Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении головок торцовых ключей из высокопрочных легированных сталей.
Известен способ получения головок торцовых ключей, включающий отрезку цилиндрической заготовки, оформление наружной поверхности и выдавливание двух полостей многогранного рельефа (см. Заявка ФРГ №2558119, кл. В 21 К 5/16, 1975 г.).
Недостатком этого способа является низкая стойкость инструмента на четвертой позиции, где сосредоточены три формообразующие операции, вследствие чего из-за деформационного упрочнения металла инструмент на этой позиции перегружен. Поэтому невозможно применение заготовок из высокопрочных легированных сталей с повышенной интенсивностью упрочнения при деформации.
Наиболее близким по совокупности существенных признаков является способ изготовления головок торцовых ключей со ступенчатой наружной поверхностью из легированной стали, заключающийся в отрезке цилиндрической заготовки и последующем ее деформировании по позициям (см. патент РФ №2084305, кл. В 21 К 5/16).
Экспериментальным путем установлено, что условия, заложенные при этом способе, не работоспособны при изготовлении головок торцовых ключей с фасонной полостью, выполненной в виде чередующихся продольных выступов и впадин, сопряженных по радиусам, так как при выдавливании фасонной полости течение металла имеет турбулентный характер с другими параметрами усилий на инструмент, что приводит к снижению его стойкости.
Данное изобретение решает задачу изготовления способом холодной объемной штамповки на автоматах головок торцовых ключей с рифленой ступенчатой наружной поверхностью с полостью сложного фасонного сечения из высокопрочных легированных сталей.
Технический результат от использования изобретения заключается в повышении стойкости холодновысадочного инструмента за счет рационального выбора формообразующих операций по позициям и, как следствие, упрощение конструкции инструментальной оснастки и ее наладки.
Указанный технический результат достигается тем, что в способе изготовления головок торцовых ключей со ступенчатой наружной поверхностью, заключающемся в отрезке цилиндрической заготовки и последующем ее деформировании по позициям, согласно изобретению наружную ступенчатую поверхность предварительно оформляют на второй формообразующей позиции, на третью позицию заготовку переносят параллельно и со стороны торца большего диаметра выдавливают полость квадратного сечения, размер стороны квадрата которой составляет 1,03-1,1 размера стороны квадрата полости готовой детали, при этом глубина этой полости равна глубине готовой детали. Затем заготовку переносят параллельно на четвертую позицию и через предварительно выдавленную полость пуансоном квадратного сечения с размером 0.94-0.98 минимального размера стороны квадрата полости квадратного сечения выдавливают в плавающей матрице фасонную полость до окончательного размера со стороны торца меньшего диаметра, причем выдавливание начинают после упора ступеньки наружной поверхности заготовки на плечики матрицы. Условием выдавливания фасонного профиля является соотношение
где F - площадь поперечного сечения полости фасонного профиля, выдавливаемого на четвертой позиции;
F1 - площадь давящего сверху пуансона квадратного сечения;
F2 - площадь кольца между наружным большим и меньшим диаметрами, которую рассчитывают по формуле
где D - больший наружный диаметр заготовки на 4 позиции;
d - меньший наружный диаметр заготовки на 4 позиции.
Благодаря получению каждой полости за один переход и предварительному оформлению на отдельной позиции ступенчатой наружной поверхности, а также вследствие определения рациональных размеров заготовки достигаются оптимальные условия пластической деформации заготовки, обеспечивающие повышение стойкости холодновысадочного инструмента.
Оптимально выбранное соотношение размеров заготовки и инструмента на четвертой позиции способствует повышению стойкости инструмента и улучшению качества деталей. В случае, когда данное соотношение меньше указанного предела, произойдет выдавливание нижним пуансоном фасонной полости глубиной, больше окончательных размеров при недостаточной глубине выдавливания верхним пуансоном полости квадратного сечения. В случае, когда данное соотношение больше указанного предела, произойдет выдавливание верхним пуансоном полости квадратного сечения глубиной, больше окончательных размеров при недостаточной глубине выдавливания фасонной полости верхним пуансоном.
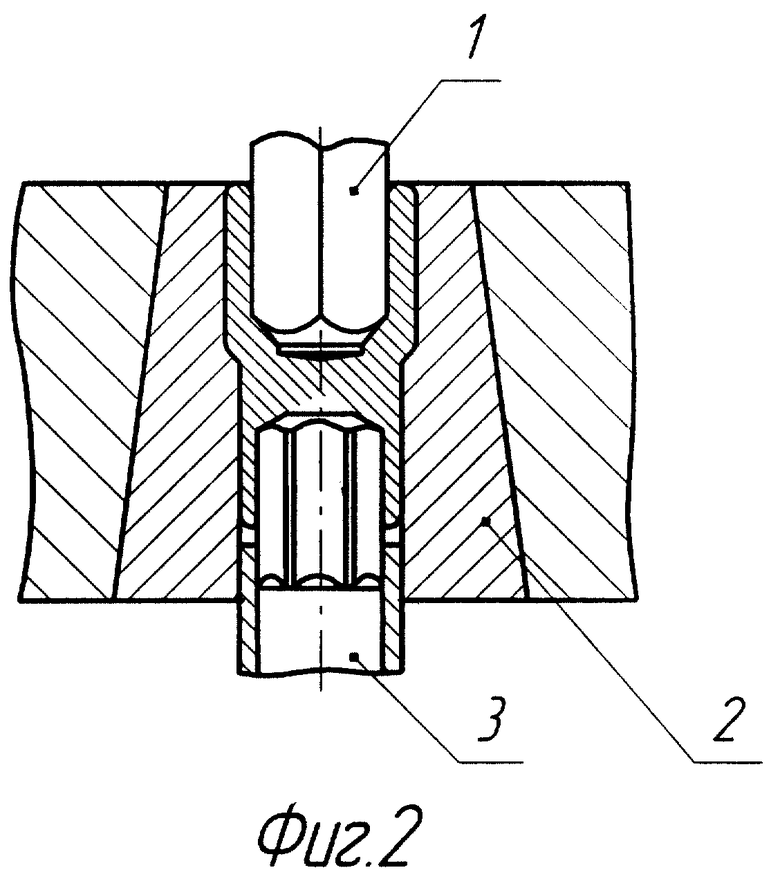
Изобретение поясняется чертежами, где на фиг.1 представлен технологический процесс холодной объемной штамповки головки торцового ключа со ступенчатой наружной поверхностью, на фиг.2 - четвертая позиция формообразования по технологическому процессу.
Способ осуществляется следующим образом. От прутка или бунта отрезают мерную заготовку. На первой формообразующей позиции производят осадку с небольшим коническим углублением и закруглением кромок на одном торце и конической наметкой на другом торце.
На вторую позицию заготовку подают с поворотом на 180°, где нижним пуансоном формуют фаску под выдавливание фасонной полости, а верхним - предварительную фаску под выдавливание другой полости квадратного рельефа.
На третью позицию заготовку подают параллельно. Со стороны верхнего торца, большего наружного диаметра, выдавливают полость пуансоном квадратного сечения, размер стороны квадрата которой составляет 1,03-1,1 размера стороны квадрата полости готовой детали, при этом глубина этой полости равна глубине готовой детали, и одновременно нижним пуансоном формуют фаску под выдавливание второй фасонной полости.
На следующую четвертую позицию заготовку подают параллельно и опирают ступеньки наружной поверхности заготовки на плечики плавающей матрицы 2, и через предварительно выдавленную полость квадратного сечения давят на заготовку пуансоном квадратного сечения 1 с размером 0.94-0.98 минимального размера ранее выдавленной квадратной полости и выдавливают полость фасонным пуансоном 3, находящимся в плавающей матрице до окончательных размеров. На этой же позиции продолжают оформление наружной поверхности заготовки.
На последнюю позицию заготовка поступает с поворотом на 180° где часть заготовки проталкивают через редуцирующий поясок пробивной матрицы, образуя рифленую поверхность на наружной поверхности заготовки со стороны торца с квадратной полостью. За счет всестороннего обжатия этой части заготовки осуществляют окончательное формообразование полости с квадратным рельефом путем перемещения металла в радиальном направлении к центру заготовки. Затем пробивают отверстие. Полное изготовление головки торцового ключа происходит на многопозиционном холодно-высадочном автомате типа М16Г, куда подают бунт из стали 30Г1Р по ТУ 14-1-4459-88 с пределом прочности до 550 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ И СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254957C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ | 2003 |
|
RU2254956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ | 2003 |
|
RU2254958C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 1995 |
|
RU2084305C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ | 1995 |
|
RU2071863C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С РИФЛЕНОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 1995 |
|
RU2080955C1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1989 |
|
SU1682029A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2007 |
|
RU2344016C2 |
| УСТРОЙСТВО И СПОСОБ ФОРМОВАНИЯ ЗОННЫМ ВЫДАВЛИВАНИЕМ | 2010 |
|
RU2493929C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНЫХ БОЛТОВ | 2001 |
|
RU2207930C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении головок торцовых ключей из высокопрочных легированных сталей. После отрезки цилиндрической заготовки производят ее деформирование. Наружную ступенчатую поверхность предварительно оформляют на второй формообразующей позиции. На третью позицию заготовку переносят параллельно и со стороны торца большего диаметра выдавливают полость квадратного сечения. Размер стороны квадрата полости составляет 1,03-1,1 размера стороны квадрата полости готовой детали. Глубина полости равна глубине полости готовой детали. Затем заготовку переносят параллельно на четвертую позицию и через предварительно выдавленную полость пуансоном квадратного сечения выдавливают в плавающей матрице фасонную полость до окончательного размера со стороны меньшего диаметра. Размер квадратного сечения пуансона составляет 0,94-0,98 минимального размера стороны квадрата ранее выдавленной полости квадратного сечения. Выдавливание начинают после упора ступеньки наружной поверхности заготовки на плечики матрицы. Приведено соотношение, которое является условием выдавливания фасонного профиля. В результате обеспечиваются повышение стойкости холодновысадочного инструмента, а также упрощение конструкции инструментальной оснастки и ее наладки. 2 ил.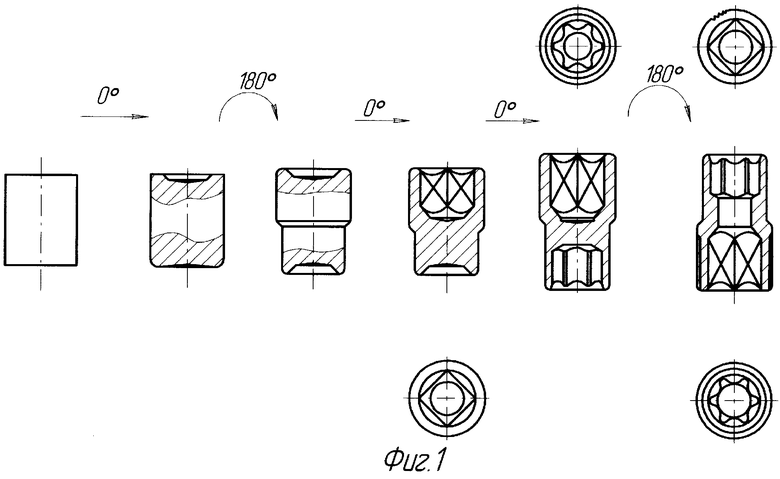
Способ изготовления головок торцовых ключей со ступенчатой наружной поверхностью, включающий отрезку цилиндрической заготовки и последующее ее деформирование по позициям, отличающийся тем, что наружную ступенчатую поверхность предварительно оформляют на второй формообразующей позиции, на третью позицию заготовку переносят параллельно и со стороны торца большего диаметра выдавливают полость квадратного сечения, размер стороны квадрата которой составляет 1,03-1,1 размера стороны квадрата полости готовой детали, при этом глубина этой полости равна глубине полости готовой детали, затем заготовку переносят параллельно на четвертую позицию и через предварительно выдавленную полость пуансоном квадратного сечения с размером 0,94-0,98 минимального размера стороны квадрата полости квадратного сечения выдавливают в плавающей матрице фасонную полость до окончательного размера со стороны торца меньшего диаметра, причем выдавливание начинают после упора ступеньки наружной поверхности заготовки на плечики матрицы, при этом условием выдавливания фасонного профиля является соотношение
где F - площадь поперечного сечения полости фасонного профиля, выдавливаемой на четвертой позиции;
F1 - площадь поперечного сечения пуансона, давящего сверху;
F2 - площадь кольца между наружными большим и меньшим диаметрами заготовки, которую рассчитывают по формуле:
где D - больший наружный диаметр заготовки на четвертой позиции;
d - меньший наружный диаметр заготовки на четвертой позиции.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 1995 |
|
RU2084305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С РИФЛЕНОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 1995 |
|
RU2080955C1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВЫХ ГРАНУЛЯТОВ ДЛЯ ПРОИЗВОДСТВА ПОЛУАКТИВНОГО КАРБОНИЗАТА И ПЛАСТИФИКАТОРА | 2010 |
|
RU2558119C2 |
| US 4291568 А, 29.09.1981. | |||

