Изобретение относится к сварочно {технике, в частности к устройствам для питания сварочной дуги переменным прямоугольным током. i Целью изобретения является улуч- :шение массогабаритных показателей и уменьтение стоимости путем упрощения ,
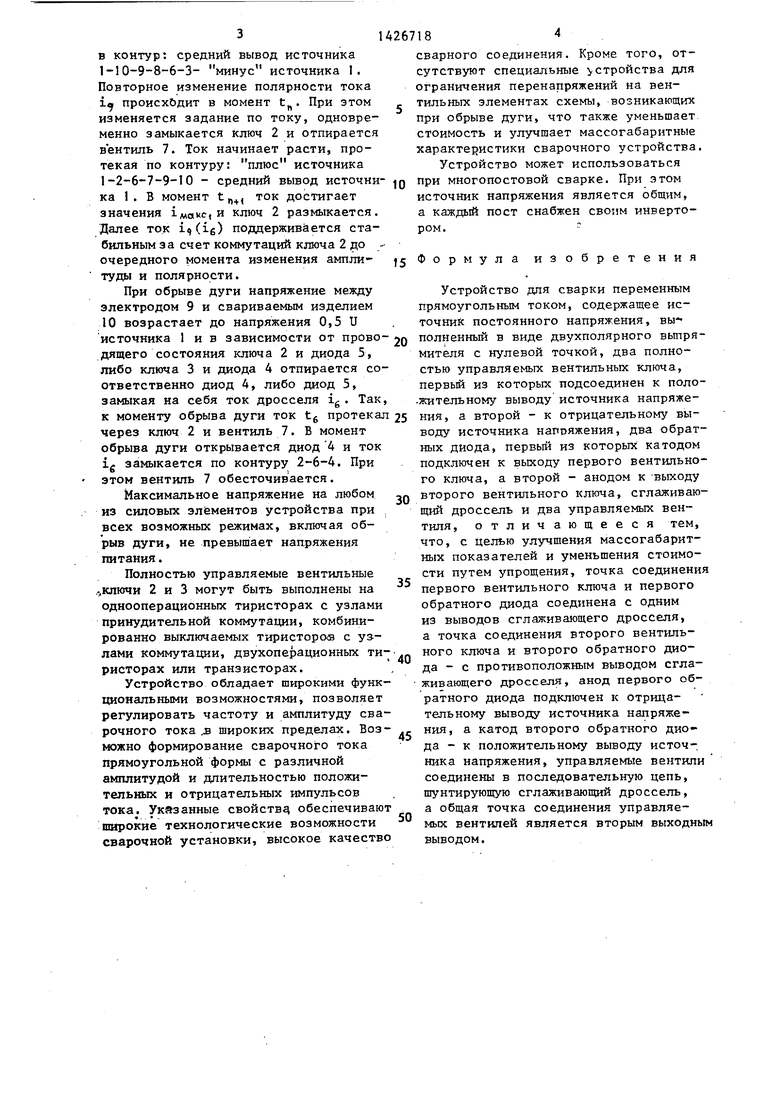
На фиг. 1 представлена схема пред ложенного устройстваJ на фиг. 2-4 временные диаграммы, поясняющие его {работу.
Устройство для сварки переменным прямоугольным током содержит источ- |ник 1 постоянного напряжения, полностью управляемые вентильные ключи 2 : р 3 с диодами 4, 5 обратного тока, сглаживакяшй дроссель 6, два прсле- : |цовательно соединенных управляемых Ьентиля 7 и 8, шунтирующий сглажива- ощий дроссель 6. Общая точка йоеди- йения вентилей 7, 8 подключена к сварочному электроду 9. Свариваемое из- Делие 10 соединено со средней точкой источника 1 напряжения.
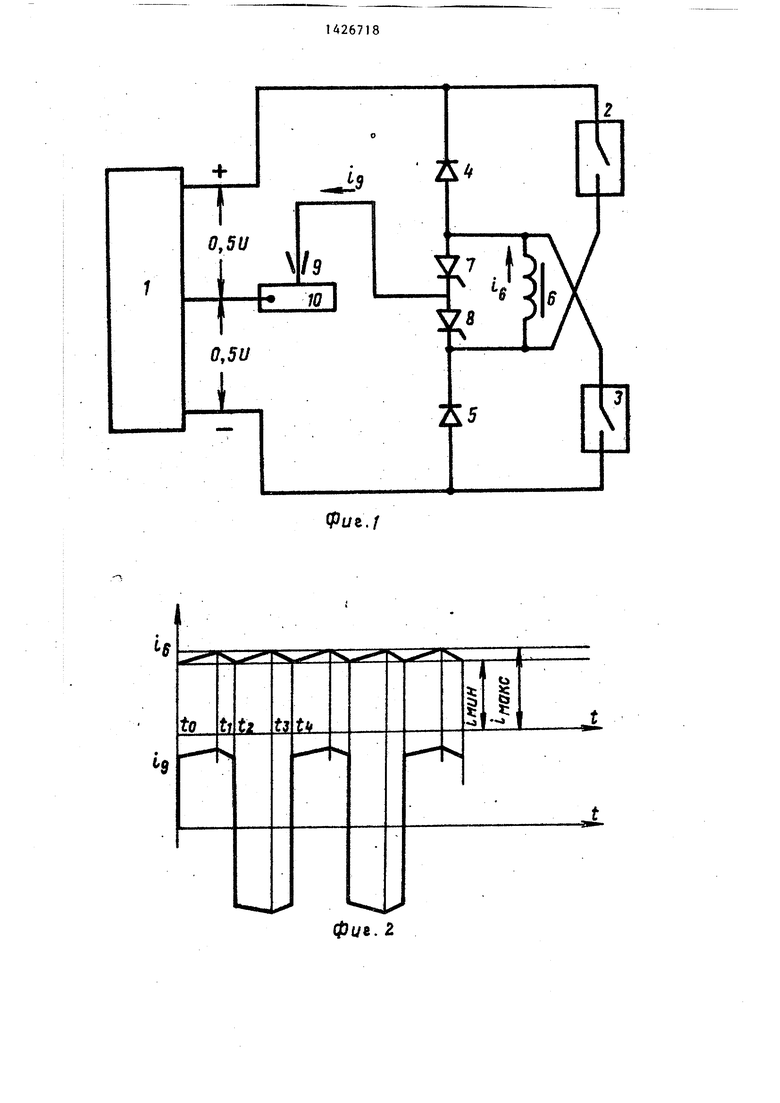
На фиг. 2 изображены временные Диаграммы сварочного тока i и тока Сглаживающего дросселя i для режима обеспечивающего формирование прямо- угольного тока с частотой, равной tjacTOTe переключения вентильных ключей 2, 3. Допустиг-1ый, к моменту t сварочный ток протекал по контуру: средний вьюод источника сварива- емое изделие 10 - дуговой промежуток сварочный электрод 9 - вентиль 8 дроссель б - диод 4 - положительный вывод источника I. В момент t замыкается ключ 2 и отпирается вентиль 7 Ток ift меняет свое направление и за- мыкает.ся по контуру: положительный вывод источника - ключ 2 - дроссел б - вентиль 7 - дуговой промежуток - сйариваемое изделие 10 - средний вы- вод источника . Вентиль 8 попадает пйд обратное напряжение, соответствующее напряжению на дросселе 6, и запирается. В момент достижения тока i,i /i максимального задания 1л,акс (момент t,) ключ 2 размыкается, оттирается диод 5. Tok t, начинает протекать по контуру: минус источника I диод 5 дроссель б - вентиль 7- электрод 9 - дуговой промежуток - свариваемое изделие 0 - средний вывод источника питания. В момент t, ток ig(i,) снижается до минимального згйанного значения 1м«ч замыкается
ключ 3 и включается вентиль 8. Ток i вновь меняет свое направление и переходит в контур: средний вывод источника 1 - свариваемое изделие 10 - дуговой промежуток - сварочный электрод 9 - вентиль 8 - дроссель 6 - клю 3 - минус источника 1 . Ток дросселя ig начинает расти, а в момент достижения им максимального заданного значения (момент t) ключ 3 разт-выкается. Сварочный ток i- замыкается через открывшийся диод 4, протекая навстречу источнику 1 напряжения с ЭДС 0,5 и. В момент t ток вновь снижается до заданного значени ммн замыкается ключ 2 при одновременном отпирании вентиля 7, и процессы в схеме повторяются.
Регулирование величины сварочного тока производится изменением значения задающих сигналов, а регулирование частоты модуляции - изменением
их разности Л IMOXC мич Д ном режиме может быть достигнута мак симально возможная частота модуляции ограничиваемая лишь свойствами вентильных ключей и потерями мощности в злементах устройства.
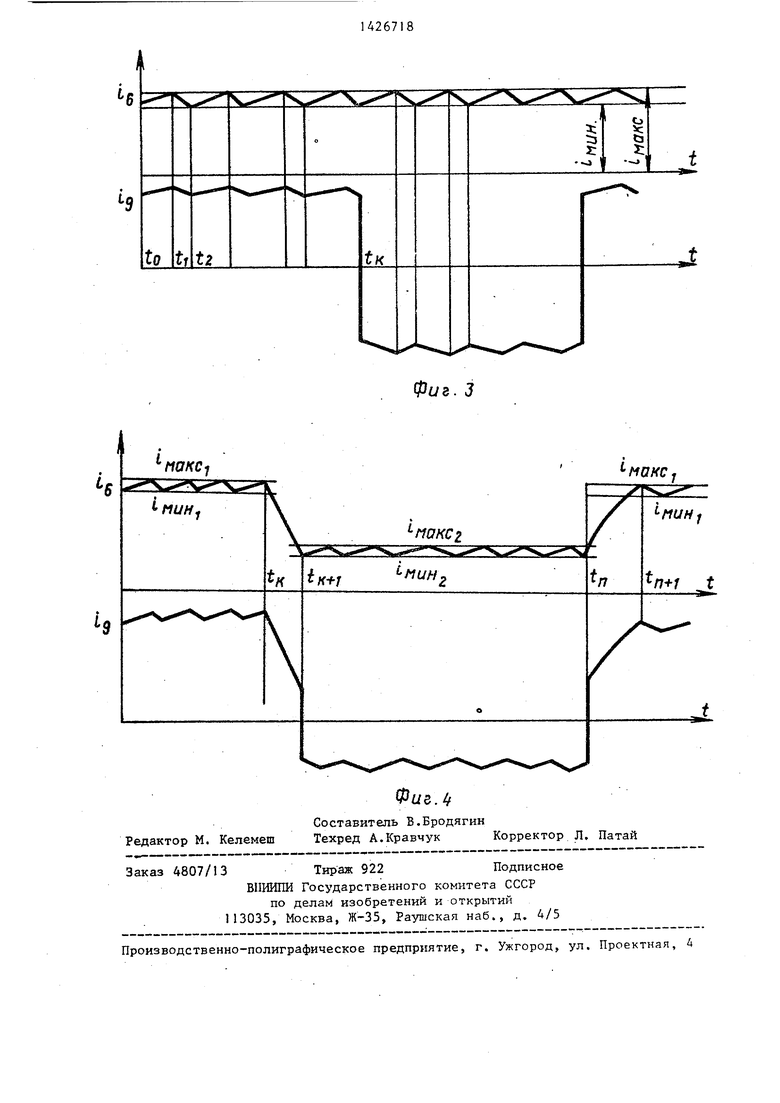
На фиг. 3 показаны временные диаграммы токов ig и in, соответствующие формированию меандра тока с частотой, меньшей частоты модуляции ключей 2 и 3. В этом режиме регулирование тока соответствующей полярности производится за счет переключения ключа 2 при включенном вентиле 7, либо ключа 3 при включенном вентиле 8, а изменение полярности тока - за счет одновременного включения соответствующего ключа и вентиля. При этом частота инвертирования может изменяться в широких пределах от нулевой до частоты, соответствующей частоте переключения силовых ключей.
Данный режим позволяет формировать знакопеременньй сварочный ток различной амплитуды и длительности (фиг. 4). Допустим, к моменту t, ток замыкается по контуру: минус источника 1-5-6-7-8-9-10 - средний вывод источника 1. В момент t изменяется задание по току , на IMC,КС и i«,,H, « i «HHj- Ток ,) продолжает снижаться до значения ifi , а в момент t производится замыкание ключа 3 при одновременном отпирании вентиля 8. Сварочный ток меняет свое направление, переходя
в контур: средний вывод источника 1-10-9-8-6-3- минус источника 1. Повторное изменение полярности тока 1 происхЬдит в момент t. При этом изменяется задание по току, одновременно замыкается ключ 2 и отпирается вентиль 7. Ток начинает расти, протекая по контуру: плюс источника 1-2-6-7-9-10 - средний вывод источника 1 . В момент t п, ток достигает
значения 1/ма«е,и ключ 2 размыкается. Далее ток 1)(1б) поддерживается стабильным за счет коммутаций ключа 2 до - очередного момента изменения амплитуды и полярности.
При обрыве дуги напряжение между электродом 9 и свариваемым изделием 10 возрастает до напряжения 0,5 U
-
14267184
сварного соединения. Кроме того, отсутствуют специальные устройства для ограничения перенапряжений на вен- - тильных элементах схемы, возникающих при обрыве дуги, что также уменьшает стоимость и улучшает массогабаритные характеристики сварочного устройства
Устройство может использоваться Q при многопостовой сварке. При этом источник напряжения является общим, а каждый пост снабжен своим инвертором. Формула изобретения
Устройство дня сварки переменным прямоугольным током, содержащее источник постоянного напряжения, вы
| название | год | авторы | номер документа |
|---|---|---|---|
| Последовательный инвертор тока | 1987 |
|
SU1432702A1 |
| Устройство для сварки постоянным током | 1989 |
|
SU1632669A1 |
| Источник реактивной мощности | 1987 |
|
SU1529350A1 |
| ВЫСОКОВОЛЬТНЫЙ ВЕНТИЛЬ | 1988 |
|
SU1829860A1 |
| Преобразователь переменного напряжения в постоянное | 1985 |
|
SU1283913A1 |
| Импульсный преобразователь постоянного тока с последовательной конденсаторной коммутацией | 1982 |
|
SU1064389A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| Источник питания для электродуговой сварки | 1984 |
|
SU1255333A1 |
| Электропривод транспортного средства | 1984 |
|
SU1207837A1 |
| Преобразователь переменного напряжения в повышенное постоянное | 1980 |
|
SU936293A1 |
Изобретение относится к сварочной технике и предназначено для питания сварочной дуги переменным прямоугольным током. Цель - улучшение массогабаритных показателей и уменьшение стоимости путем упрощения электрической схемы. Устройство содержит двухполярный вьшрямитель с нулевой точкой, подключенные между его положительными и отрицательными вьшодами полностью управляемые вентильные ключи с диодами обратного тока. Последовательно с ключами включен сглаживающий дроссель, шунтированный последовательно подключенными тиристорами. Общая точка соединения тиристоров подключена к сварочному электроду. Свариваемое изделие соединено со средней точкой источника напряжения. Изменение полярности и частоты сварочного тока осуществляется при переключении полностью управляемых ключей. А ил. О)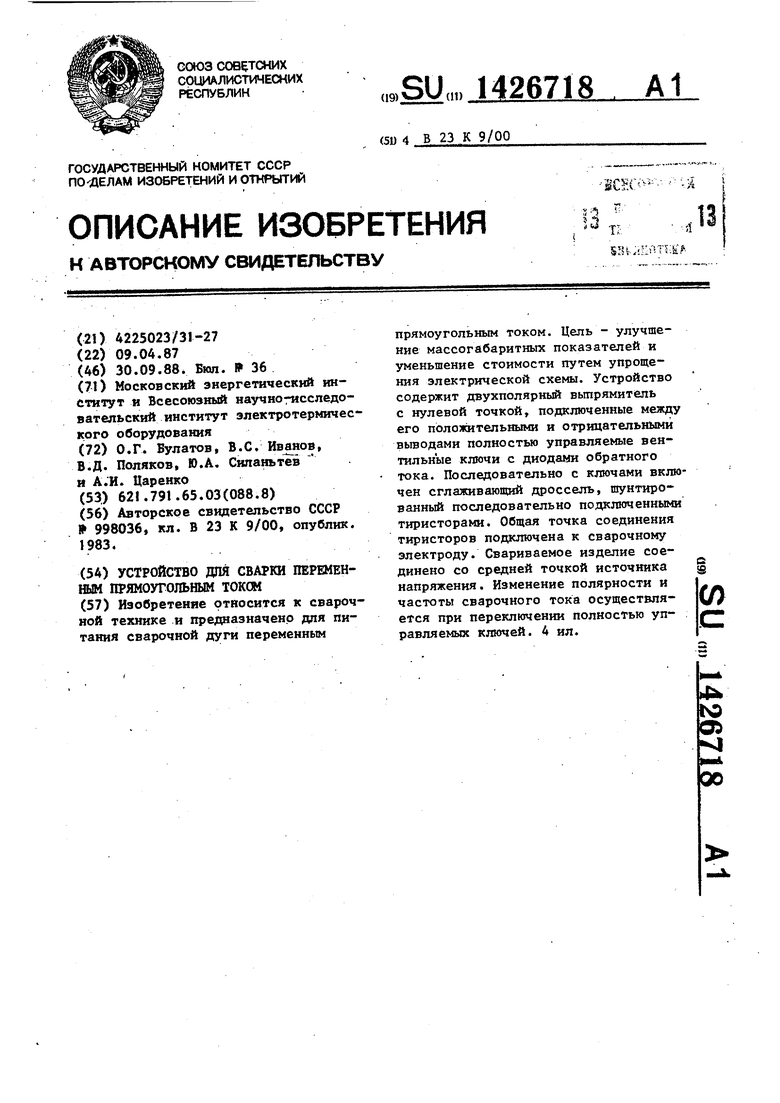
источника 1 и в зависимости от прово- Q полненный в виде двухполярного вьтря30
дящего состояния ключа 2 и диода 5, либо ключа 3 и диода 4 отпирается соответственно диод 4, либо диод 5, замыкая на себя ток дросселя ig. Так, к моменту обрыва дуги ток tg протекал 25 через ключ 2 и вентиль 7. В момент обрыва дуги открывается диод 4 и ток ig замыкается по контуру 2-6-4. При этом вентипь 7 обесточивается.
Максимальное напряжение на любом из силовых элементов устройства при всех возможных режимах, включая обрыв дуги, не превышает напряжения питания.
Полностью управляемые вентильные ...ключи 2 и 3 могут быть выполнены на однооперационных тиристорах с узлами принудительной коммутации, комбинированно выключаемых тиристороа с узлами коммутации, двухоперационных тиристорах или транзисторах.
Устройство обладает широкими функциональными возможностями, позволяет регулировать частоту и амплитуду сварочного тока ,в широких пределах. Возможно формирование сварочного тока прямоугольной формы с различной амплитудой и длительностью положительных и отрицательных импульсов тока. Указанные свойству обеспечивают широкие технологические возможности сварочной установки, высокое качество
мителя с нулевой точкой, два полностью управляемых вентильных ключа, первьй из которых подсоединен к поло- -жительному выводу источника напряжения, а второй - к отрицательному выводу источника напряжения, два обратных диода, первый из которых катодом подключен к выходу первого вентильного ключа, а второй - анодом к -выходу второго вентильного ключа, сглаживающий дроссель и два управляемых вентиля.
отличающееся тем.
35
40
45
50
что, с целью улучшения массогабарит- ных показателей и уменьшения стоимости путем упрощения, точка соединения первого вентильного ключа и первого обратного диода соединена с одним из выводов сглаживающего дросселя, а точка соединения второго вентильного ключа и второго обратного диода - с противоположным выводом сглаживающего дросселя, анод первого обратного диода подключен к отрицательному выводу источника напряжения, а катод второго обратного диода - к положительному выводу источника напряжения, управляемые вентили соединены в последовательную цепь, шунтирующую сглаживающий дроссель, а общая точка соединения управляемых вентилей является вторым выходным выводом.
мителя с нулевой точкой, два полностью управляемых вентильных ключа, первьй из которых подсоединен к поло- жительному выводу источника напряжения, а второй - к отрицательному выводу источника напряжения, два обратных диода, первый из которых катодом подключен к выходу первого вентильного ключа, а второй - анодом к -выходу второго вентильного ключа, сглаживающий дроссель и два управляемых вентиля.
отличающееся тем.
что, с целью улучшения массогабарит- ных показателей и уменьшения стоимости путем упрощения, точка соединения первого вентильного ключа и первого обратного диода соединена с одним из выводов сглаживающего дросселя, а точка соединения второго вентильного ключа и второго обратного диода - с противоположным выводом сглаживающего дросселя, анод первого обратного диода подключен к отрицательному выводу источника напряжения, а катод второго обратного диода - к положительному выводу источника напряжения, управляемые вентили соединены в последовательную цепь, шунтирующую сглаживающий дроссель, а общая точка соединения управляемых вентилей является вторым выходным выводом.
(pwe./
to
t3
li.
ф(/е. 2
to
t2
I
J:
tK
Фин. J
макс
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
