Известен способ индукционного нагрева изделий под сварку током высокой частоты с применением кольцеобразного индуктора. В процессе работы индуктор перемещается вдоль свариваемых кромок изделий.
При этом ток высокой частоты от лампового генератора частоты 70±450 кгц подводится к кольцеобразному индуктору, охватывающему трубу.
Индуктированный в трубе ток течет по периметру под индуктором) к кромкам изделия,-например трубы, и вызывает интенсивный нагрев кромок.
Недостатком известного способа является большой расход энергии.
Предложенный способ позволяет снизить расход энергии за счет расположения индуктора на поверхности изделия так, чтобы зона сварки находилась внутри контура индуктора.
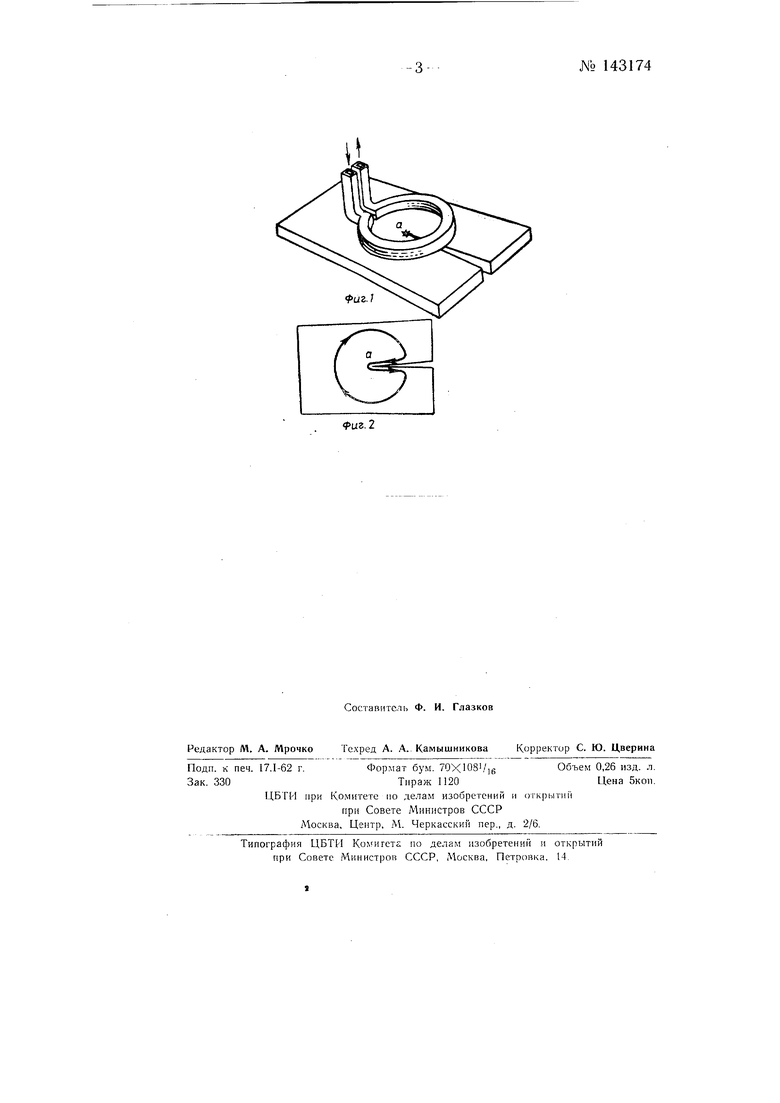
На фиг. 1 изображена схема взаиморасположения индуктора и изде.тия при осуществлении предложенного способа; на фиг. 2 - протекание тока в изделии.
При осуществлении предложенного способа, например, на металлической (стальной, или из другого металла) пластине, имеющей вырез в виде треугольника с острым углом (см. фиг. 1), над ней помещается кольцеобразный индуктор из полой медной трубки так, чтобы верщина выреза в пластине (точка а) приходилась где-то внутри кольца.
При пропускании по кольцу переменного тока радиочастоты в металлической пластине будет наведен переменный ток той же частоты, что и в кольце и путь тока в пластине будет также в виде кольца. Но вырез в пластине мещает протеканию тока и поэтому ток обтекает вырез так, как это изображено стрелкой на фиг. 2.
№ 143174-2j ,--
В кромках выреза токи направлены противоположно друг другу и поэтому, вследствие действия так называемого эффекта близости, протекают по тонкому слою,металла по всей толщине пластин. Толщина нагреваемого до сварочй1вд температур слоя на кромках выреза составит прДчастоте ток,450 /сг всего лищь 0,6 мм.
Прй этом температура вдоль кромок растет при перемещении по кромке к- вёри1Йне йырез.а и достигает максимума в точке а (сварочная температу.ра).
Для усиления эффекта и более симметричного распределения температуры в кромках выреза по высоте можно применить два индуктора, параллельных друг другу и расположенных с двух сторон пластины.
Описанный прием нагрева позволяет производить сварку прямых щвов на трубах, полосах и в других случаях, когда толщина свариваемого металла значительная (10+16 мм и более). Сварка труб будет при этом протекать так, как показано на фпг. 1 и 2.
При предложенном способе нагрева сильно сокращается расход электроэнергии.
На участках трубы, которые не подлежат нагреву, протекание токл можно сделать рассредоточенным, что сведет к минимуму беспо.из;|) нагрев.
Конструктивное оформлс;;ие устройства может быть различным, в зависимости от размеров и конфигурации свариваемых деталей.
Предложенный способ рекомендован к внедрению в промьннленности Ленинградского совнархоза.
Предмет изобретения
Способ индукционного нагрева изделий под сварку токо.м высокой частоты с применением кольцеобразного индуктора, перемещаемого вдоль свариваемых кромок, отличающийся тем, что, с целью снижения расхода энергии, указанный индуктор располагается на новерх ности изделия так, чтобы зона сварки находилась внутри контура индуктора.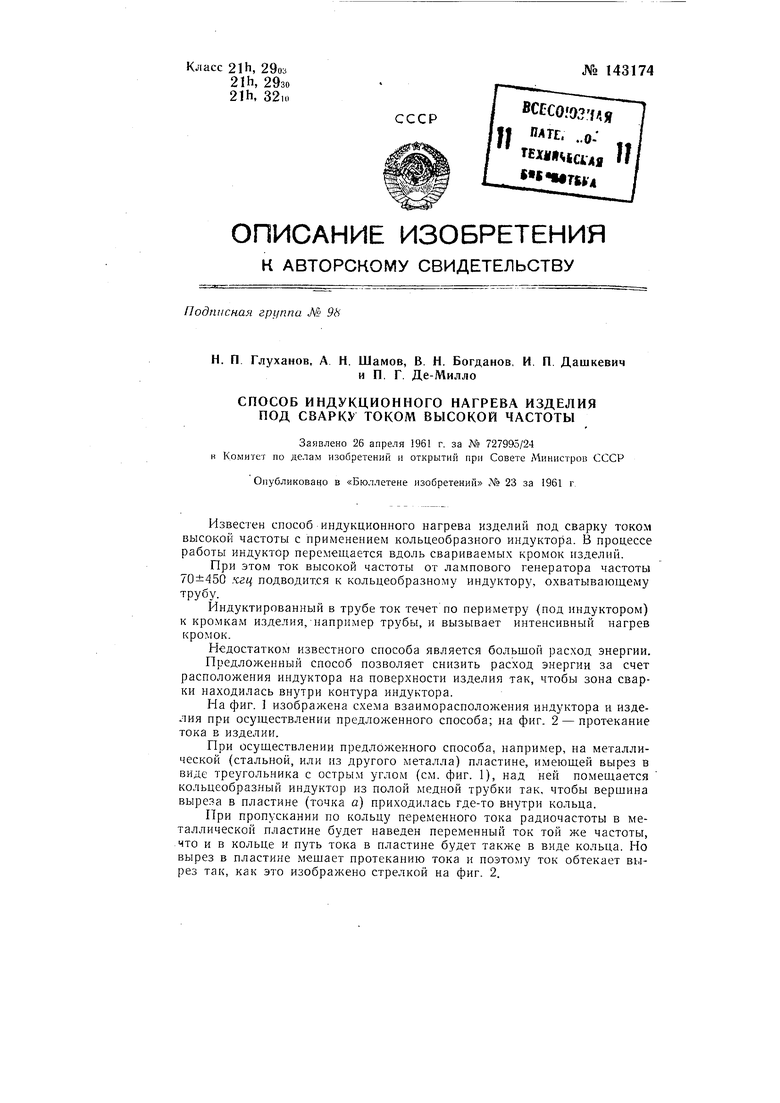
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки продольного шва труб | 1956 |
|
SU105861A1 |
| Способ изготовления сварных труб с продольным швом | 1956 |
|
SU110524A1 |
| Способ контактной стыковой сварки | 1969 |
|
SU308620A1 |
| Способ сварки труб | 1956 |
|
SU107289A1 |
| Способ изготовления биметаллических проводов | 1959 |
|
SU124405A1 |
| Устройство для высокочастотной сварки | 1969 |
|
SU332677A1 |
| Индуктор для закалки шестерен | 1956 |
|
SU106687A2 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU774855A1 |
| Тигель для плавки металлов | 1954 |
|
SU113180A1 |
| МАГНИТОДИНАМИЧЕСКОЕ СВАРОЧНОЕ УСТРОЙСТВО | 1989 |
|
RU2041779C1 |