.Изобретение относится к области сварки, а именно к управлению процессом сварки через электрические пара-. метры сварочного источника питания.
Целью изобретения является повьше- ние качества сварного соединения за., счет повьпиения быстродействия и точности управления выходными п раметра- ми сварочного источника питания,
На фиг.1 представлены графики, с помощью которых поясняется способ управления выходными параметрами сварочного источника питания инвертор- ноге типа, где а - пример идеализи- рованной формы импульса тока i(t) или напряжения U(t) сварки для сварочного источника питания с силовым преобразователем на базе полумостово- г.о резонансного инвертора с обратными
диодами; б - интегральное значение
I .
информации о токе сварки, k j i(t)dt
т °
или о напряжении сварки kj U(t)dt;
. „
в - эталонный сигнал в виде линейно
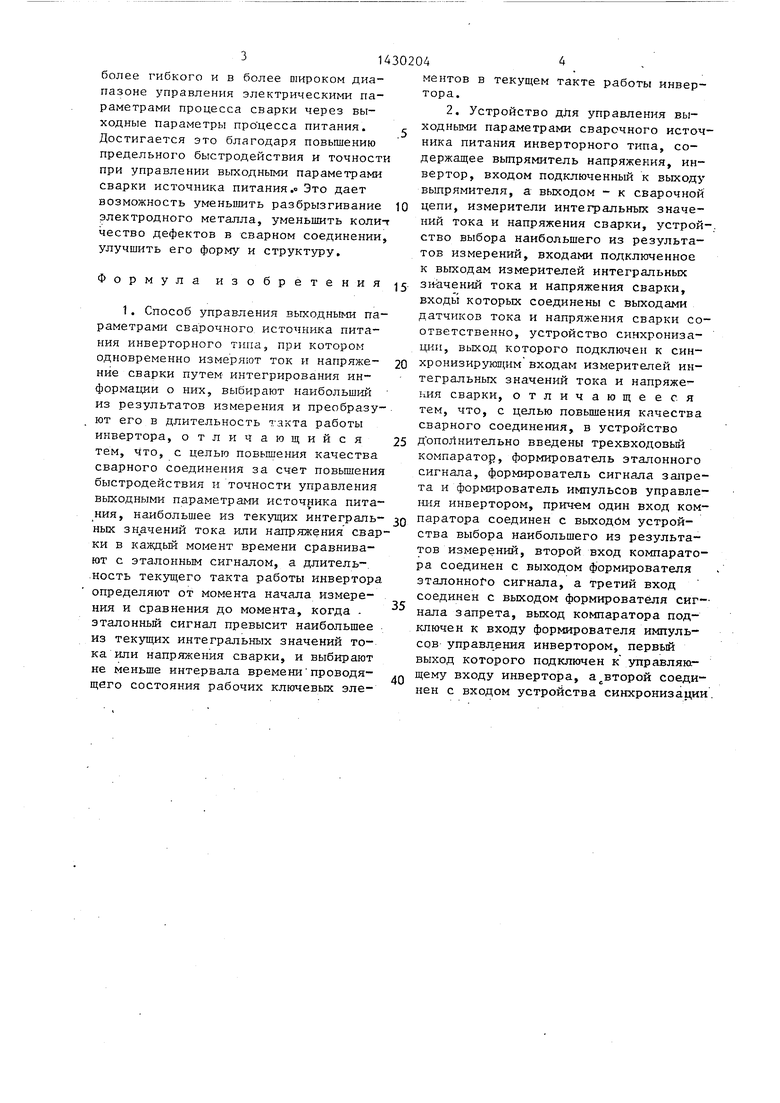
возрастающего напряжения; г - сигнал запрета по времени; д - сигнал запрета по зфовню; на фиг.2 - функциональная блок-схема устройства для реализации способа управления.
Устройство для реализации способа содержит выпрямитель 1 напряжения промьшшенной сети, соединенный с входом инвертора 2, выходом соединенного со сварочной цепью 3, измерители 4 и 5 интегральных значений тока и напряжения сварки соответственно, входы которых соединены с выходами датчиков 6 тока и 7 напряжения сварки, причем датчик 6 тока включен последовательно в сварочную цепь, а датчик 7 напряжения - параллельно, устройство 8 выбора наиболь шего из результатов измерений, причем входы его со- единены с выходами измерителей 4 и 5, трехвходовый компаратор 9, входы которого соединены с выходами устройства 8, формирователя 10 эталонного
сигнала и формирователя 11 сигнала
50
запрета. Выход компаратора 9 соединен с входом формирователя 12 импульсов управления инвертором, причем выход формирователя 12 соединен с управляющим входом инвертора 2. Кроме того, се для си{1хронизации работы блоков устройства используется устройство 13 синхронизации, вход которого подключен к второму выходу формирователя 12,
5 0
5
0
5 0 5
0
е
а выход - к синхронизирующим входам измерителей 4 и 5.j
Устройство работает следующим образом.
Начало очередного такта работы источника питания и конец предыдущего такта (момент времени t, фиг.1) определяется приходом импульса Сброс на измерители 4 и 5 интегральных значений тока и напряжения сварки. Импульс сброса приходит с устройства 13 синхронизации. С началом очередного такта начинается интегрирование измерителями 4 и 5 информации о сварочном токе и напряжении, полученной с датчиков 6 и 7 тока и напряжения. Текущие интегральные значения тока и напряжения сварки постоянно передаются на устройство 8, в котором происходит сравнение и вы- бор наибольшего из них, которое передается на информаидонный вход трех- входового компаратора 9, Одновременно на два других входа компаратора 9 поступают эталонный сигнал с выхода формирователя 10 эталонного сигнала и сигнал запрета с выхода формирователя 1 1 сигнала запрета. Управляющий сигнал с выхода компаратора 9 выда- ется после окончания действия сигнала запрета и в тот момент времени, когда эталонный сигнал (прямая в, фиг.1) превысит по величине большее из текущих интегральных значений тока или напряжения сварки (кривая б, фиг.1). В процессе работы источника возможны случаи, когда эталонньй сигнал пре- вьшает по величине наибольшее из те- кущИх интегральных значений тока или напряжения сварки до окончания действия сигнала запрета (моменты времени tj и tg, фиг.1). Тогда управляющий сигнал с выхода компаратора 9 выдается в момент окончания действия сигнала запрета (момент времени t,, фиг,1). Формирователь 12 импульсов управления по этому сигналу формирует управляющий импульс для инвертора 2 и тактовый импульс для устройства 13 синхронизации . Устройство 13 по тактовому импульсу вь1рабатывает импульсы сброса на измерители 4 и 5 тока и напряжения сварки. На этом заканчивается текущий такт работы инвертора и начинается следующий, в котором цикл повторяется.
Изобретение способствует повышению качества сварного соединения зл счет
314
более гибкого и в более широком диапазоне управления электрическими параметрами процесса сварки через выходные параметры процесса питания. Достигается это благодаря повышению предельного быстродействия и точности при управлении вьгходньми параметрами сварки источника питания.« Это дает возможность уменьшить разбрызгивание электродного металла, уменьшить колит чество дефектов в сварном соединении, улучшить его форму и структуру.
Формула изобретения
1. Способ управления выходными параметрами сварочного исто чника питания инверторного типа, при котором одновременно измеря от ток и напряже- ние сварки путем интегрирования информации о них, выбирают наибольший из результатов измерения и преобразуют его в длительность 1 акта работы инвертора, отличающийся тем, что, с целью повьшения качества сварного соединения за счет повьшения быстродействия и точности управления выходными параметрами источника питаментов в текущем такте работы инвертора.
2. Устройство для управления выходными параметрами сварочного источника питания инверторного типа, содержащее выпрямитель напряжения, инвертор, входом подключенный к выходу выпрямителя, а выходом - к сварочной цепи, измерители интегральных значений тока и напряжения сварки, устройство выбора наибольшего из результатов измерений, входами подключенное к выходам измерителей интегральных 31К1чений тока и напряжения сварки, входы которых соединены с выходами датчиков тока и напряжения сварки соответственно, устройство синхронизации, выход которого подключен к синхронизирующим входам измерителей интегральных значений тока и напряжения сварки, отличающееся тем, что, с целью повьшения качества сварного соединения, в устройство дополнительно введены трехвходовый компаратор, формирователь эталонного сигнала, формирователь сигнала запрета и формирователь импульсов управления инвертором, прич-ем один вход ком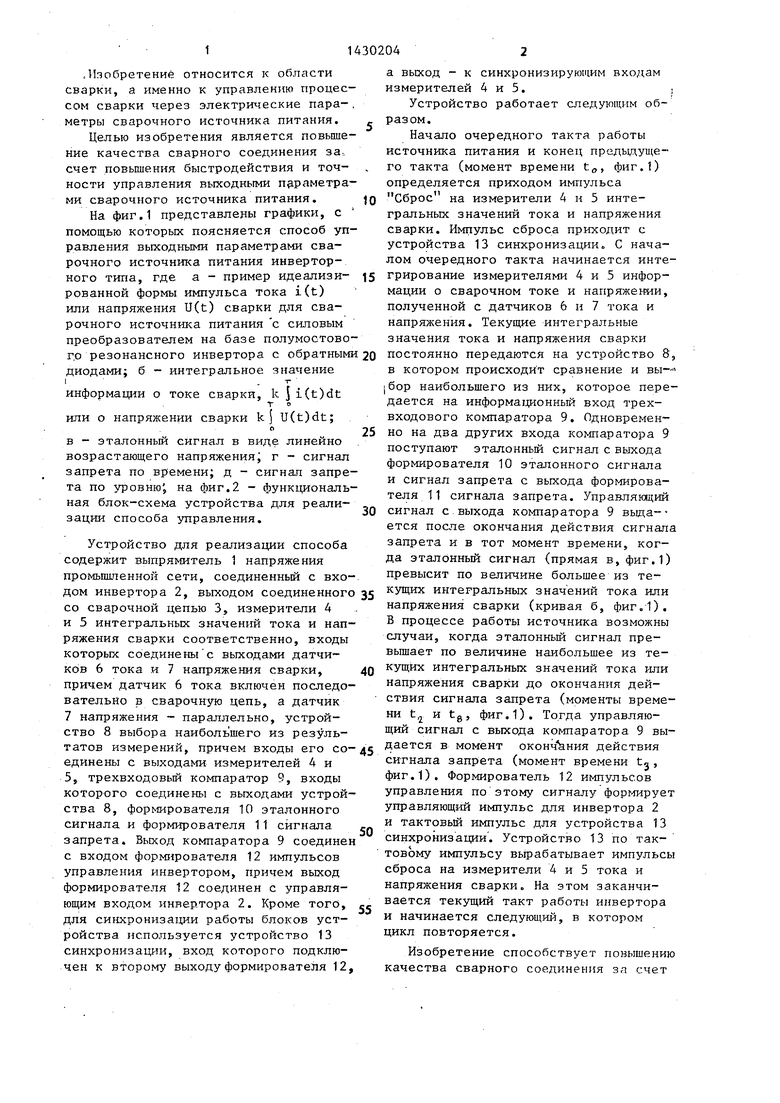
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2239526C1 |
| Сварочный источник питания | 1988 |
|
SU1579678A1 |
| Способ управления выходными параметрами сварочных источников питания инверторного типа и устройство для его осуществления | 1986 |
|
SU1388220A1 |
| Устройство для управления выходными параметрами сварочного источника питания инверторного типа | 1988 |
|
SU1586869A1 |
| Установка для присоединения проволочных выводов | 1991 |
|
SU1773643A1 |
| Устройство управления электроприводом подачи электродной проволоки | 1988 |
|
SU1606279A1 |
| Способ управления сварочными источниками питания инвертарного типа и устройство для его осуществления | 1983 |
|
SU1119799A1 |
| Сварочный источник питания | 1985 |
|
SU1284761A1 |
| Устройство управления напряжением при контактной сварке | 1987 |
|
SU1505718A2 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
Изобретение относится к способам и устройствам управления сварочным источником питания инверторного типа. Цельв - повышение качества cBapiforo соединения. Для этого одновременно измеряют ток и напряжение сварки путем интегрирования информации о них. Выбирают наибольший из результатов измерения и в каждый момент времени сравнивают с эталонным сигналом. Длительность текущего такта работы инвертора определяют от момента начала измерения и сравнения до момента, когда эталонный сигнал превысит наибольшее из текущих интегральных значений тока или напряжения сварки, и выбирают не меньше интервала времени проводящего состояния рабочих ключевых элементов в текущем такте работы инвертора. Устройство для реализации способа содержит выпрямитель напряжения, инвертор, датчики тока и напряжения сварки, два измерителя инте- тральных значений тока и напряжения, устройство выбора наибольшего значения из результатов измерений, трех- входовый компаратор, формирователи эталонного сигнала и сигнала .запрета, устройство синхронизации и формирователь импульсов управления инвертором. 2 с.п. ф-лы, 2 ил. (С ел оо о ю о 4
ния, наибольшее из текущих интеграль- 30 паратора соединен с выходом устроиных значении тока или налряжения сварки в каждьш момент времени сравнивают с эталонным сигналом, а длитель-. ность текущего такта работы инвертора определяют от момента начала измерения и сравнения до момента, когда - эталонньй сигнал превысит наибольшее из текущих интегральных значений тока или напряжения сварки, и выбирают не меньше интервала времени проводящего состояния рабочих ключевых эле
ства выбора наибольшего из результатов измерений, второй вход компаратора соединен с выходом формирователя эталонноГ о сигнала, а третий вход соединен с выходом формирователя сигнала запрета, выход компаратора подключен к входу формирователя импульсов управления инвертором, первьй выход которого подключен к управляю,- щему входу инвертора, а второй соединен с входом устройства синхронизации.
maft)
o
.1 s
a
Фиг. 2
| Способ управления сварочными источниками питания инвертарного типа и устройство для его осуществления | 1983 |
|
SU1119799A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
