13,7 кН, а усилие осадки равно 12,84 кН. После термохимических операций осуществляют комплексное выдавливание по схеме, показанной на фиг.5. Размеры полученного ступенчатого стаканообразного полуфабриката, обозначенные на фиг.2, равны, мм: D0 = 10,6; D = 10; d1 = 9,4; dгн = 4,38; hгн = 3,1; hд = 4,15; hст = 3,15 hст1 = 2,85; H1 = 14,7; α = 45o. Усилие комплексного выдавливания с тангенциальным сжатием заготовки рассчитано по формуле, выведенной авторами энергетическим методом и проверенной экспериментально, равно 58,9 кН.
Для получения переменной толщины стенки гильзы следующей механической операцией будет вытяжка с утонением стенки расширенной части ступенчатого стаканообразного полуфабриката. В зависимости от состояния материала между этими механическими операциями могут быть включены термохимические операции. Размеры вытянутого полуфабриката, обозначения которых приведены, на фиг.3, равны, мм: D = 10; d1 = 9,3; dпол = 8,6; dгн = 4,38; H2 = 19,8; l2 = 8,6; hгн = 3; hд = 4,05. Усилие вытяжки составляет 4,8 кН. Коэффициент вытяжки в этом случае равен в верхней части полуфабриката mS = 0,58, что вполне допустимо для латуни Л68 при вытяжке через две матрицы.
Затем по данной технологии проходят следующие переходы, включенные в комплекс доводочных операций: чеканка надписей на торце дна (усилие равно 12,3 кН), пробивка запального отверстия (усилие равно 3,7 кН), проточка фланца и подрезка фланца, обжим дульца (усилие равно 2,8 кН). После проведения пассивирования и контрольных операций получается готовое изделие, которое поступает в сборочное производство.
По сравнению с существующим вариантом вытяжной технологии из листовой заготовки предлагаемый техпроцесс позволяет сократить две механические операции и одну термохимическую. Экономия металла составит 15-20%.
В случае если комплексное выдавливание проводить по схеме, показанной на фиг.6, то размеры заготовки (фиг.1) будут равны, мм: D0 = 9,8; H0 = 6,46 мм. При этом усилие комплексного выдавливания с тангенциальным растяжением заготовки будет равно 41,2 кН, но штамповая оснастка будет несколько сложнее из-за необходимости перемещать и пуансон и матрицу. В дальнейшем все операции и размеры полуфабрикатов аналогичны вышеописанной технологии.
В случае, если будет реализован штамповый метод получения проточки и фланца гильзы, то в ступенчатом стаканообразном полуфабрикате (фиг.2), вследствие уменьшения диаметра меньшей ступени и увеличения ее длины на величину δ = 0,5 мм, изменятся следующие размеры, мм: D = 8,8; dгн = 4,48; hгн = 3,6; hд = 4,65; hст = 3,87; hст1 = 2,97; H1 = 15,2. А в полуфабрикате на фиг.3 также изменятся только некоторые размеры, мм: H2 = 20,3; hгн = 3,6; hд = 4,65 мм и появится верхняя поверхность будущей проточки, мм: hпр = 3,57; hпр1 = 2,97. В этом случае усилие штамповки фланца составит 27,4 кН. При этом добавляется экономия металла в 7% к полученной раньше.
Предлагаемым способом можно получать гильзы различных патронов для боевого стрелкового оружия к таким системам как пистолет, пистолет-пулемет, автомат, карабин, пулемет бронетранспортера, танка и авиации, зенитные и некоторые артиллерийские установки, охотничьи и спортивные ружья, строительные, газовые и сигнальные пистолеты и др. В зависимости от назначения стрелковой системы по данному способу гильзы могут быть изготовлены как из патронной стали (сталь 11кп, 11юа или 18юа), так и из латуни, алюминиевых сплавов, биметалла сталь - томпак и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446909C2 |
| Способ получения полых цилиндрических ступенчатых деталей с дном | 1985 |
|
SU1581448A1 |
| Способ получения изделий типа цилиндрических тонкостенных стаканов | 1974 |
|
SU602283A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ПАТРОНА СТРЕЛКОВОГО ОРУЖИЯ | 2000 |
|
RU2176573C1 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| Способ изготовления капсюльных латунных оболочек с фланцем | 1991 |
|
SU1784403A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЛУБОКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ МНОГОГРАННЫХ ЗАГОТОВОК | 1997 |
|
RU2135319C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
Способ относится к обработке металлов давлением и предназначен для производства гильз патронов стрелкового оружия и подобных изделий. Гильзу получают из прутка путем отрезки от него мерной заготовки. Изготавливают ступенчатый стаканообразный полуфабрикат с оформленным капсюльным гнездом сочетанием обратного и прямого выдавливания. Затем ведут вытяжку с утонением стенки в расширенной части его ступени. После чего формируют фланец. В дальнейшем выполняют комплекс доводочных операций, позволяющий получить окончательное изделие. В способе предусмотрены различные варианты проведения упомянутых выше операций. 14 з.п.ф-лы, 11 ил.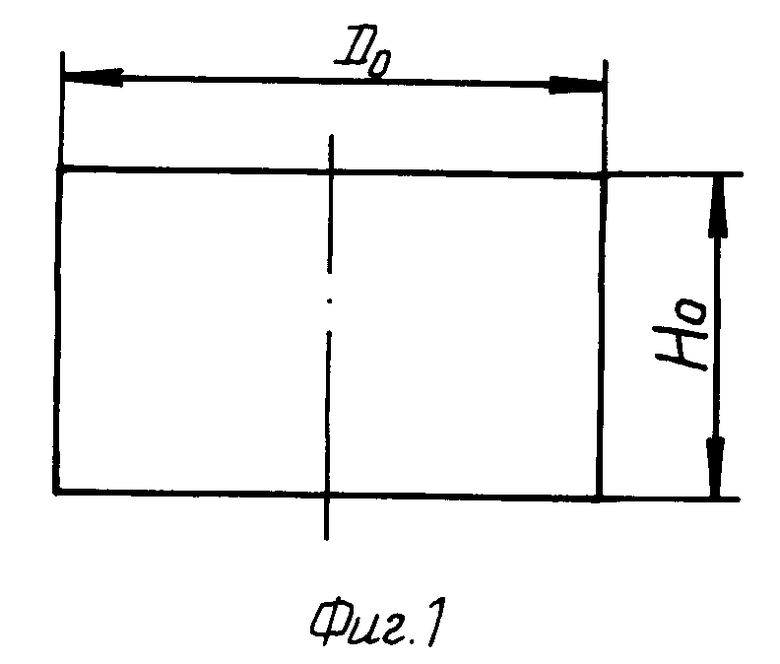
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Малов А.Н | |||
| Производство патронов стрелкового оружия | |||
| - М.: Оборонгиз, 1947, с.31, табл | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Мюллер Э | |||
| Гидравлические прессы и их приводы | |||
| - М.: Машгиз, 1960, с.43, рис.34 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 602283, B 21 K 21/04, 1978 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| GB, патент, 1602973, B 21 D 51/54, 1981. | |||

