Изобретение относится к обработке металлов давлением и может использоваться в процессах объемной штамповки шестигранных гаек из круглой калиброванной проволоки или прутка.
Цель изобретения - повышение качества гаек за счет исключения трещин и недооформления углов, повышение стойкости штампов благодаря снижению давлений штамповки и повышение производительности при использовании роторных штамповочных линий.
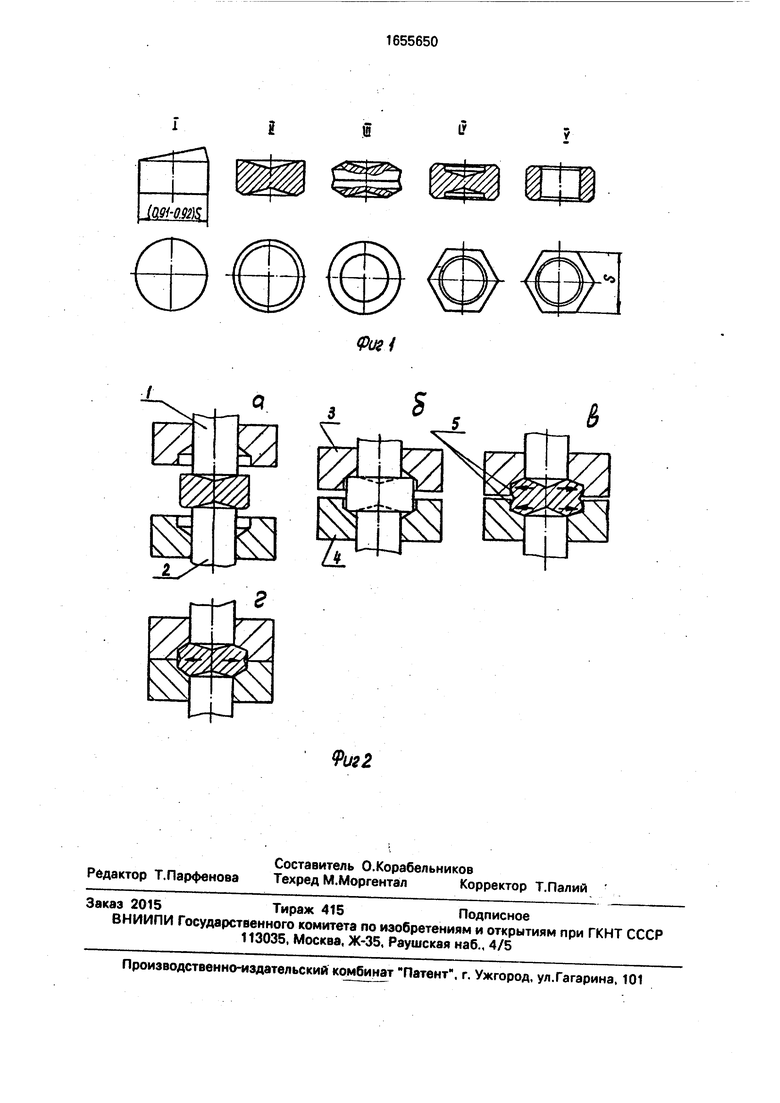
На фиг. 1 показано формоизменение заготовки гайки по переходам штамповки (I - отрубленная заготовка; II - после предварительной калибровки осадкой; III - бочкообразный полуфабрикат после осадки в
круглых полумагрицах; У - шестигранный полуфабрикат после штамповки с выдавливанием углублений; У - после пробивки отверстия под резьбу), на фиг 2 - процесс осадки в сближающихся полуматрицах с центральными пуансонами при формировании бочкообразного полуфабриката по стадиям
Способ осуществляется следующим образом.
От калиброванного прутка или проволоки диаметром, равным 0,9-0,92 вписанного диаметра готовой шестигранной гайки, осу ществляют рубку заготовки (фиг 1). затем на операции li осуществляют предварительную калибровку отрезанной заготовки путем осадки с образованием маленькой
О
ел ел о ел о
фаски на нижнем торце и конических углублений по торцам с двух сторон. На операции III заготовка захватным органом транспортного ротора заносится на ось движения деформирующего инструмента. При этом выступающие подпружиненные пуансоны 1 и 2 при движении друг навстречу другу зажимают заготовку, входя коническими торцами в конические углубления заготовки. В этот момент захватный орган уходит (фиг. 2а). При дальнейшем сближении круглых полуматриц 3 и 4 пуансоны 1 и 2 утапливаются (пуансоны подпружинены) и заготовка входит в контакт с полуматрицами (фиг. 26). Продолжая движение друг навстречу другу, полуматрицы деформируют металл заготовки, который течет в зоне торцов заготовки в радиальном направлении. Течение металла ограничивается внутренней цилиндрической поверхностью полуматриц, затем по мере сближения полуматриц радиальное течение металла перемещается из приторцовых зон заготовки к ее середине, а на заключительной стадии (фиг. 2в) пуансоны 1 и 2 вступают в работу, вытесняя металл в средней зоне заготовки от ее оси к периферии (фиг. 2г). В результате происходит закрытая осадка заготовки с относительно равномерным характером заполнения полости разъемного штампа и формируется круглый бочкообразный полуфабрикат с четко оформленными фасками на торцах.
На операции (У осуществляют формообразование шестигранников с двумя наружными фасками и выдавливание глубоких соосных цилиндрических полостей с фасками с двух сторон. На операции У пробивают отверстие под резьбу. Передачу изделий от одной операции к другой в роторной линии осуществляют захватными органами транспортных роторов (не показаны) с большой надежностью, так как форма полуфабриката на всех операциях, кроме последней, круглая. На последней же передаче шестигранного полуфабриката на операцию пробивки отверстия передача заготовки не представляет трудностей, так как положение граней шестигранника безразлично, так как заготовка помещается на верхней плоскости пробивной матрицы.
Преимущество предлагаемого способа по сравнению с известным определяется
тем. что размеры исходной (отрубленной) заготовки диаметром 0,9-0,92 диаметра вписанной окружности шестигранника готовой гайки (т.е. 0,9-0,92 размера под ключ)
близки к размерам готовой гайки, что обеспечивает малые степени деформации по переходам осадки и штамповки, а это, в свою очередь, определяет отсутствие трещин, хорошую оформляемость углов и повышенную
стойкость штампов. При таких размерах заготовки операцию формирования бочкообразного полуфабриката (с большими фасками) можно осуществить только в сближающихся полуматрицах. Регламентированное течение металла по стадиям осадки с воздействием пуансонами на заключительной стадии обеспечивает благоприятный характер запоминания штампа, что дополнительно определяет высокое качество изготавливаемых гаек. Благодаря отсутствию поломок инструмента повышается производительность работы роторной штамповочной линии.
25
Формула изобретения
Способ изготовления гаек, включающий рубку заготовки, предварительную калибровку торцов заготовки осадкой с образованием фаски на одном из торцов, формирование бочкообразного полуфабриката путем осадки с образованием внешних фасок с двух сторон заготовки, штамповку шестигранника на боковой поверхности заготовки с одновременным двусторонним выдавливанием центральных полостей и пробивку отверстия гайки под резьбу, о т - личающийся тем. что, с целью повышения качества гаек, стойкости штампов и производительности при использовании роторной штамповочной линии, заготовку отрубают диаметром 0,9-0,92 диаметра вписанной окружности шестигранника готовой гайки, а осадку заготовки при формировании бочкообразного полуфабриката осуществляют сближающимися полуматрицами, причем на заключительной стадии осадки ограничивают круглыми стенками полуматриц течение металла на периферию в приторцовых зонах полуфабриката и вытесняют центральными пуансонами металл от оси к периферии в средней зоне полуфабриката.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| Способ изготовления многогранных гаек | 1989 |
|
SU1690942A1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| Способ холодной штамповки заготовок шестигранных гаек | 1989 |
|
SU1708485A1 |
| Способ изготовления многогранных гаек | 1981 |
|
SU1030088A1 |
| Способ получения заготовок гаек | 1989 |
|
SU1720778A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| Способ изготовления деталей типа стакана с фланцем | 1978 |
|
SU772668A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в процессах штамповки гаек. Цель изобретения - повышение качества гаек, стойкости штампов и производительности роторных штамповочных линий. Исходную заготовку отрубают от калиброванного прутка или проволоки диаметром 0,9-0,92 диаметра вписанной окружности шестигранника готовой гайки. Торцы заготовки калибруют осадкой и передают а штамп, содержащий круглые полуматрицы и соос- ные подпружиненные пуансоны, посредством которых заготовку фиксируют в штампе. Осуществляют осадку заготовки сближающимися полуматрицами с формированием фасок на торцах заготовки. Металл течет сначала преимущественно в приторцовых зонах на периферию, а затем его течение ограничивается внутренней цилиндрической поверхностью полуматриц. На заключительной стадии осадки центральные пуансоны вытесняют металл от оси на периферию в средней зоне заготовки Полученный бочкообразный полуфабрикат штампуют до образования шестигранника с выдавливанием центральных полостей. Затем пробивают отверстие под резьбу гайки. 2 ил. Ј
| Холодная объемная штамповка Справочник | |||
| / Под ред | |||
| Г.А.Навроцкого | |||
| М., 1973 с | |||
| Способ изготовления гибких труб для проведения жидкостей (пожарных рукавов и т.п.) | 1921 |
|
SU268A1 |
