4 tv5
Од Од 00
ю
.я к КПЛИТОРОЙ электронике и М - Ж т быть ислользопа- но при млг отоялеипи активных эломен- топ T a:iopf.ix лалероп, содержагаих оптические узлы с окнами Брюстера,
Ц«-.пью изобретения япляется повы- пюнис мощности и стстбильиости излу- чеяия лазера,
.На чертеже изображена установка, иреднзялачеиная для нзготовлгмяя ак тинлого злемента газопого лазера.
Способ изготовления актипного эле газового лазера включает сборку газоразрядной трубки 1 н оптических узлов 2 с закрепленными иа них окнами Вргостера 3 в юстировсчном уст ройстьй для сборкиJ которое содержит оптическую скамью 4, лодставки 5 для крепления и юстировки оптических уз- лор 2, а также реГггсры для установки вспомогательного маломощнот о лазера с. диафрагмой 7, зеркала 8 и экрана 9 После установки газоразрядной трубки и оптических узлов вдоль оси вспомо- гательпого лазера в юстироврчном устройстве для сборки осуществляют юстировку окон Брюстера до пересечения лучей вспомогательного лазера, отраженных; от внешних поверхностей окон Бр остера, в точке, расположенной на эк чане, раг.ноудапениой от окон Брюстера, Бспомогательнмй лазер при этом настраивается таким образом, чтобы прямой и с | раженньш от зеркала 8 лу чи пересекались в отверстии диафрагмы 7, а экран 9 устанавливается на расстоянии h от оси вcпo oгaтeльнoгo лазера, определяемом из соотношения
h I tg (I8f/-2o j),
где L - расстояние между окнами Врюстера;
otg - угол Брюстера.
После завершения юстировки окон Брюстера производят сварку жестко закрепленных оптических УЗЛОВ с га- зораз1)ядной трубкой с последующей продувкой актипного элемента инертным 1 аэом, Далее активный элемент устанавливают п держателях и напаивают на откачной пост, где с помощью штенгеля производят откачку, темпе- ратурног обезгаживание и обработку электродов, после чего 1а1юл яют ак тииньш элемент аргоном и проводят тренировку в разряде. После трени- роьки активный элемент наполняют арrojicui до рлОочсчч даплрнип и запаи- плют по тгепгслк).
Oi;Ha Кпюстр.ра наполнешшго актив- ного племента обрабатывают искрорым разрядом в течение мин, очищают растнором полирита, размер зерен которого не превь шяет 2 мкм, и растворителем.
Q Состав и последовательность операций способа изготовления активного :и1емеита газового лазера обеспечивает высокое качество окон и чистоту рабочей сре/да активного элемента,
5 что позволяет повысить мощность и стаоилыюсть излучения серийных лазеров. Применение изобретения имеет наибольший эффект при серийном производстве ультрафиолетовых аргоно0 вых лазеров с окнами Прюстера из крч глаллического кварца.
изобретения
5 Способ изготовления активного элемента газового лазера, включающий установку газоразрядной трубки и оптических узлов с закрепленными на них окнами Брюстера ня оптической
0 KicTKpoBicy оптических узлов, герметичное соединение газоразрядной трубки с оптическими узлами, вакуумную откачку, тренировку, наполнение рябпчсй средой н отпайку газоразрядной трубки и последующую .
.очистку окон Брюстера растворителем, отличающийся тем, что, с целью повышения мощности и стабильности излучения лазера, на оптической скамье со стороны одного из оптических узлов последовательно устанавли- вагот вспомогательный лазер и диафрагму, а со стороны другого оптического узла - отражающее зеркало, вне оптической скамьи устанавливают экран, отверстие или перекрестие которого рПБноудалено от окон Брюстера и расположено от опт1 ческой оси газораз- pflRVioH трубки на расстоянии
0 h I tig (180 -2c/.g),
где L расстояние между окнами Брюстера, (Х-ь - угол Брюстера, юстируют вспомогательный лазер и зеркало до совмещения в отверстии диафрагмы пря- 5 ного и отраженного от зеркала вспомогательного лазера, ос7;1рог;ку оптических узлов выполняют ,цо пересечения лучей, отраженных от внеш0
5
U 263H2 .
них noBPpXHocTeii око Г рюстсра Ь от- тепеч их дрполянтелмю оГфяПлт шяют всрстни пррекрег.тин экрана, пос- в течение 1-10 мин искропым ра-.рядом ле отпайки газоразрядной трубки пе- очищают раствором попирита, рпэнер ред очисткой окон Кргастера раствори- с зерен которого не препьтмрт 7 мкм.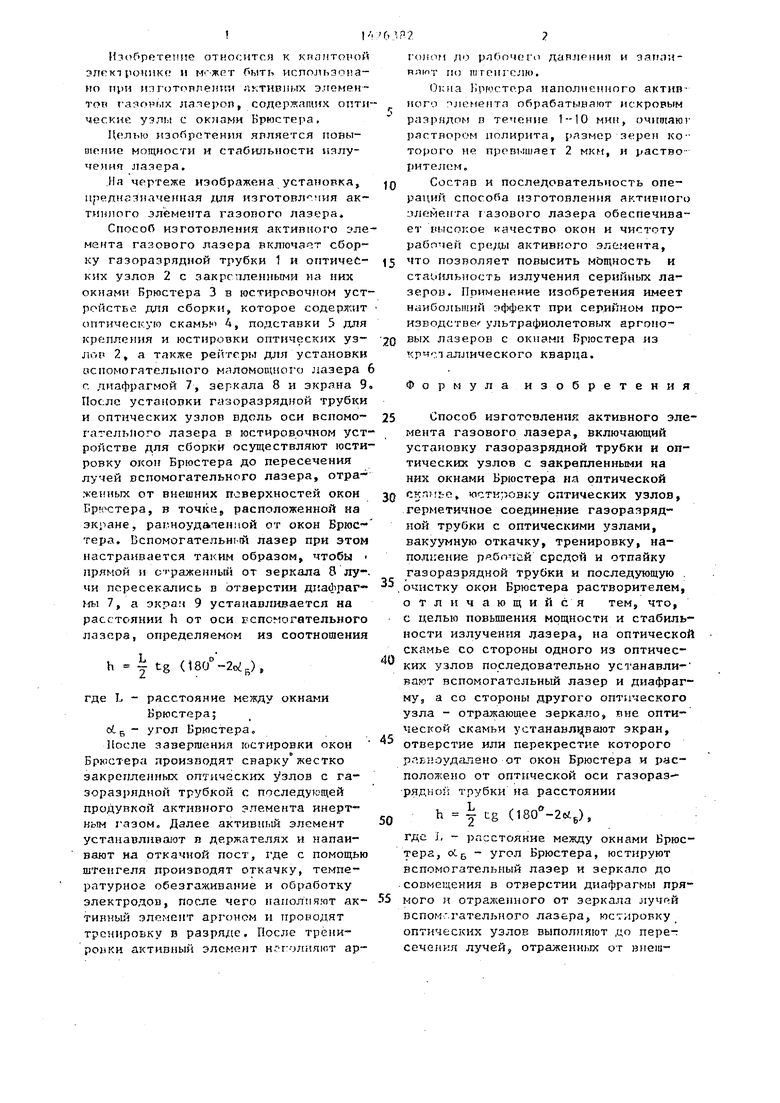
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЮСТИРОВКИ ТРЕХЗЕРКАЛЬНОГО РЕЗОНАТОРА ГАЗОВОГО ЛАЗЕРА | 2009 |
|
RU2412509C1 |
| НЕ-NE ЛАЗЕР | 2004 |
|
RU2271592C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АКТИВНОГО ЭЛЕМЕНТА ГАЗОВОГО ЛАЗЕРА С ВНУТРЕННИМИ ЗЕРКАЛАМИ | 2005 |
|
RU2283522C1 |
| Активный элемент газового лазера | 1979 |
|
SU753326A1 |
| Способ изготовления активного элемента газового лазера | 1986 |
|
SU1416005A1 |
| Способ измерения угла отклонения от перпендикулярности торца трубки к оси ее внутреннего канала | 1983 |
|
SU1087772A1 |
| СТАБИЛИЗИРОВАННЫЙ ДВУХМОДОВЫЙ He-Ne/CH ЛАЗЕР | 2007 |
|
RU2343611C1 |
| Способ изготовления активного элемента газового лазера | 1986 |
|
SU1414259A1 |
| МОЩНЫЙ ВОЛНОВОДНЫЙ ГАЗОВЫЙ ЛАЗЕР | 1993 |
|
RU2062541C1 |
| Активный элемент газового лазера | 1987 |
|
SU1475438A1 |

Изобретение относится к квантовой электронике и может быть использовано при изготовлении газоразрядных лазеров. Целью изобретения является повышение мощности и стабилЬ ностя параметров излучения газовых лазеров. В процессе сборки активного элемента лазера по совмещению отраженных лучей вспомогательного лазера в расчетной точке пространства юстируют оптические узлы с закрепленными выходными окнами. Затем отъюстированные узлы и разрядную трубку герметично соединяют между собой. После тренировки, наполнения и отпайки активного элемента перед очисткой окон растворителем их дополнительно обрабатывают в течение 1-10 мин искровым разрядом и оч)пцают раствором по- лирита. Способ позволяет обеспечить .высокое качество выходных окон и чистоту рабочей среды активного элемента. Гил. с % (/} С
9
/ .
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для сборки и сварки цилиндрических изделий | 1982 |
|
SU1127178A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
