Изобретение предназначено для сварки встык труб, стержней, преимущественно круглого сечения и т.п. Оно может быть применено для сварки тpубопpоводов в труднодоступных местах, неповоротных стыков и т.д.
Известны устройства для стыковой сварки труб, стержней и т.п. путем оплавления торцов с помощью электротока через стык. Так как при этом необходимо осуществлять осадку свариваемых труб, то для ее осуществления применяется оборудование, развивающее усилия по оси свариваемых труб и своими массогабаритными характеристиками предотвращающее использование известных устройств в труднодоступных местах, для сварки неповоротных стыков, вынуждая прибегать к ручной электрогазосварке, что снижает производительность труда.
Кроме того, разогрев и оплавление кромок свариваемых труб по известным методам осуществляется неравномерно по периметру стыка, т.е. на отдельных участках, где мгновенное значение контактного сопротивления принимает наименьшее значение. Данное обстоятельство вынуждает осуществлять сварку длительное время на каждом стыке, снижая производительность труда.
Путем индукционного нагрева кромок свариваемого стыка возможно осуществить одновременный нагрев и повысить скорость сварки.
Так как известные индукционные сварочные устройства работают на частотах порядка 10 кГц, то это снижает толщины свариваемых стенок, так как токи высоких частот не позволяют оплавлять металл на глубину, превышающую 1 мм. Кроме того, техника высоких частот не позволяет использовать магнитные сердечники в обмотках индукторов, что снижает мощность сварочной аппаратуры, ограничивая применение способа тонкостенными и малогабаритными деталями.
Известно магнитодинамическое сварочное устройство для сварки торцов металлических изделий.
Так как высокочастотный индуктор предотвращает применение магнитного сердечника, то этим обстоятельством ограничивается мощность индуктора, снижается габарит свариваемых изделий, ограничивая область применения способа.
Повысить мощность индуктора возможно путем применения магнитных сердечников в обмотках токов низкой частоты, так как это осуществляется в электрических машинах.
Статорные обмотки современных машин позволяют получить вращающиеся или бегущие магнитные поля, которые индуцируют в обмотках ротора переменный ток, обеспечивая электромеханическое взаимодействие обмоток ротора и статора. Непосредственное применение индукторов электрических машин для сварки индукционными токами затрудняется необходимостью применения для сварки токов в сотни и тысячи ампер.
Предотвратить необходимость создания сварочного тока через стык возможно путем подачи расплавленного металла в область шва с помощью магнитных сил, возникающих между параллельными токами. Образовать параллельные токи по свариваемым кромкам возможно с помощью индуктора с коаксиальной обмоткой, размещенной над стыком.
Так как изменение электрического тока по виткам коаксиальной обмотки вызывает индукцию в свариваемых кромках, то таким путем представляется возможным образовать сварочный ток в кромках свариваемого стыка.
Целью изобретения является повышение производительности, увеличение размеров свариваемых труб, стержней и возможность осуществления сварки в труднодоступных местах.
Известный индуктор створчатого типа снабжен коаксиальной обмоткой в пазу, который закрыт термоэлектроизолирующим щитком. Полувитки створок соединены между собой с помощью многоконтактного штепсельного разъема на губках створок индуктора.
При замыкании створок осуществляется соединение полувитков коаксиальной обмотки в витки с заданным их числом, расположенных по пазу вокруг свариваемого стыка.
Так как при электромагнитной индукции токов в свариваемых кромках токи образуются также коаксиальными, то по двум свариваемым кромкам индуцируются непременно параллельные токи одинакового направления.
Так как индукционные токи по свариваемым кромкам нагревают и оплавляют свариваемые кромки, то электромагнитные силы, действующие на параллельные токи по сплавленным кромкам, стягивают расплавленный металл в зазор между кромками, где после выключения индуктора он затвердевает, образуя сварочный шов.
Так как оплавление кромок и стягивание расплавленного металла в зазор для образования шва осуществляется одновременно, а разогрев и оплавление кромок протекает по всему периметру стыка, то этими обстоятельствами обеспечивается повышение производительности.
Так как створчатая конструкция индуктора с многоконтактным штепсельным разъемом коаксиальной обмотки позволяет обхватить стык свариваемых деталей (труб, стержней) в любом месте и любого размера, то этим обcтоятельcтвом предотвращаетcя применение прессового оборудования, достигается возможность осуществления сварки в любом труднодоступном месте, неповоротных стыков.
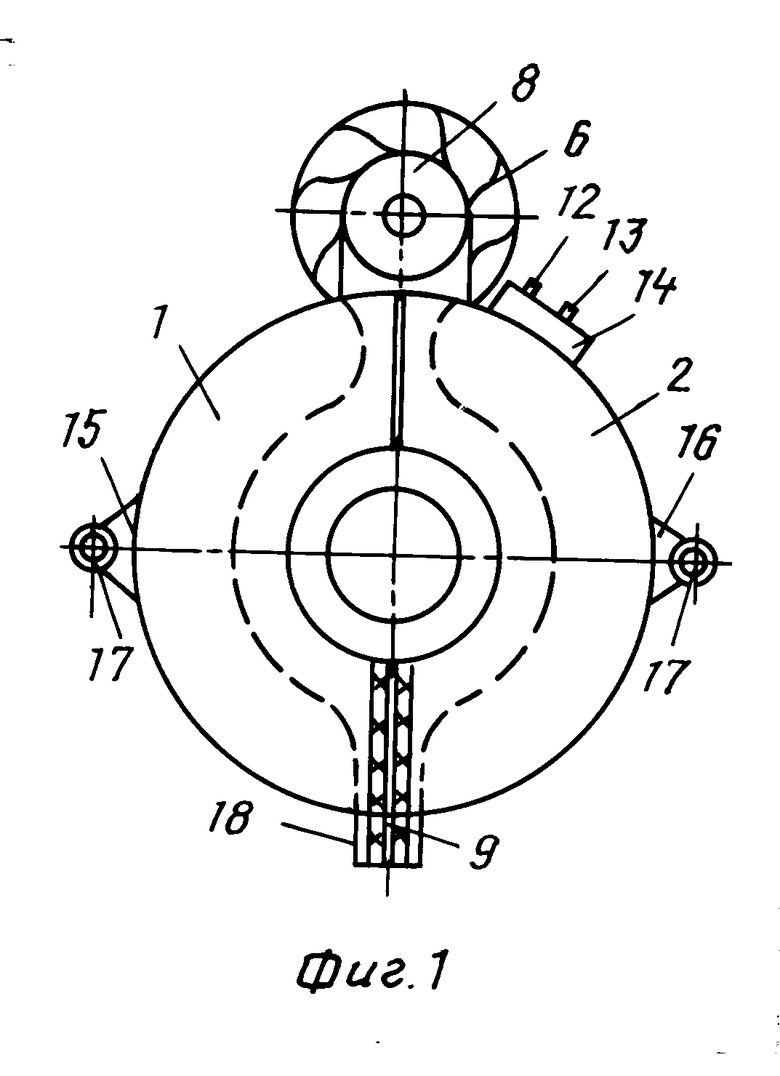
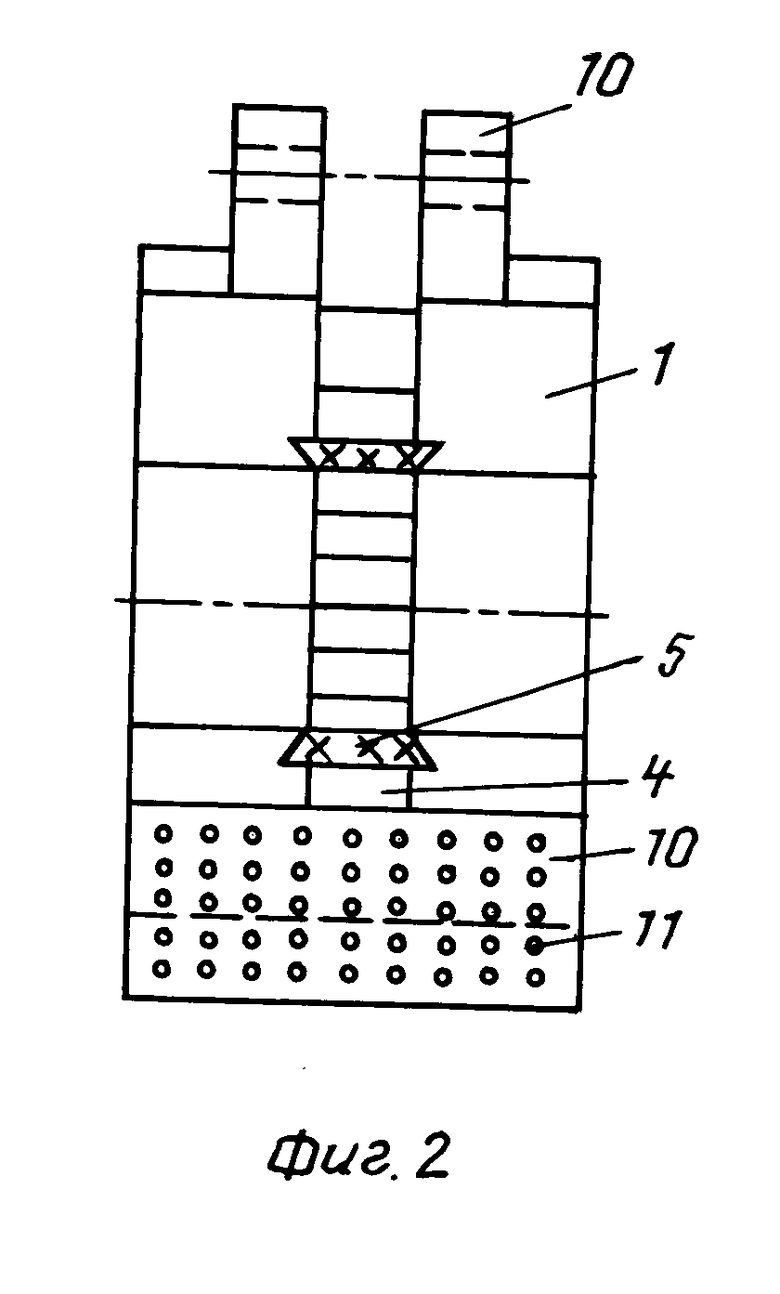
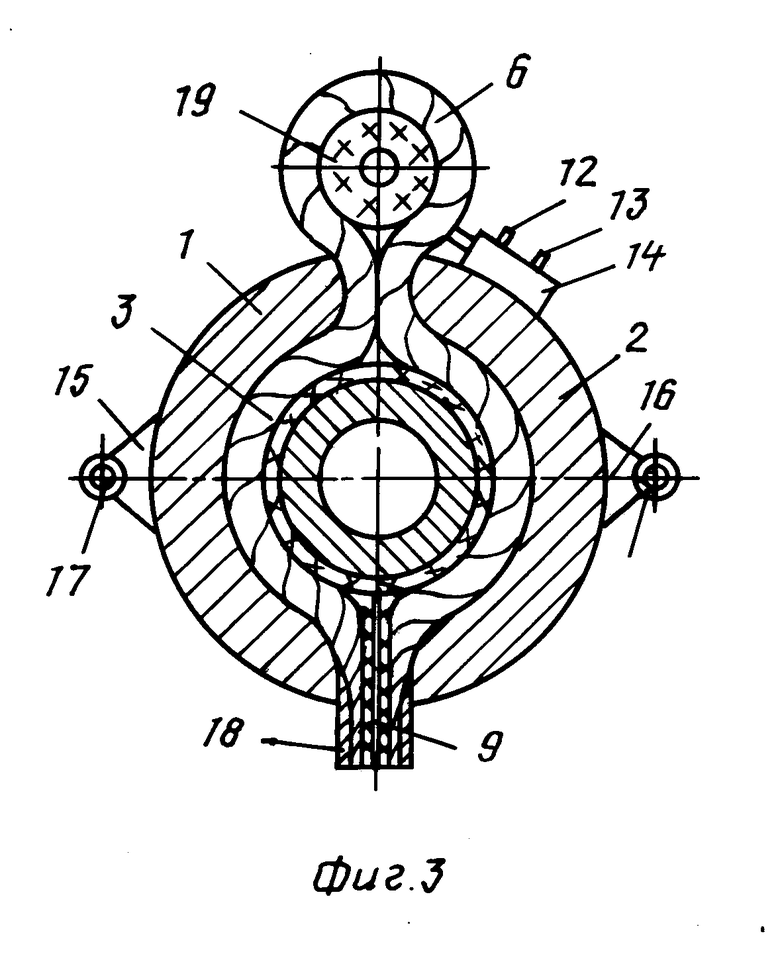
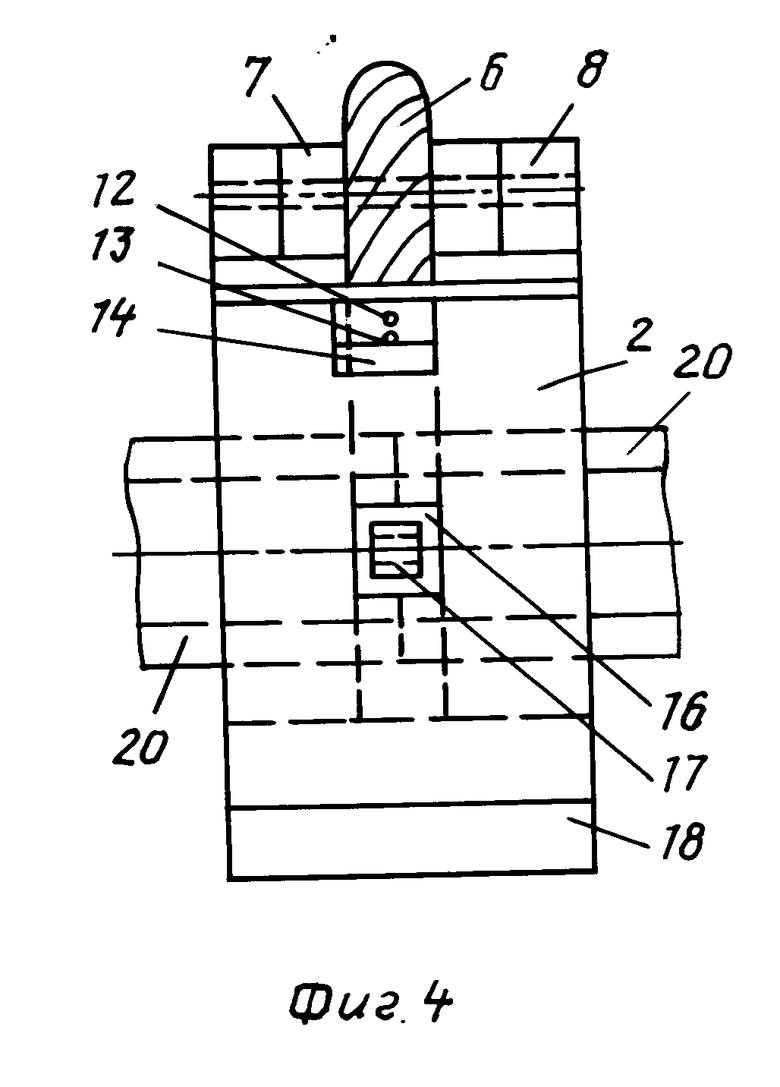
На фиг. 1 изображено магнитодинамическое сварочное устройство, вид с торца; на фиг. 2 вид изнутри одной из створок индуктора магнитодинамического сварочного устройства (обмотка в пазу условно не показана); на фиг. 3 разрез магнитодинамического сварочного устройства перпендикулярно оси индуктора (обмотка в коаксиальном пазу показана условно не разрезанной); на фиг. 4 магнитодинамическое сварочное устройство, вид сбоку.
Магнитодинамическое сварочное устройство состоит из двух идентичных створок 1 и 2 индуктора с кольцевой коаксиальной обмоткой 3, уложенной в кольцевой коаксиальный паз 4 на внутренней поверхности створок. Паз закрыт термоэлектроизолирующим щитком 5 из плиток, крепящихся с помощью клинового крепления в стенках паза.
Жгут обмотки 3 из заданного числа витков, скрепленных с помощью термоэлектроизолирующей ленты, снабжен гибкой петлей 6, выходящей за пределы паза 4 вокруг шарнирного соединения 7, 8, створок индуктора.
Каждый виток обмотки 3 выполнен из двух полувитков, соединенных с одной стороны проводником в петле 6, а с другой с помощью соответствующего контакта многоконтактного (по числу витков обмотки) штепсельного разъема 9.
Штепсельный разъем 9 состоит из двух электроизолирующих пластин 10, в которых выполнены в соответствии с заданным числом контактов полувитков отверстия с укрепленными в них штепселями 11. В закрытом состоянии створок пластины прилегают друг к другу, осуществляя электрический контакт с помощью штепселей в каждом витке обмотки 3, в которой витки между собой соединены последовательно согласно.
Начало 12 и конец 13 обмотки выведен на клеммную колодку 14 в виде контактов клемм для подсоединения к источнику электрического напряжения.
С наружной стороны каждой створки выполнены кронштейны 15 и 16 с шарнирами 17 для присоединения гидроцилиндров.
Створки 1 и 2 имеют губки 18 увеличения площади пластин 10 штепсельного разъема 9. Внутри петли 6 жгута обмотки 3 помещена втулка 19 из электроизолирующего материала.
Материалом створок является сталь электротехническая, проводники обмотки 3 выполнены из меди или алюминия, щиток 5 из термоэлектроизолирующих плиток, например фарфора. Провод типа ПЭВ для обмотки 3 имеет сечение в соответствии с расчетным значением сварочного тока в кромках стыка свариваемых труб 20, исходя из расчета числа витков в жгуте обмотки 3 по коэффициенту трансформации, равному данному числу витков, так как число витков вторичного тока индукции в стенках труб равно единице.
Коммутационная аппаратура, соединительные провода, источник электропитания, гидроцилиндры, гидравлические шланги, гидравлический насос гидравлического привода створок применены типовые по своему прямому назначению.
Работа магнитодинамического сварочного устройства.
Для осуществления сварки встык труб или стержней с помощью предлагаемого устройства стык труб 20 обхватывают створками с помощью гидравлического привода. При этом стык труб размещается под щитком 5 обмотки 3 в пазу 4.
Величина зазора между свариваемыми трубами в стыке определяется качеством подготовки кромок под сварку, предусмотренной технологией сварки труб встык.
Для подготовки работы устройства в труднодоступном месте обхват стыка производится после обхвата трубы в свободно доступном месте путем продвижения створок вдоль трубы до свариваемого стыка.
При включении источника переменного напряжения на обмотку 3 с помощью коммутационной аппаратуры по обмотке протекает переменный ток, индуцирующий в кромках труб токи, которые параллельны между собой и имеют одинаковое направление, так как индуцируются одним и тем же первичным током обмотки.
Так как число витков обмотки во много превосходит число вторичных витков (две кромки), то вторичный ток по кромкам принимает значения порядка сотен и тысяч ампер в соответствии с заданным числом витков и величиной первичного тока в обмотке.
Так как вторичные токи по свариваемым кромкам параллельны и имеют одинаковое направление, то они между собой притягиваются в соответствии с силой Ампера, определяемой величиной токов и расстоянием между ними.
Так как индуцированные токи, протекая по свариваемым кромкам, нагревают их, то при заданном значении токов кромки оплавляются и под действием сил Ампера расплавленный металл стягивается в зазор стыка, заполняя его, после чего образуется один ток, общий для двух кромок, что и прекращает действие сил Ампера.
При выключении источника электропитания обмотки 3 металл в зазоре между оплавленными кромками стыка труб 20 затвердевает, образуя шов.
Так как заполнение шва расплавленным металлом осуществляется одновременно с нагреванием и оплавлением свариваемых кромок, то это повышает производительность. Так как магнитный сердечник створок позволяет выполнить индуктор любой заданной мощности, то этим обстоятельством обеспечивается возможность оплавления и сварки встык любого значения диаметра и толщины стенок труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНЫЙ ИНДУКТОР ДЛЯ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ТРУБ | 1990 |
|
RU2027173C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ТРУБ | 1988 |
|
RU2014591C1 |
| МАГНИТОДИНАМИЧЕСКИЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1989 |
|
RU2027280C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1991 |
|
RU2026768C1 |
| МАГНИТОДИНАМИЧЕСКОЕ АКУСТИЧЕСКОЕ УСТРОЙСТВО | 1992 |
|
RU2027319C1 |
| МАГНИТОДИНАМИЧЕСКИЙ ИЗМЕРИТЕЛЬНЫЙ МЕХАНИЗМ | 1992 |
|
RU2028003C1 |
| МАГНИТОДИНАМИЧЕСКИЙ АППАРАТ ДЛЯ ПРОИЗВОДСТВА ГИДРОКСИДА НАТРИЯ ЭЛЕКТРОХИМИЧЕСКИМ СПОСОБОМ НА ПЕРЕМЕННОМ ТОКЕ | 1998 |
|
RU2147555C1 |
| ВОЛНОВОЙ МАГНИТОДИНАМИЧЕСКИЙ НАСОС | 1990 |
|
RU2027071C1 |
| ВОЛНОВОЙ ДВИЖИТЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА | 1990 |
|
RU2026797C1 |
| ДОЖДЕВАЛЬНАЯ УСТАНОВКА | 1993 |
|
RU2063122C1 |
Использование: магнитодинамическое сварочное устройство относится к сварочной технике, а именно к индукционным сварочным устройствам. Сущность изобретения: магнитодинамическое сварочное устройство состоит из индуктора створчатой конструкции с коаксиальной обмоткой в кольцевом пазу индуктора. На обмотке выполнена петля над шарнирным соединением створок и штепсельный разъем всех витков обмотки на пластинах, укрепленных на губках створок. При обхвате стыка свариваемых деталей и включении на обмотку переменного тока под ней в свариваемых кромках индуцируются два параллельных и одинаково направленных тока, которые притягиваются друг к другу. В результате нагревания током кромки оплавляются, а магнитное взаимодействие токов стягивает оплавленный металл в зазоре стыка, который затвердевает после выключения индуктора, образуя сварной шов. 4 ил.
МАГНИТОДИНАМИЧЕСКОЕ СВАРОЧНОЕ УСТРОЙСТВО, содержащее створчатый индуктор с кольцевой коаксиальной обмоткой и гидравлическим приводом, отличающееся тем, что, с целью расширения области применения и повышения производительности, створки индуктора выполнены с внутренним пазом, кольцевая коаксиальная обмотка размещена в пазу индуктора, при этом в пазу установлен термоэлектроизолирующий щиток для экранизации обмотки, а створки индуктора снабжены губками, на которых размещен многоконтактный штепсельный разъем для соединения контактов полувитков обмотки.
| Установка для высокочастотной стыковой сварки труб | 1961 |
|
SU143941A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
