Изобретение относится к области сварки, а именно к сварочному оборудованию, и может быть использовано в сварочных аппаратах, производящих сварку плавящимся электродом.
Целью изобретения является повышение качества сварного соединения.
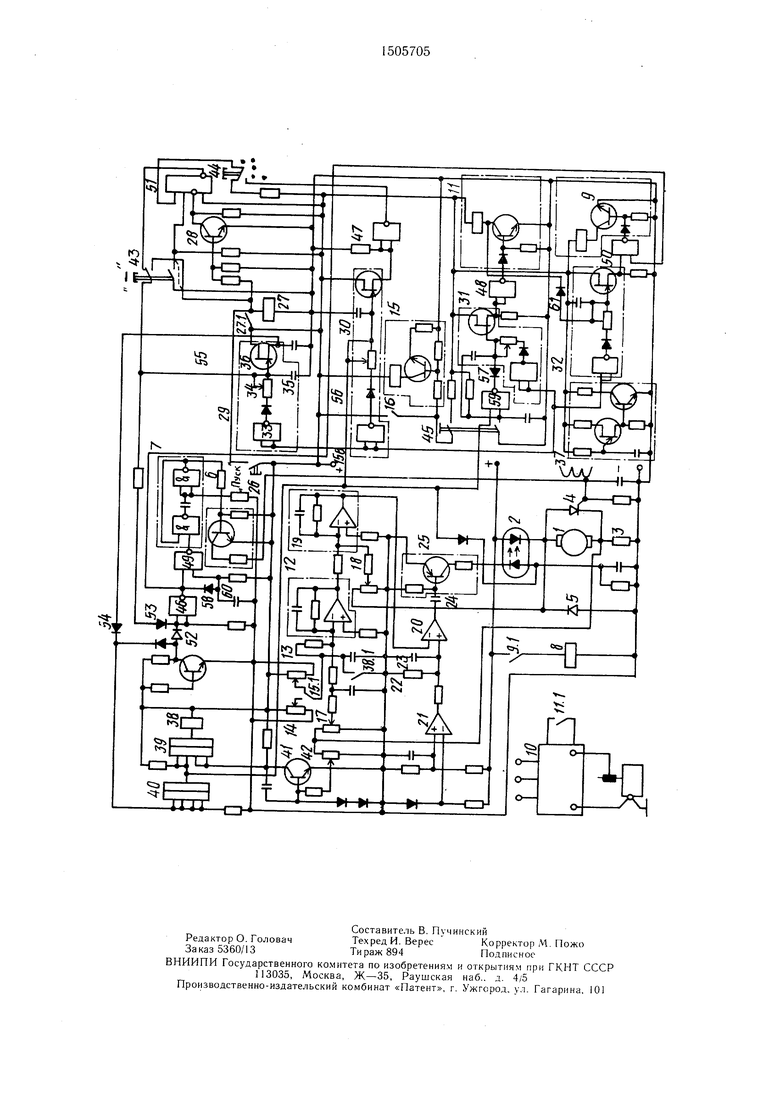
На чертеже представлена электрическая принципиальная схема устройства управления сваркой.
Электродвигатель 1 постоянного тока через оптронный тиристор 2 и резистор 3 подключен к источнику выпрямленного двух- полупериодного напряжения. Якорь двигате.чя I 3aLijyHTHpoBaH тиристором динамического торможения 4 и диодом 5, нричем упра 5ляющий электрод тиристора 4 через ключевой элемент 6 связан с одновибра- тором 7. Отсекатель 8 газа через контакт 9.1 ключевого элемента 9 связан с источником выпрямленного двухполупериодного напряжения. Источником 10 сварочного тока унравляет контакт 11.1 ключевого элемента 11. Блок управления электродвигателем 1 выполнен в виде элктропривода с двумя видами обратных связей. На вход пропорционально-интегрального регулятора (ПИ-ре- гулятора) 12 поступает сигнал или с задатчи- ка 13 частоты вращения или с задатчи- ка 14. Причем задатчик 3 подключается к входу ПИ-регулятора 12 контактами 15.1 ключевого элемента 15 в случае, если нет сварочного тока, т. е. датчик 16 сварки разомкнут. В случае, если есть ток сварки, подключается к входу ПИ-регулятора 12 задатчик 14. К этому же входу подводится сигнал положительной обратной связи по току, снимаемый с резистора 3 через делитель 17. Сигнал отрицательной обратной связи, снимаемый с якоря электродвигателя 1, через делитель 18 поступает на вход второго ПИ-регулятора 19. На этот же вход поступает сумма сигналов задания и положительной обратной связи по току с выхода ПИ-регулятора 12. С выхода ПИ-регулятора 19 сигнал поступает на один из входов компаратора 20, а на второй его вход приходит сигнал пилообразной формы схемы, выполненной на операционном усилителе 21, резисторе 22, и конденсаторе 23. С выхода компаратора 20 через конденсатор 24 и уси- литель 25 сигнал управления прикладывается к светодиоду оптронного тиристора 2, вцзы- вая его отпирание. Схема управления цик- лом работы устройства включается пусковы- ми элементами, состоящими из кнопки 26 и реле 27, контакт которого 27.1 включен в цепь базы транзистора 28. Необходимые в цикле работы сварочного аппарата выдерж- ки времени задаются четырьмя однотипными схемами 29-32 временных выдержек, каж- дая из которых (на примере схемы 29) со- стоит из инвертора 33, регулятора-резисто- ра 34 длительности задержки, конденсатора 35 и полевого транзистора 36. Входы всех инверторов схем 29-32 временных выдержек связаны с генератором 37 импульсов. Схема 29 определяет выдержку времени включения электропривода подачи электродной проволоки, схема 30 - время постановки сварочной точки, схема 31 - выдержку времени на отключение источника 10 сварочного тока после окончания цикла сварки, схема 32 - выдержку времени при обдуве газом места сварки.
Пуск схемы электропривода осуществляется реле 38, контакт 38.1 которого щун- тирует вход ПИ-регулятора 12. Реле 38 подключено к выходу одного элемента И 39, один
вход которого связан с выходом другого элемента И 40, а другой - с транзистором 41, выполняющим функцию элемента токовой отсечки при перегрузке на электродвигателе 1. База транзистора 41 через делитель 42 подключена к резистору 3. Выбор режимов работы устройства осуществляется переключателями 43 - «Сварка длинными и короткими щвами, 44 - «Сварка точками, 45 - «Сварка с предварительно установленной скоростью подачи электродной проволоки или без нее.
Необходимые согласования связей элементов устройства осуществляются инверторами 46-48 и элементами 2И-НЕ 49 и 50.
В качестве элемента памяти служит триггер 51.
Кроме того, устройство содержит развязывающие диоды 52-58, элемент 2И-НЕ 59, управляющий работой схемы 31 выдержки времени. Задержку времени на включение
0 одновибратора 7 осуществляет цепочка из конденсатора 60, диода 58 и элемента 2И- НЕ 49. Через диод 61 осущестляется запуск схемы 32 выдержки времени .
Устройство управления сваркой работает
5 следующим образом.
В исходном состоянии реле 38 включено, а его контакт 38.1 щунтирует вход ПИ-регулятора 12. При нажатии на кнопку 26 включается реле 27, замыкая свой контакт 27.1. При этом открывается транзистор 28 и
0 триггер 51 опрокидывается, в случ ае, если переключатель 43 находится в положении «Длинный щов, то сигнал с его выхода поступает на вход инвертора 46, а с его выхода - на один из входов элемента 2И- НЕ 50, который включает ключевой элемент
5 9. Последний, включивщись, замыкает свой контакт 9.1 в цепи отсекателя 8 газа, при этом начинается подача защитного газа. В это время импульсы, вырабатываемые генератором 37, через инвертор 33 и время- задающий резистор 34 накапливают энергию в конденсаторе 35, так как в это время диод 55 заперт положительным потенциалом с триггера 51. При достижении на истоке транзистора 36 напряжения отпирания с выхода схемы 29 задержки времени сигнал
5 последовательно проходит диод 54, элемент И 40, элемент И 39, при этом отключается реле 38, размыкая контакты 38.1. Напряжение задания с резистора 13 поступает на ПИ-регулятор 12, далее на ПИ-регу- лятор 19 и затем на один из входов
0 компаратора 20, на другой его вход поступает пилообразное напряжение, синхронное с напряжением питающей сети. Пилообразное напряжение формируется при разряде конденсатора 23 через резистор 22. Заряд конденсатора 23 производится стабильным им5 пульсов в момент перехода напряжения питания через ноль. Этот импульс формируется на операционном усилителе 21, на один вход которого подается стабильное напря0
жение трапецеидальной формы, а на другой - сглаженное нестабильное напряжение. Таким образом осуществляется дополнительная стабилизация зарядного импульса. В зависимости от величины рассогласования на выходе компаратора 20 формируется импульс управления, который через усилитель 25 с определенным значением по фазе питающего напряжения с помощью светодиода включает оптронный тиристор 2, установленный в цепи якоря двигателя 1. Таким образом, чем больше напряжение рассогласования, что происходит при увеличении напряжения задания лцбо нагрузки в цепи якоря электродвигателя 1, тем раньше по фазе откроется тиристор 2, тем большее напряжение будет приложено к якорю электродвигателя 1 и больше частота его вращения. Одновременно с включением электропривода на выходе элемента 2И-НЕ 49 присутствует логический «О, при этом напряжение на выходе схемы выдержки времени равно «О, следовательно, на выходе инвертора 48 имеется сигнал логической «1, который включает ключевой элемент 11, который своим контактом 11.1 запускает источник 10 сварочного тока. Возбуждается сварочная дуга и протекающий по сварочной цепи ток вызывает срабатывание датчика 16 тока, который через ключевой элемент 15 и его контакт 15.1 подключает задатчик 14 к входу ПИ-регулятора 12. При этом частота вращения двигателя 1 устанавливается номинальной. При сварке длинных швов кнопка 26 может не удерживаться, так как триггер 51 запоминает это включенное состояние. При сварке коротких швов (нажатое состояние переключателя 43) цикл сварки выполняется каждый раз при нажатии кнопки 26. Прекращение цикла сварки осуществляется или отпусканием кнопки 26 при сварке коротких швов, или повторным ее нажатием при сварке длинных швов. При этом на выходе схемы 29 задержки времени образуется низкий потенциал, триггер 51 переключается так, что на его выходе сигнал логического «О.
При этом включается реле 38, блокируя своими контактами 38.1 вход ПИ-регулятора 12, тиристор 2 выключается. С задержкой времени, обусловленной конденсатором 60, через Элемент 2И-НЕ 49 появляется отрицательный импульс на входе одновибратора 7. Отрицательный импульс с выхода одно- вибратора 7 вк лючает усилительный элемент 6, который, в свою очередь, включает тиристор 4 динамического.торможения. Происходит резкое торможение электродвигателя 1. Временная задержка на элементах 60, 58, 49, 7 практически исключает включение тиристора 4 в то время, когда оптронный тиристор 2 еще включен, т. е. исключаются цепи короткого замыкания. При отключении цикла сварки сигналом с элемента 40 на выходе элемента 2И-НЕ появ0
ляется сигнал .чогической «, диод 57 запирается и при этом начинается отсчет выдержки времени на схеме 31, по истечении которой на вход инвертора 48 поступает сигнал логической «, ключ 11 отключается и своими контактами 11.1 отключает источник 10 сварочного тока. После закрытия ключа 11 на катоде диода 61 возникает положительный потенциал и с это- го момента вре.мени начинается отсчет выдержки времени схемы 32, по истечении которого через элемент 2И - НЕ 50 отключается ключевой элемент 9, своим контактом 9.1 отключая отсекатель газа 8. Цикл сварки заканчивается. Цикл сварки точками выпол5 няется при нажатии переключателя 44 и в положении переключателя 43 «-Длинные швы. При этом пуск цикла аналогичен описан- но.му. Однако цикл сварки выполняется во время, задаваемое схемой 30 задержки времени, так как она периодически, на время постановки точки, через инвертор 47 и контакт переключателя 44 переключает триггер 51. Выдержка времени на отключение отсчитывается от начала включения электропривода,
5 так как в это время на катоде диода 56 появляется положительный потенциал. Цикл постановки точки может быть прерван повторным нажатием кнопки 26.
Предварительная скорость подачи электродной проволоки до возбуждения дуги
0 может быть включена путем нажатия переключателя 45. Электропривод подачи электродной проволокой снабжен схемой токовой отсечки, выполненной на транзисторе 41. При нагрузке на валу двигателя 1, не превышающей допустимую, транзистор 41 токовой
5 отсечки закрыт. Напряжение с коллектора этого транзистора поступает на второй вход элемента 39. При увеличении тока якоря двигателя 1 растет напряжение на резисторах 3 и 42. Движок резистора 42 нодд ключен к базе транзистора 41 и установлен таким образом, что при достижении то- ко.м якоря примерно полуторакратного значения от номинального, транзистор 41 открывается. Напряжение по второму входу элемента 39 становится близким к нулю,
5 следовательно, включается реле 38 и своим контактом 38.1 закорачивает напряжение задания по входу ПИ-регулятора 12. Тиристор 2 закрывается, а так как в этом случае ток в цепи якоря двигателя отсутствует, то транзистор 41 закрывается. Привод снова
0 включается. Если перегрузка сохраняется, описанный цикл повторяется. Таким образом, в цепи якоря двигателя 1 поддерживается некоторое среднее значение тока, не превышающее допустимое.
По сравнению с известным предлагаемое устройство управления дуговой сваркой позволяет уменьшить количество брака в сварных швах в результате улучшения условий
возбуждения дуги. Вследствие применения однотипных устройств для решения задач временных задержек повышена ремонтопригодность устройства, сокраш,ается время на его наладку. Надежность электропривода вследствие введения системы токоограниче- ния резко возросла. Расширены технические возможности устройства вследствие расширения диапазона регулирования частоты вра- ш,ения электродвигателя, повышения жесткости механических характеристик электропривода, что позволяет применять устройство в сварочных аппаратах с широким диапазоном применяемых электродных проволок как по составу, так и по диаметру.
Формула изобретения
I. Устройство управления дуговой сваркой, содержащее электрически соединенные источник питания, пусковой оптронный тиристор, двигатель подачи электродной проволоки, тиристор динамического торможения, блок управления электродвигателем, блок управления циклом сварки с пусковыми, коммутируюплими, логическими элементами и элементами выдержки времени, а также с элементом памяти на основе триггера, отличающееся тем, что, с целью повышения качества сварного соединения путем расширения диапазона регулирования частоты врашения двигателя подачи, повышения надежности работы блока управления, обеспечения качественного начала цикла сварки, блок управления двигателем выполнен в виде двух последовательно соединенных пропорционально-интегральных (ПИ) регуляторов, причем вход первого ПИ-регулятора с одной стороны через дополнительный.комму- тирующий элемент соединен с задатчиками предварительной и основной скоростей пода
чи электродной проволоки, а с другой - с измерителем тока якоря двигателя, кроме того, этот вход связан с шунтирующим контактом реле, подключенного к элементу 2И,
первый вход которого связан с элементами пуска двигателя, а второй - с цепью эмиттер - коллектор транзистора цепи токоогра- ничения, при этом вход второго ПИ-регулятора связан одновременно с выходом первого ПИ-регулятора и с измерителем напряжения якоря двигателя, а его выход подключен к одному входу дополнительно введенного компаратора, второй вход которого связан с выходом генератора пилообразного напряжения, выход же компаратора через
усилитель связан со светодиодом оптронно- го тиристора.
2. Устройство по п. 1, отличающееся тем, что, с целью расширения технологических возможностей блока управления циклом сварки, повышения точности выдержек времени, блок управления циклом сварки выполнен на основе четырех однотипных элементов выдержки времени, каждый из которых состоит из последовательно соединенных инвертора, / С-цепи и полевого транзистора
и имеет два входа, причем все первые входы каждого элемента выдержки времени являются входами инверторов, соединены в одну точку и подключены к выходу дополнительно введенного генератора зарядных импульсов, вторые же входы связывают через
диоды точки соединения регулируемого резистора и конденсатора / С-цепи с пусковыми, логическими и коммутирующими элементами блока управления циклом сварки, выходы же элементов выдержки времени нагружены на цепи управления источником
сварочного тока, отсекателем газа, блоком управления двигателем, циклом постановки сварной точки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный полуавтомат | 1988 |
|
SU1556840A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПРИВОДА ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2001 |
|
RU2205095C2 |
| Сварочный полуавтомат | 1990 |
|
SU1754363A1 |
| Устройство для полуавтоматической сварки | 1987 |
|
SU1479224A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Автоматизированный электропривод подачи электродной проволоки для дуговой сварки | 1980 |
|
SU946838A1 |
| Электропривод возвратно-поступательного движения | 1987 |
|
SU1415350A1 |
| Сварочный полуавтомат | 1987 |
|
SU1493407A1 |
| Устройство для подачи сварочной проволоки | 1989 |
|
SU1720825A1 |
| Автоматическая установка скорости подачи проволоки и её контроль в сварочном полуавтомате | 2017 |
|
RU2682360C2 |
Изобретение относится к сварке и может быть использовано в автоматах и полуавтоматах для дуговой сварки плавящимся электродом. Цель - повышение качества сварного соединения путем расширения диапазона регулирования частоты вращения двигателя подачи электродной проволоки, а также расширение технологических возможностей. Устройство выполнено в виде блока управления электродвигателем и состоит из двух последовательно соединенных пропорционально-интегральных регуляторов (ПИ-регуляторов) на основе операционных усилителей. При этом вход первого ПИ-регулятора с одной стороны через коммутирующий элемент соединен с задатчиками предварительной и основной скоростей подачи электродной проволоки, а с другой - с измерителем тока якоря. Вход второго ПИ-регулятора соединен одновременно с выходом первого ПИ-регулятора и измерителем напряжения якоря двигателя. Выход второго ПИ-регулятора подключен к одному входу компаратора. К его второму входу подключен выход генератора пилообразного напряжения на основе операционного усилителя. В устройство введен блок управления циклом сварки, выполненный на основе четырех однотипных элементов выдержки времени, осуществляющих следующие выдержки времени: для продувки газа предварительной, продувки газа последующей, задержки на выключение источника сварочного тока, времени постановки сварной точки. Каждый из элементов выдержки времени состоит из инвертора, R-C-цепочки и полевого транзистора. Точность выдержки времени обусловливается зарядным генератором, подключенным одновременно ко всем входам инверторов элементов выдержки времени. Вследствие расширения диапазона регулирования частоты вращения электродвигателя, повышения жесткости механических характеристик электропривода устройство позволяет расширить диапазон электродных проволок как по составу, так и по диаметру. 1 з.п. ф-лы, 1 ил.
| Устройство для сварки | 1985 |
|
SU1250420A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки | 1979 |
|
SU941054A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
