С/)
со
СО СО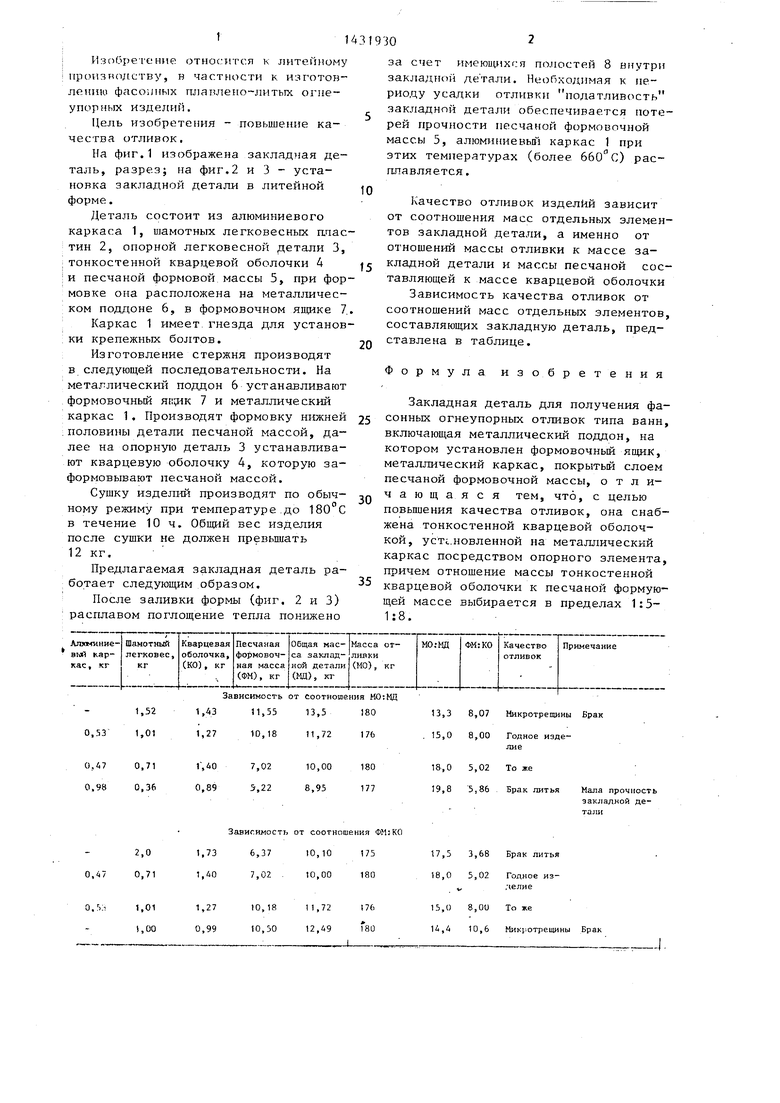
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ОБОГРЕВА ПРИБЫЛЕЙ СТАЛЬНЫХ И ЧУГУННЫХ ОТЛИВОК | 2008 |
|
RU2369461C1 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ОБОГРЕВА ПРИБЫЛЕЙ СТАЛЬНЫХ И ЧУГУННЫХ ОТЛИВОК | 2015 |
|
RU2601721C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ОБОГРЕВА ПРИБЫЛЕЙ СТАЛЬНЫХ И ЧУГУННЫХ ОТЛИВОК | 2008 |
|
RU2369462C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК, ФОРМОВОЧНЫЙ МАТЕРИАЛ И ЕГО ПРИМЕНЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2002 |
|
RU2291026C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ ПО ПОСТОЯННЫМ МОДЕЛЯМ | 1999 |
|
RU2157292C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ ИЗ СЫПУЧИХ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ ПО РАЗОВЫМ ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2512710C1 |
Изобретение относится к литейному производству, в частности к изготовлению фасонных плавлено-литых огнеупорных изделий. Целью изобретения является повьпиение качества отливок. Закладная деталь -для получения фасонных огнеупорных отливок состоит из металлического каркаса 1, жестко закрепленного в литейной форме и покрытого слоем песчаной формовочной массы 5. Верхняя часть закладной детали выполнена в виде тонкостенной кварцевой оболочки 4, опирающейся .на деталь 3 из шамотного легковеса, причем соотношение массы отливки и общей массы закладной детали определено в пределах (1:15) - 
Фив.1
Изобретение относится к литейному 11роизги1дству, в частности к изготовлению фасонных плаплеио-литых огнеупорных изделий.
Цель изобретения - повышение качества отливок.
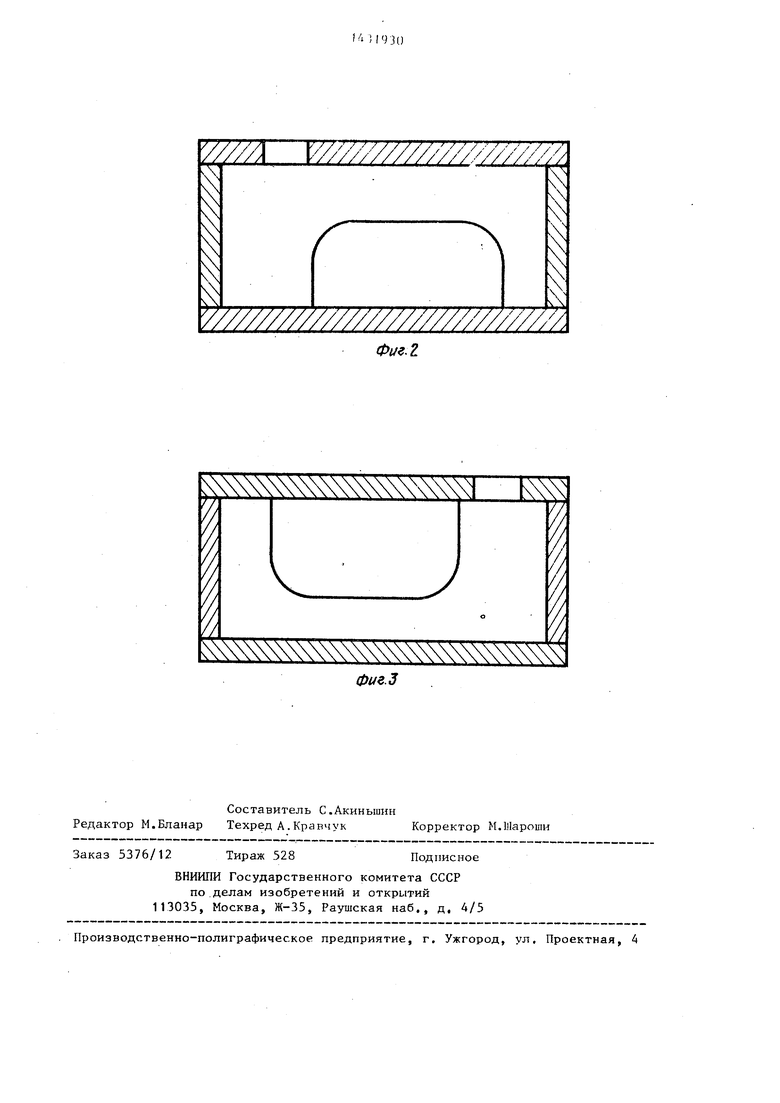
На фиг.1 изображена закладная деталь, разрез; на фиг.2 и 3 - установка закладной детали в литейной форме.
Деталь состоит из алюминиевого каркаса 1, шамотных легковесных ппас- тин 2, опорной легковесной детали 3, ;тонкостенной кварцевой оболочки 4 :и песчаной формовой массы 5, при формовке она расположена на металлическом поддоне 6, в формовочном ящике 7,. Каркас 1 имеет гнезда для установ- ; ки крепежных болтов.
Изготовление стержня производят в следующей последовательности. На металлический поддон 6 устанавливают формовочньш 7 и металлический каркас 1. Производят формовку нижней ;половины детали песчаной массой, далее на опорную деталь 3 устанавливают кварцевую оболочку 4, которую за- формовывают песчаной массой.
Сушку изделда производят по обычному режиму при температуре.до в течение 10 ч. Общий вес изделия после сушки не должен превьшать 12 кг.
Предлагаемая закладная деталь ра- ботает следующим образом.
После заливки формы (фиг. 2 и 3) ; расплавом поглощение тепла понижено
0.71 0,36
1,40 0,89
7,02 5.22
10,00 8,95
Зависимость от соотношения ФМ;КС
1,73 1,йО
1,27 0,99
6,37 7,02
10, 18 10,50
10,10 10,00
11,72 12,Д9
5
0
5
0
5
за счет имеющихся полостей 8 внутри закладной де тали. Необходимая к периоду усадки отливки податливость закладной детали обеспечивается потерей прочности песчаной фс рмовочной массы 5, алюминиевый каркас 1 при этих температурах (более 660 С) расплавляется .
Качество отливок изделий зависит от соотношения масс отдельных элементов закладной детали, а именно от отношений массы отливки к массе закладной детали и массы песчаной составляющей к массе кварцевой оболочки
Зависимость качества отливок от соотношений масс отдельных элементов, составляющих закладную деталь, представлена в таблице.
Формула изобретения
Закладная деталь для получения фасонных огнеупорных отливок типа ванн, включающая металлический поддон, на котором установлен формовочный ящик, металлический каркас, покрытый слоем песчаной формовочной массы, о т л и- чающаяся тем, что, с целью повышения качества отливок, она снабжена тонкостенной кварцевой оболочкой, уст.новленной на металлический каркас посредством опорного злемента, причем отношение массы тонкостенной кварцевой оболочки к песчаной формующей массе выбирается в пределах 1:5 1:8.
18,0 5,02 То же 19,8 5,86 . Брак литья
Мала прочность эакладяой детали
17,5 3,68Брак литья
18,0 3,02Годное из4,делие
15,0 8,00То же
ТД, 10,6Мик -.отрещины Брак
////А V///////////////777777//.
Составитель С.Акиньшнн Редактор М.Бланар Техред А.Кравчук Корректор М.Ыарошн
Заказ 5376/12
Тираж 528
ВНИИГ1И Государственного комитета СССР
по.делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.г
фиг.З
Подписное
| Напорный водовод | 1988 |
|
SU1583532A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
