Изобретение относится к сварке а именно к устройствам управления электроприводом подачи электродного и присадочного материала, и может быть использовано в приводах механизмов перемещения, в механизированном ручном инструменте, а также в приводах другого назначения.
Целью изобретения является повышение качества сварного соединения за счет повышения точности и быстродействия электропривода подачи электродного или присадочного материала.
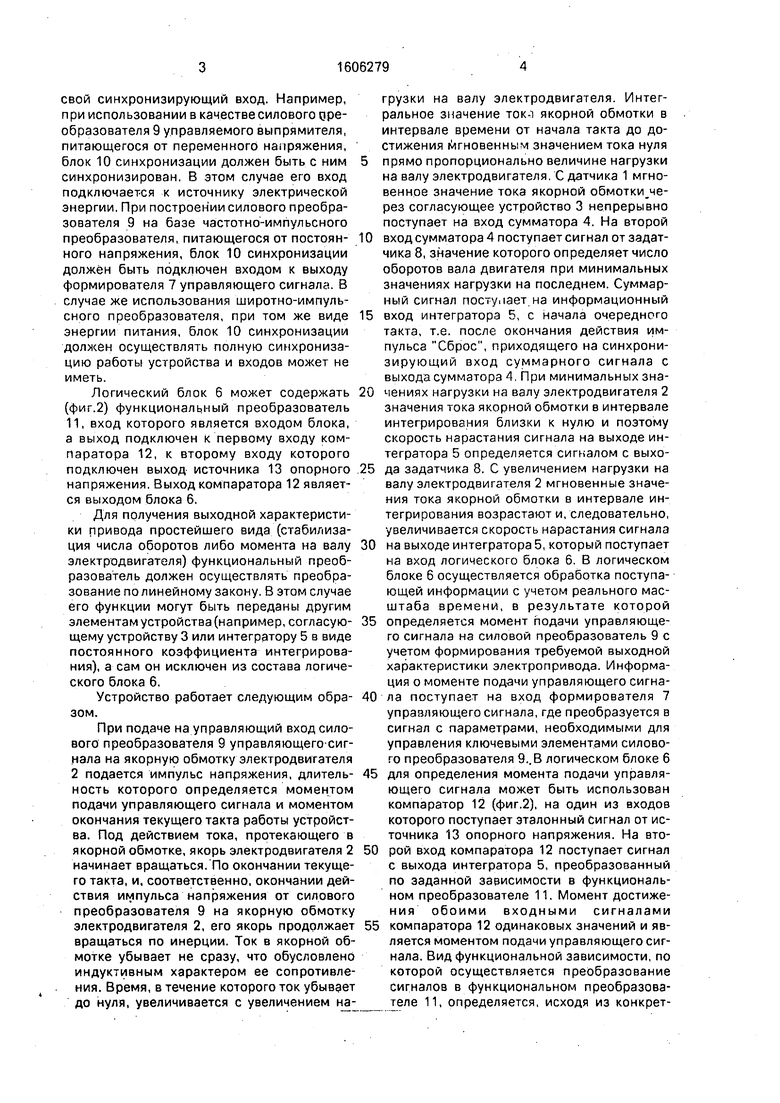
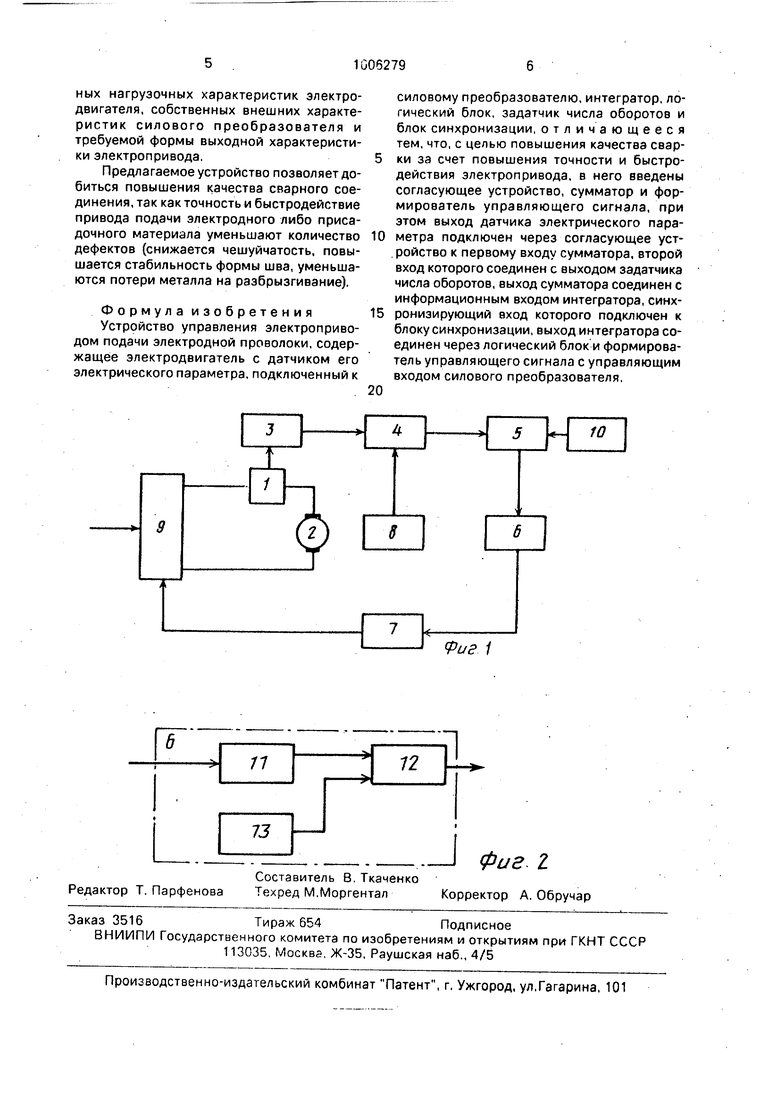
На фиг.1 представлена блок-схема предлагаемого устройства; на фиг,2 - пример блок-схемы логического блока.
Устройство управления содержит (фиг 1) соединенные между собой последовательно датчик 1 электрического параметра, включенный в цепь якорной обмотки электродвигателя 2, согласующее устройство 3, сумматор 4. интегратор 5, логический блок 6 и формирователь 7 управляющего сигнала, а также задатчик 8 числа оборотов, выход которого .соединен со входом сумматора 4, силовой преобразователь 9, вход которого соединен с выходом формирователя 7 и блок 10 синхронизации, подключенный выходом к синхронизирующему входу интегратора 5. Блок 10 синхронизации, в зависимости от типа силового преобразователя 9 и вида подводимой к нему электроэнергии, может иметь
О
о
о ю
41
ю
свой синхронизирующий вход. Например, при использовании в качестве силового преобразователя 9 управляемого выпрямителя, питающегося от переменного напряжения, блок 10 синхронизации должен быть с ним синхронизирован. В этом случае его вход подключается к источнику электрической энергии. При построении силового преобразователя 9 на базе частотно-импульсного преобразователя, питающегося от постоянного напряжения, блок 10 синхронизации должен быть подключен входом к выходу формирователя 7 управляющего сигнала. В случае же использования широтно-импуль- сного преобразователя, при том же виде энергии питания, блок 10 синхронизации должен осуществлять полную синхронизацию работы устройства и входов может не иметь.
Логический блок 6 может содержать (фиг.2) функциональный преобразователь 11, вход которого является входом блока, а выход подключен к первому входу компаратора 12, к второму входу которого подключен выход источника 13 опорного напряжения. Выход компаратора 12 является выходом блока 6.
Для получения выходной характеристики привода простейшего вида (стабилизация числа оборотов либо момента на валу электродвигателя) функциональный преобразователь должен осуществлять преобразование по линейному закону. В этом случае его функции могут быть переданы другим элементам устройства (например, согласующему устройству 3 или интегратору 5 в виде постоянного коэффициента интегрирования), а сам он исключен из состава логического блока 6.
Устройство работает следующим образом.
При подаче на управляющий вход силового преобразователя 9 управляющего сигнала на якорную обмотку электродвигателя 2 подается импульс напряжения, длительность которого определяется моментом подачи управляющего сигнала и моментом окончания текущего такта работы устройства. Под действием тока, протекающего в якорной обмотке, якорь электродвигателя 2 начинает вращаться. По окончании текущего такта, и, соответственно, окончании действия импульса напряжения от силового преобразователя 9 на якорную обмотку электродвигателя 2, его якорь продолжает вращаться по инерции. Ток в якорной обмотке убывает не сразу, что обусловлено индуктивным характером ее сопротивления. Время, в течение которого ток убывает до нуля, увеличивается с увеличением нагрузки на валу электродвигателя. Интегральное значение ток-i якорной обмотки в интервале времени от начала такта до достижения К1гновенным значением тока нуля
прямо пропорционально величине нагрузки на валу электродвигателя. С датчика 1 мгновенное значение тока якорной обмотки че- рез согласующее устройство 3 непрерывно поступает на вход сумматора 4. На второй
0 вход сумматора 4 поступает сигнал от задат- чика 8, зйачение которого определяет число оборотов вала двигателя при минимальных значениях нагрузки на последнем. Суммарный сигнал поступает на информационный
5 вход интегратора 5, с начала очередного такта, т.е. после окончания действия импульса Сброс, приходящего на синхронизирующий вход суммарного сигнала с выхода сумматора 4, При минимальных зна0 чениях нагрузки на валу электродвигателя 2 значения тока якорной обмотки в интервале интегрирования близки к нулю и поэтому скорость нарастания сигнала на выходе интегратора 5 определяется сигналом с выхо5 да задатчика 8. С увеличением нагрузки на валу электродвигателя 2 мгновенные значения тока якорной обмотки в интервале интегрирования возрастают и, следовательно, увеличивается скорость нарастания сигнала
0 на выходе интегратора 5, который поступает на вход логического блока 6. В логическом блоке 6 осуществляется обработка поступающей информации с учетом реального масштаба времени, в результате которой
5 определяется момент подачи управляющего сигнала на силовой преобразователь 9 с учетом формирования требуемой выходной характеристики электропривода. Информация о моменте подачи управляющего сигна0 ла поступает на вход формирователя 7 управляющего сигнала, где преобразуется в сигнал с параметрами, необходимыми для управления ключевыми элементами силового преобразователя 9..В логическом блоке 6
5 для определения момента подачи управляющего сигнала может быть использован компаратор 12 (фиг.2), на один из входов которого поступает эталонный Сигнал от источника 13 опорного напряжения. На вто0 рой вход компаратора 12 поступает сигнал с выхода интегратора 5, преобразованный по заданной зависимости в функциональном преобразователе 11. Момент достижения обоими входными сигналами
5 компаратора 12 одинаковых значений и является моментом подачи управляющего сигнала. Вид функциональной зависимости, по которой осуществляется преобразование сигналов в функциональном преобразователе 11, определяется, исходя из конкретных нагрузочных характеристик электродвигателя, собственных внешних характеристик силового преобразователя и требуемой формы выходной характеристики электропривода.
Предлагаемое устройство позволяет добиться повышения качества сварного соединения, так как точность и быстродействие привода подачи электродного либо присадочного материала уменьшают количество дефектов (снижается чешуйчатость, повышается стабильность формы шва, уменьшаются потери металла на разбрызгивание).
Формула изобретения Устройство управления электроприводом подачи электродной проволоки, содержащее электродвигатель с датчиком его электрического параметра, подключенный к
0
5
0
силовому преобразователю, интегратор, логический блок, задатчик числа оборотов и блок синхронизации, отличающееся тем, что, с целью повышения качества сварки за счет повышения точности и быстродействия электропривода, в него введены согласующее устройство, сумматор и формирователь управляющего сигнала, при этом выход датчика электрического параметра подключен через согласующее уст- . ройство к первому входу сумматора, второй вход которого соединен с выходом задатчика числа оборотов, выход сумматора соединен с информационным входом интегратора, синхронизирующий вход которого подключен к блоку синхронизации, выход интегратора соединен через логический блок и формирователь управляющего сигнала с управляющим входом силового преобразователя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Реверсивный электропривод | 1991 |
|
SU1791951A1 |
| Электропривод переменного тока | 1989 |
|
SU1757041A1 |
| Электропривод постоянного тока | 1990 |
|
SU1739467A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Дискретно-цифровой электропривод | 1985 |
|
SU1350800A1 |
| Цифровое устройство для управления машиной непрерывного литья заготовок | 1989 |
|
SU1632621A1 |
| Устройство для управления асинхронным электродвигателем | 1989 |
|
SU1663734A1 |
| Цифровой следящий электропривод | 1981 |
|
SU1008703A1 |
| ФАЗОСДВИГАЮЩЕЕ УСТРОЙСТВО | 2001 |
|
RU2216846C2 |
| УПРАВЛЯЕМЫЙ ВЕНТИЛЬНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1994 |
|
RU2091978C1 |
Изобретение относится к электромашиностроению, а именно к электроприводам механизированного ручного инструмента, и может быть использовано в сварочной технике, в электроприводах подачи электродного и присадочного материалов. Цель изобретения - повышение качества сварного соединения за счет повышения точности и быстродействия при управлении выходными параметрами электродвигателя привода подачи материала. Устройство содержит соединенные последовательно датчик электрического параметра электродвигателя, согласующее устройство, сумматор, интегратор, логический блок, формирователь управляющего сигнала и силовой преобразователь. Слежение за измеряемым параметром электродвигателя осуществляется в каждом такте работы силового преобразователя с изменением этого параметра по необходимому в данном приводе функциональному закону. 2 ил.
| Устройство для автоматического регулирования скорости подачи электродной проволоки | 1984 |
|
SU1201080A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Строительное, дорожное и коммунальное машиностроение.- Обзорная информация | |||
| Сер | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Строительный механизированный ручной инструмент, отделочные машины и вибраторы | |||
| Вып | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
