Известные способы получения тонкой фольги из металлов н сплавов связаны с применением специальных фольгопрокатных станов, либо специальных молотов.
Предлагаемое устройство для изготовления тонкой фольги, необходимой в электровакуу.мной промышленности, в виде небольших пластинок отличается от известных тем, что используется комбинированный способ деформации металла, т. е. одновременно может протекать процесс прокатки и вытяжки с обильной подачей смазки. Протягивание фольги осуш,ествляется на плоской оправке между двумя вращ,ающимися валками, с подачей оправкп вперед энергией вдавливания прессом или вытягивания на цепном волочильном станеКа чертеже схематически показано предлагаемое устройство.
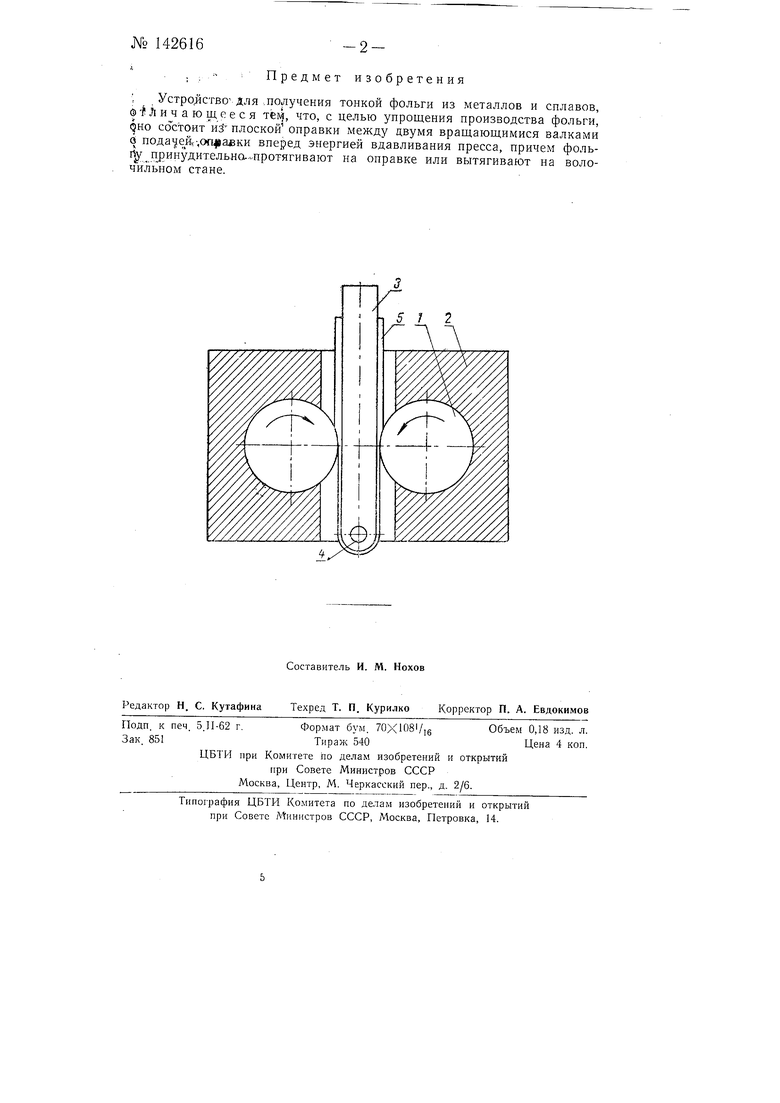
Устройство состоит из следуюших основных частей: двух валков /, свободно враш,аюшихся в четырех подшипниках, установленны.х в стальном корпусе 2, и стальной каленой оправки 5 с отверстием 4. На оправку 3 натягивается металлическая лента (фольга) 5.
В случае работы устройства на гидравлическом прессе оправку 3 с металлической лентой 5 пропускают вниз между валков /, которые вращаются по направлению стрелы. При необходимости валкам придается принудительное вращение двухсторонней зубчатой рейки, а движение рейки связывается с движением оправки 3.
В случае работы устройства на цепном волочильном стане в отeepcTiie 4 оправки 5 пропускается проволока, которая захватывается клешами цепного стана так, что оправка с лентой протягивается через валки /, которые устанавливаются перед окном цепного волочильного стана. Для лучшей деформации металла лента перед валками может подогреваться путем непосредственной подачи напряжения на ленту.
Таким образом, с помощью предлагаемого устройства можно изготовлять фольгу относительно небольших длин, что особенно важно в электровакуумной промышленности.
№ 142616
-2Предмет изобретения
: Устройство-Для .получения тонкой фольги из металлов и сплавов, Ф Личающееся тем, что, с целью упрощения производства фольги, QHO состоит ий плоской оправки между двумя вращаюпдимися валками а ,-,о«||аеки вперед энергией вдавливания пресса, причем фольrt п инудитель-на...протягивают на оправке или вытягивают на волочильном стане.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230625C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086380C1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2545981C1 |
