(f}us.2
СО
со ел
Од Oi
Изобретение относится к обработке металлов давлением, а именно листовой штамповке, и может быть использовано при изготовлении полых изделий с отверстием в донной части, в частности сепараторов конических роликоподшипников.
Целью изобретения является расширение технологических возможностей, в частности обеспечение возможности применения способа на многопозиционных прессах-автоматах при непрерывном цикле изготовления полых деталей.
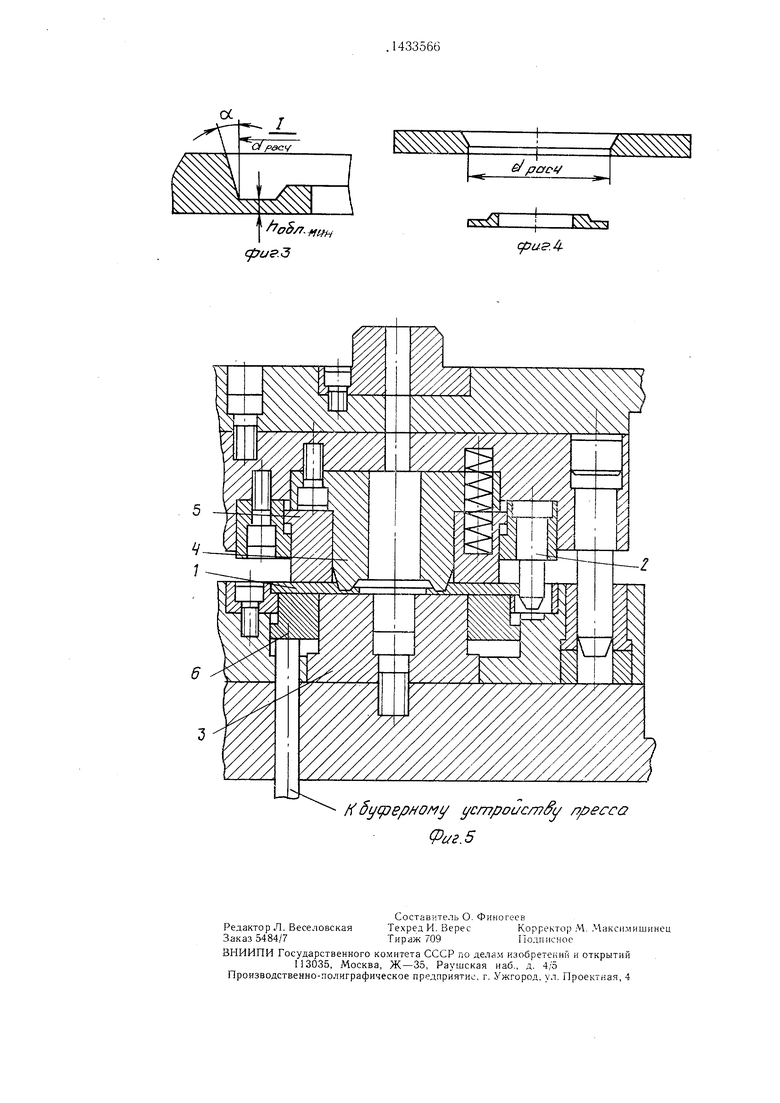
На фиг. 1 изображена пробивка предварительного отверстия; на фиг. 2 - осадка прикромочной зоны; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - удаление осаженной зоны; на фиг. 5 - штамп для осадки прикромочной зоны.
Способ осуществляется следующим образом.
В листовой заготовке 1 пробивают отверстия а, а затем прикромочпую зону оса- ж.ивают и вытесняют облой б внутрь отверстия а, который затем удаляют.
Пример. Выполнение операций зачистки и отбортовки при изготовлении чашечного полуфабриката сепаратора к подшипнику на 8-позиционном прессе А6136А усилием 4000кН. Из исходной ленты из стали 08кП шириной 185 мм и толщиной 3 мм производят вырубку диска диаметром 179 мм и затем в нем производят пробивку предварительного отверстия диаметром прс.ч 75 мм (фиг. 1). Далее осаживают при- кромочную зону наружным диаметром (фиг. 2) расч 80 мм, равным расчетному диаметру отверстия под отбортовку. Металл при осадке вытесняют в кольцевой облой- ный поясок внутрь предварительно пробитого отверстия; при этом минимальную высоту (толщину) облойного пояска получают равной /гобл мнм 0,8 мм (фиг. 2 и 3), что соответствует рекомендуемому номинальному значению высоты облоя при холодной штамповке на пресс-автоматах. Кроме того, боковой поверхности по наружному диаметру (й(раст- 80 мм) осаженной зоны придают незначительную конусность с углом 5°, что позволяет сохранить гладкой боковую поверхность отверстия после удаления осаженной зоны.
Осадку прикромочной зоны производят в штампе, изображенном на фиг. 5. Кольце5
0
5
0
5
0
5
вая заготовка 1, переданная грейферным устройством пресса на позицию осадки по мере смыкания штампа, центрируется колонками 2 относительно матрицы 3 и пуансона 4. Осадка производится пуансоном 4 до достижения минимальной толш,ины облоя (0,8 мм). Избыток металла затекает в полость, имеющуюся в пуансоне 4. Для предотвращения осевого коробления производят зажим кольцевой заготовки от буферного устройства пресса между съемнико.м 5 и прижимом 6.
На фиг. 4 показано удаление осаженной зоны путем пробивки отверстия в размер расчетного диаметра 80 мм, причем отход в виде тонкостенного кольца легко удаляется в провал. Поскольку в данном случае пробивку производят по контуру толщиной /Ь)бл мин 0,8 мм, протяженность участка скола составит всего 0,ЗЗхО,8«0,26 мм, в то время как после предварительной пробивки она равна 0,ЗЗхЗ«:;1 мм. Отбортовку производят до диаметра а птб 105 мм с коэффициентом отбортовки /(огб-: 0,76 в направлении, обратном направлению пробивки, для того, чтобы остаточная зона, скола оказалась прилегающей к внутренней менее растянутой кромке отбортованного отверстия. На последующих позициях окончательно формируют чашечный полуфабрикат сепаратора.
Экономический эффект от использования предлагаемого изобретения будет получен за счет экономии металла при изготовлении на многопозиционных прессах из листовых заготовок полых изделий типа чашки с отверстием в донной части, так как возможность применения операции зачистки позволит производить перефор.мовку листовой заготовки в полое изделие со значительно большей степенью отбортовки.
Формула изобретения
Способ зачистки отверстий под отбортовку, включающий пробивку предварительного отверстия и его зачистку удалением припуска по прикромочной зоне, отличающийся тем, что, с целью расширения технологических возможностей, прикромочную зону предварительного отверстия перед удалением припуска осаживают с выведением ее в облой внутрь отверстия.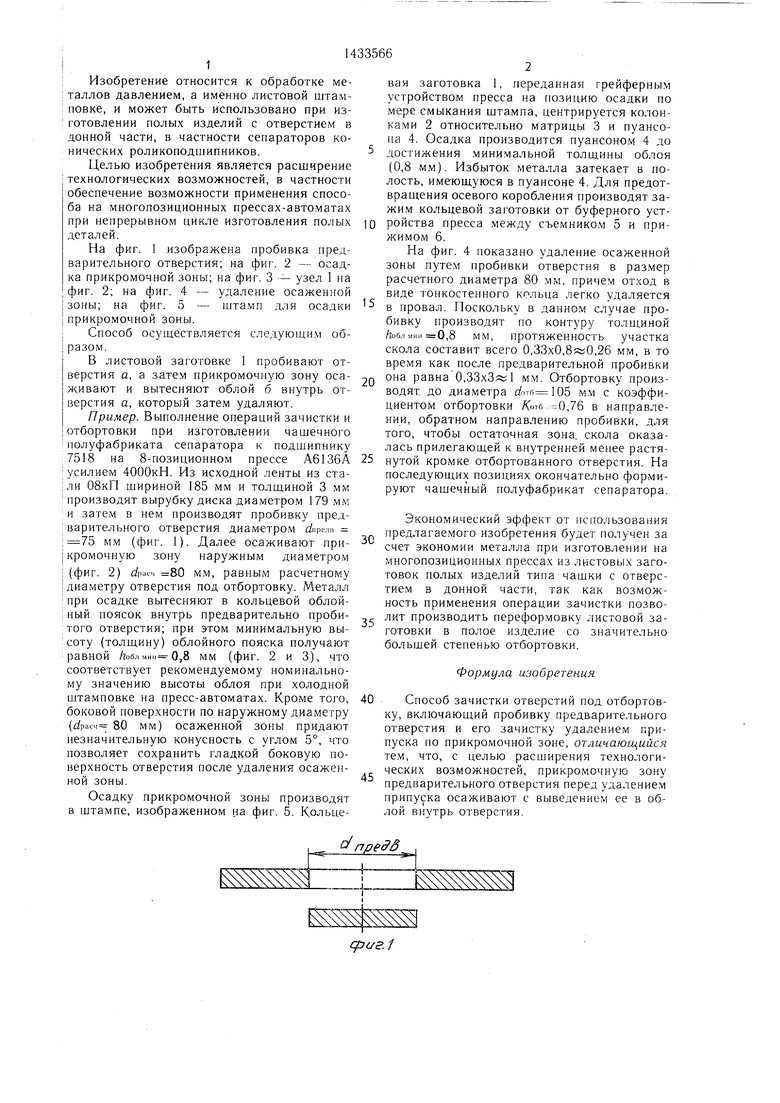
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЧИСТКИ ОТВЕРСТИЙ В ТВЕРДОМ МАТЕРИАЛЕ | 1994 |
|
RU2054342C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ФАСКОЙ | 1995 |
|
RU2080950C1 |
| МЕТАЛЛИЧЕСКИЙ ШТАМПОВАННЫЙ СЕПАРАТОР КОНИЧЕСКОГО РОЛИКОПОДШИПНИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2087766C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых изделий с отверстием в донной части. Цель - расширение технологических возможностей операции зачистки отверстий под отбортовку в листовых заготовках. Зачистку отверстий а в листовых заготовках 1 на многопозиционных прессах-автоматах производят путем осадки прикромочной зоны отверстия с выведением облоя б внутрь отверстия а и по- следуюш.им удалением. При этом значительно уменьшается толшина скола в отбортованном отверстии без стружкообразования. 5 ил.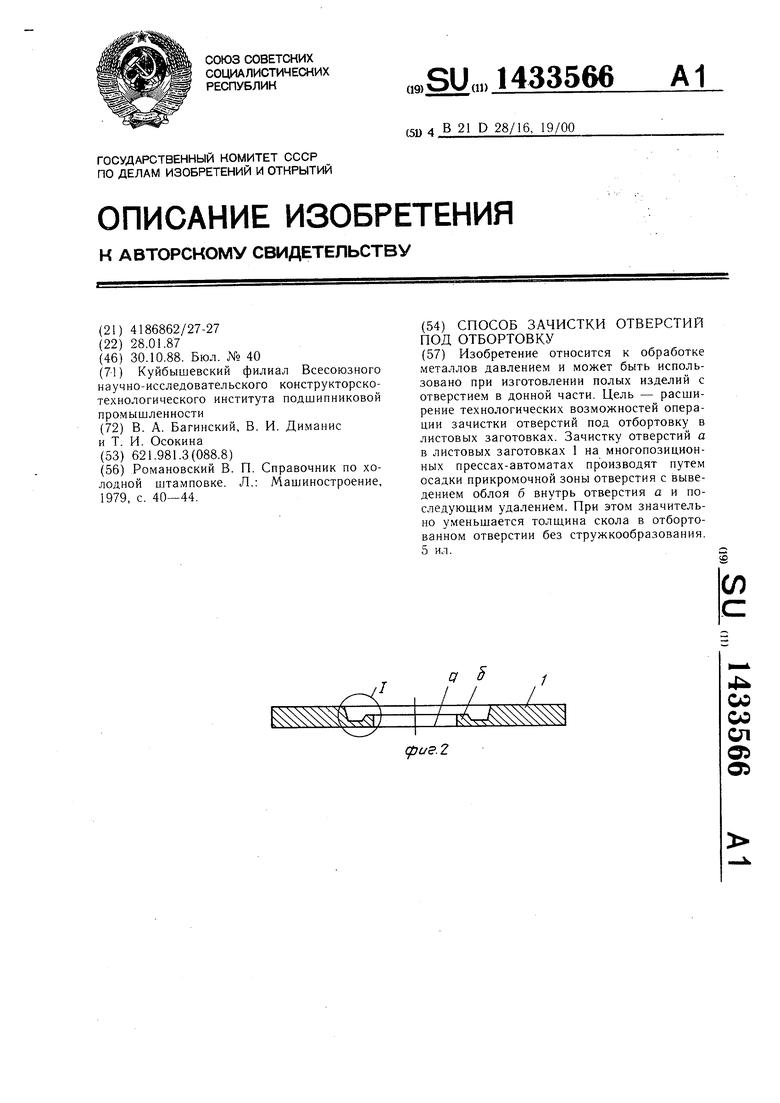
1 предд
ср(/г.1
сригЛ
f{ будзер о/ 1/ устроас/7 у л/уессо (Риг.5
| Романовский В | |||
| П | |||
| Справочник по холодной штамповке | |||
| Л.: Машиностроение, 1979, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
