Изобретение относится к области дуговой сварки и, в частности, к универсальным одно- или многопостовым источникам питания для различных способов сварки на постоянном токе.
Целью изобретения является повышение качества сварного соединения и расширение области применения полупроводниковых ключевых источников на процесс механизированной сварки в среде зашитных газов путем создания источника с постоянным заданным коэффициентом пульсаций тока при изменении среднего значения сварочного тока в широких пределах во времени или под воздействием других параметров режима сварки, а также повышение надежности и снижение уровня шума дуги.
На фиг. 1 представлена схема предлагаемого источника питания; на фиг. 2 - примеры реализации отдельных блоков предлагаемого устройства; на фиг. 3 - временные характеристики сварочного тока ICB. и напряжения задания из. на входе компаратора; на фиг. 4 - временные характеристики сварочного тока 1св. и напряжения дуги Уд. при аргонодуговой сварке (а) и механизированной сварке в зашитных газах (б); на фиг. 5 - примеры исполнения источника с несколькими регуляторами тока.
Источник питания (фиг. 1) содержит неуправляемый сварочный выпрямитель 1 и один или несколько регуляторов сварочного тока. Регулятор 2 сварочного тока содержит силовой полупроводниковый ключ 3, шунт 4, дроссель 5, диод (или диоды) 6 обратного тока, блок 7 управления замыканием и размыканием полупроводникового ключа, компаратор 8, переключатель 9 уровней, соединяюший задатчики максимального 10 и минимального 11 уровней тока с входом компаратора, и задатчик 12 среднего значения сварочного тока. Регулятор сварочного тока подключен к сварочному электроду 13 и изделию 14. Контрольными точками схемы являются точки 15-19.
Блок-задатчик 12 в простейшем случае представляет собой потенциометр 20 (фиг. 2) с которого снимается потенциальный сигнал задания, пропорциональный среднему сварочному току
Ua.cp.S Icp.
Применительно к источнику для аргонодуговой сварки блок 12 представляет собой временной программатор Оз.ср., обеспечивающий заданный закон изменения Icp.( плавное нарастание и спадание тока, импульсные режимы и другие программы. Применительно к источнику питания для механизированной сварки в зашитных газах UJ.CP. представляет собой усиленную и сглаженную разность сигналов сигнала введенного дополнительно в схему задатчика среднего значения напряжения дуги US.H. и сигнала обратной связи по напряжению дуги UH., снимаемого до дросселя 5 в точках 15 и 18 (фиг. 1). Такое
исполнение задатчика 12 позволяет получить жесткие внешние характеристики или полого- падаюшие характеристики требуемой крутизны.
В отдельных случаях из.ср. может быть сигналом, снимаемым с аналого-цифро вого преобразователя электронной вычислительной машины.
Блок 11 может быть выполнен на резистив- ном делителе 21, 22 и резисторе 23. 0 Блок 10 может быть выполнен на операционном усилителе 24 и резисторах 25-28 (фиг. 2).
Блок 9 может быть выполнен на транзисторах 29 и 30, диодах 31 и 32, резисто- 5 pax 33 и 34 и схеме 35 инвертирования сигнала.
Регулятор 2 тока имеет входной зажим - одну из контрольных точек 16, выходной зажим 19 и общий зажим 15. Зажимами 15 и 16 регулятор подключен к зажимам (-+-) и 0 (-) сварочного выпрямителя 1; зажимами
15и 19 - к сварочному электроду 13 и изделию 14. Полярность электрода и изделия может быть выбрана в зависимости от вида сварки. К зажиму 15 подключен анодный вывод диодов 6 обратного тока; к заж:иму
16- один из выводов полупроводникового ключа 3. Объединенные между собой второй вывод полупроводникового ключа 3 и катодный вывод диодов 6 подсоединены к ветви шунт 4 - дроссель 5 - сварочный электрод
0
13.
К цепи управления полупроводникового ключа 3 подсоединен выход блока 7 управления замыканием и размыканием полупроводникового ключа. К входу блока 7 подключен выход компаратора 8. К входу компаратора подключен шунт 4 и переключатель 9 уровней, к которому подключены задатчики максимального 10 и минимального 11 уровней тока. К входам задатчиков 10 и 11 подключен задатчик 12 среднего значения сварочного тока. Логический вход переключателя 9 соединен с выходом компаратора 8.
Устройство работает следующим образом. Блок 7 управления работой полупроводникового ключа под воздействием команды с выхода компаратора управляет переключателем ключа 3. Наличие «открываюшего или «закрывающего сигнала на выходе компаратора 8 определяется соотношением сигналов на его входах: сигнала обратной связи по сварочнму току UT (фиг. 1), сниQ маемого с щунта 4, и сигнала задания сварочного тока. Последний имеет два уровня, задаваемые задатчиками 10 и 11; максимальный из.макс. и минимальный US.MHH..
Оба уровня тока связаны с сигналом
задания среднего тока из.ср., снимаемого с
5 задатчика 12, и с выбранным коэффицициентом пульсации тока р следующими
соотношениям:
из.макс. (14- Р) из.ср.; из.ми„. (1--Й) Uj.cp .
В каждый момент времени на вход компаратора поступает только один из этих сигналов, причем замкнутому состоянию ключа 3 соответствует максимальный уровень задания, а разомкнутому - минимальный. Переключение уровня сигнала задания производится переключателем 9 уровня по команде с компаратором 8.
При замыкании полупроводникового ключа 3 сварочный ток 1св. нарастает (фиг. 3) до величины 1макс., соответствующей максимальному (для заданных среднего тока 1ср.), и коэффициента пульсаций Р) уровню напряжения задания из.накс. на входе компаратора 8. При достижении сварочным током значения 1макс. сигнал обратной связи UT с шунта сравнивается с сигналом из.маю., компаратор переключается и блок 7 управления работой полупроводникового ключа размыкает ключ 3. Одновременно с выхода компаратора поступает команда на переключатель 9 уровня, и на вход компаратора поступает сигнал задания минимального уровня тока US.MHH.. Сварочный ток icB., поддерживаемый энергией дросселя 5, спадает через диод 6 до величины Ьин.. В момент сравнения сигнала задания и обратной связи UT происходит переключение компаратора, полупроводниковый ключ 3 замыкается и на вход компаратора поступает сигнал задания максимального уровня
сварочного тока из.макс.
Далее цикл повторяется.
При изменении среднего тока Ьр. (Us.cp.) во времени или под воздействием другого параметра по тому же закону изменяются
и линейные функции .) (l-f-p)U3.cp. и
из.. (1-p)U3.cp. и, следовательно, по тому же закону изменяются токи Ьакс и 1мин.. Частота и скважность пульсации сварочного тока при этом могут изменяться в широких пределах в зависимости от напряжения дуги, напряжения сети и других факторов, однако коэффициент пульсаций тока сохраняется постоянным.
Применительно, например, к аргонодуго- вой сварке, задатчик 12 среднего сварочного тока может быть выполнен как временный программатор напряжения задания из.ср. среднего сварочного тока, обеспечивающий требуемый цикл аргонодуговой сварки (нарастание и спадание тока - ti) и t4 (фиг. 4а), длительности импульсов - t2, iz , i-i. и пауз - ta, ts , величину среднего тока при импульсах и паузах). Огибающие сварочного тока Ьв. - максимальный Inaxc. и минимальный Ьин. уровни тока изменяются по тому же закону, что и Ьр.. Коэффициент пульсаций при этом сохраняется постоянным.
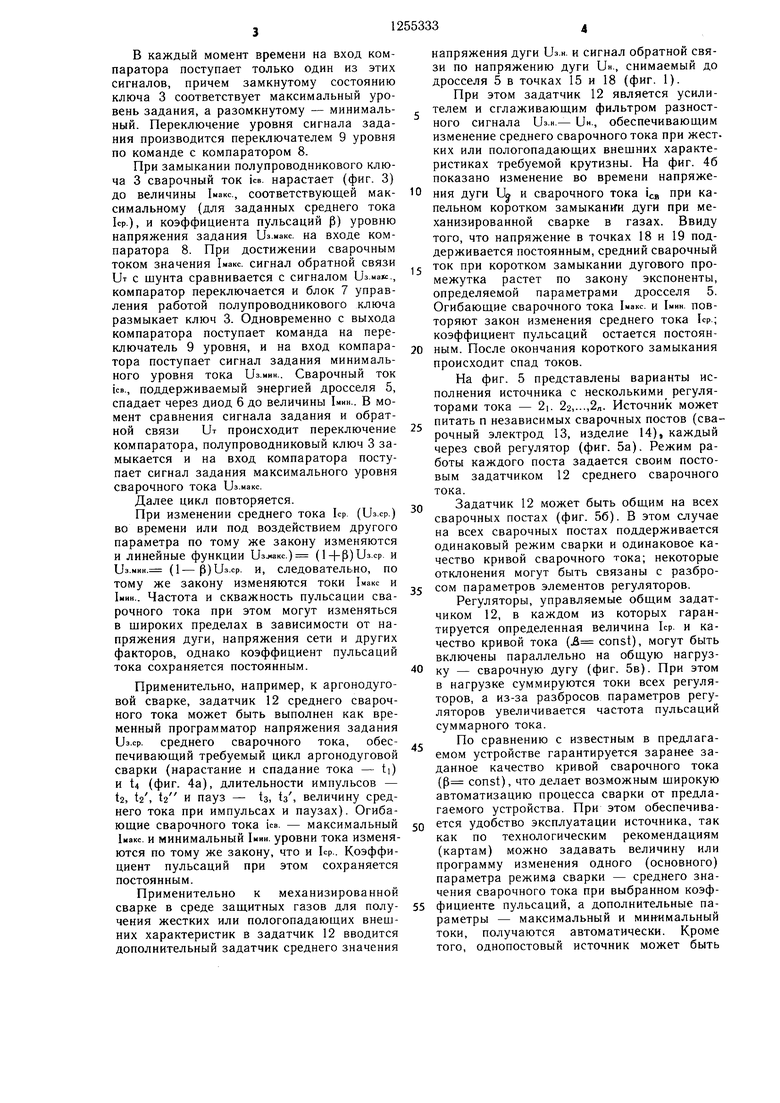
Применительно к механизированной сварке в среде защитных газов для получения жестких или пологопадающих внешних характеристик в задатчик 12 вводится дополнительный задатчик среднего значения
напряжения дуги из.н. и сигнал обратной связи по напряжению дуги UH., снимаемый до дросселя 5 в точках 15 и 18 (фиг. 1).
При этом задатчик 12 является усилителем и сглаживающим фильтром разностного сигнала Уз.н. UH., обеспечивающим изменение среднего сварочного тока при жест- ких или пологопадающих внещних характеристиках требуемой крутизны. На фиг. 46 показано изменение во времени напряже0 ния дуги и и сварочного тока JOB при капельном коротком замыкании дуги при механизированной сварке в газах. Ввиду того, что напряжение в точках 18 и 19 поддерживается постоянным, средний сварочный
5 ток при коротком замыкании дугового промежутка растет по закону экспоненты, определяемой параметрами дросселя 5. Огибающие сварочного тока Ьакс. и 1мин. повторяют закон изменения среднего тока Ьр.; коэффициент пульсаций остается постоян0 ным. После окончания короткого замыкания происходит спад токов.
На фиг. 5 представлены варианты исполнения источника с несколькими регуляторами тока - 2i. 22,...,2л. Источник может питать п независимых сварочных постов (сварочный электрод 13, изделие 14), каждый через свой регулятор (фиг. 5а). Режим работы каждого поста задается своим постовым задатчиком 12 среднего сварочного тока.
0 Задатчик 12 может быть общим на всех сварочных постах (фиг. 56). В этом случае на всех сварочных постах поддерживается одинаковый режим сварки и одинаковое качество кривой сварочного тока; некоторые отклонения могут быть связаны с разбросом параметров элементов регуляторов.
Регуляторы, управляемые общим задатчиком 12, в каждом из которых гарантируется определенная величина Ьр. и качество кривой тока (А const), могут быть включены параллельно на общую нагрузку - сварочную дугу (фиг. 5в). При этом в нагрузке суммируются токи всех регуляторов, а из-за разбросов параметров регуляторов увеличивается частота пульсаций суммарного тока.
По сравнению с известным в предлагаемом устройстве гарантируется заранее заданное качество кривой сварочного тока (Р const), что делает возможным широкую автоматизацию процесса сварки от предлагаемого устройства. При этом обеспечива0 ется удобство эксплуатации источника, так как по технологическим рекомендациям (картам) можно задавать величину или программу изменения одного (основного) параметра режима сварки - среднего значения сварочного тока при выбранном коэф5 фициенте пульсаций, а дополнительные параметры - максимальный и мин-имальный токи, получаются автоматически. Кроме того, однопостовый источник может быть
выполнен на «модульном принципе, где каждый модуль представляет собой законченный регулятор тока с заданнымн параметрами. При этом существенно увеличивается надежность источника питания так как выход из строя одного модуля не приводит к остановке всего источника; каждый модуль строится на небольшую мощность с учетом возможностей существующих полупроводниковых ключевых приборов, без необходимости их содинения для параллельной работы в блоке 3 единого мощного регулятора. За счет увеличения частоты пульсаций выходного тока может быть снижен шум
U,Cp Lcp
Г
тяги, так как частота пульсаций суммарного тока может быть поднята выше звуковой частоты.
Ввиду того, что в предлагаемом устройстве регулятор тока работает на повышенной частоте, масса дросселя и всего устройства сравнительно небольшие.
Таким образом, предлагаемое устройство универсально (один или несколько постов; различные виды сварки), обеспечивает хорошие сварочные свойства и имеет малую материалоемкость.
UT U.MaKc()Uj.f д
Ьх
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСТРАНСФОРМАТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОСВАРКИ | 2008 |
|
RU2371287C1 |
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| ИСТОЧНИК СВАРОЧНОГО ТОКА | 1998 |
|
RU2131338C1 |
| Устройство контроля процесса горения сварочной дуги | 1990 |
|
SU1731514A2 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094194C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
| Способ релейного управления током в сварочном контуре и устройство для его осуществления | 1987 |
|
SU1459839A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1997 |
|
RU2116174C1 |


и макс
и
Змин
Фиг.З
-IcS
3
Ua
| ZTS Miheilungen, 12, 1973, s | |||
| Предохранительная трубка для сосудов с огнеопасными жидкостями | 1923 |
|
SU1362A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ СВАРОЧНОГО ТОКА | 0 |
|
SU206777A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
