Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении штампованных полых поковок с боковым отростком, например наконечников для штанг балансирных подвесок грузовых автомобилей и наконечников рулевых тяг. Изготовление поковок осуществляют в температурных режимах, соответствующих полугорячей и горячей объемной штамповке.
Известен способ изготовления полых поковок с отростком, включающий высадку головной части заготовки за два наборных перехода, формирование головной части в виде сферы, окончательную штамповку в открытом штампе, обрезку облоя и прошивку перемычки (Объемная штамповка. Атлас схем и типовых конструкций штампов: Уч. Пособие для машиностроительных вузов / В.А.Бабенко, В.В.Бойцов, Ю.П.Волик. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1982. - 104 с., ил. стр.75, рис.282).
Недостатком указанного способа является необходимость применения большого количества переходов и сложных по конструкции штампов.
Известен способ изготовления поковок наконечников, включающий осадку плашмя исходной заготовки, предназначенной для получения двух поковок, формирование полуфабриката в открытом штампе с вытеснением металла в облой, окончательную штамповку в открытом штампе, пробивку отверстия и обрезку облоя (Семендий В.И., Акаро И.Л., Волосов Н.Н. Прогрессивные технология, оборудование и автоматизация кузнечно-штамповочного производства КамАЗа. - М.: Машиностроение, 1989. - 304 с ил. стр.148-160, рис.75, 77).
Недостатком способа является большой расход металла, высокая энергоемкость процесса и низкая стойкость инструмента из-за высоких усилий деформации и интенсивного истечения большого объема металла в облой. Усилие деформации одновременно двух поковок выше, чем усилие деформации одной такой же поковки более чем в 2 раза. Приходится деформировать необходимую в таких случаях технологическую перемычку, соединяющие поковки. Приходится использовать оборудование значительно большей мощности. Например, усилие деформации одной поковки (по известной технологии) 8 МН. Можно использовать пресс номинальным усилием 10 МН. Усилие деформации двух поковок при их совместной штамповке 18 MH. Следующий в ряду пресс 16 МН применять нельзя. Следует использовать пресс 25 МН, который значительно дороже.
Поставлена задача разработать экономичный способ изготовления полых поковок с горизонтальным отростком, способ, позволяющий получать поковки с меньшим расходом металла и меньшими усилиями деформации.
Технический результат в способе изготовления полых поковок с горизонтальным отростком, включающем нагрев исходной заготовки, осадку, укладку плашмя, формирование полуфабриката с полостью и перемычкой, окончательную штамповку в открытом штампе с вытеснением внешнего облоя, удаление перемычки и облоя, достигается тем, что в процессе осадки в торец формируют заготовку с выпуклыми торцами, затем осаженную заготовку поворачивают и формируют полуфабрикат, преимущественно в одной половине штампа, раздачей и несимметричным, относительно вертикальной оси полости, выдавливанием металла вверх и в сторону отростка, при этом верхние торцовые поверхности оставляют свободными от контакта с инструментом.
Осадку заготовки осуществляют до высоты, большей диаметра осаженной заготовки.
Осадку заготовки осуществляют на фигурных вставках, поверхности которых соответствуют части боковой поверхности нижнего штампа полуфабриката.
Осадку заготовки осуществляют на вставках, по меньшей мере одна из которых имеет сферическую поверхность.
Формируют полуфабрикат с размерами в плане, не превышающими соответствующих размеров в плане окончательно отштампованной поковки.
Формируют полуфабрикат с перемычкой, симметричной относительно вертикальной оси полости.
Формируют полуфабрикат с перемычкой переменной толщины.
Толщину перемычки увеличивают в сторону отростка.
Формируют полуфабрикат с перемычкой окончательной толщины.
Полуфабрикат формируют в два перехода.
В процессе окончательной штамповки оставляют часть поверхности перемычки свободной от контакта с инструментом.
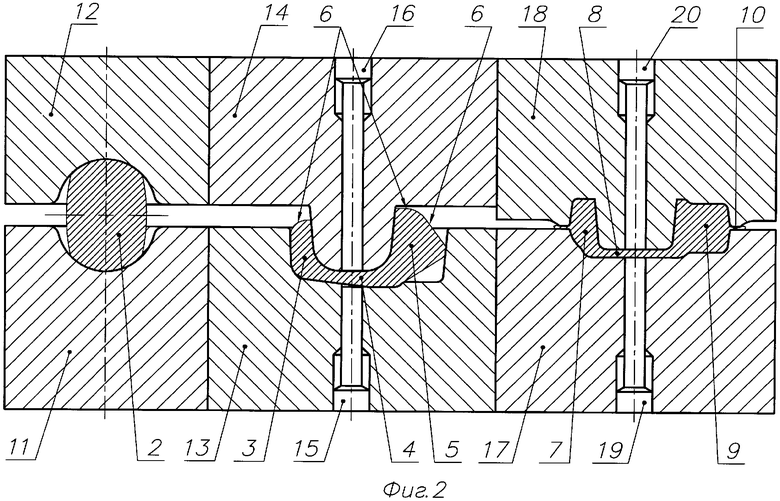
Формирование осаженной заготовки с выпуклыми торцами позволяет после ее поворота и укладки плашмя в нижний штамп второго перехода расположить часть металла в области отростка (см. фиг.1, контур осаженной заготовки). Таким образом, для формирования отростка путем выдавливания металла потребуются меньшие усилия и энергия. В этом случае перемещение части металла в область отростка осуществляется за счет профилирования заготовки на малонагруженной операции «Осадка», ее поворота и укладки.
Формирование полуфабриката преимущественно в одной половине штампа без облоя позволяет провести деформацию со свободными от контакта с инструментом поверхностями. Кроме этого, полуфабрикат получается без смещений по внешним боковым поверхностям, что благоприятно сказывается на его базировании в штампе следующего перехода.
Формирование полуфабриката раздачей (оформление полой части полуфабриката) и несимметричным, относительно вертикальной оси полости, выдавливанием металла вверх (увеличение высотных размеров полуфабриката) и в сторону отростка (перераспределение металла для оформления отростка) позволяет подготовить полуфабрикат для деформации в окончательном штампе таким образом, чтобы деформация в окончательном ручье проходила в большей степени за счет осаживания, а не выдавливания. В этом случае уменьшается необходимый (для заполнения штампа) подпор металла со стороны облоя и, следовательно, экономятся металл и энергия на проведение пластической деформации.
Формирование полуфабриката со свободными от контакта с инструментом торцовыми поверхностями позволяет значительно снизить усилие штамповки.
Поковка с отростком, по крайней мере, относительно одной оси несимметрична. Поэтому в процессе штамповочных операций следует перераспределить металл. Для большинства поковок целесообразно провести осадку до высоты, большей диаметра осаженной заготовки. В этом случае после ее поворота на 90 градусов и укладки в штамп следующего перехода больший объем металла будет расположен в области отростка.
Соответствие поверхностей фигурных вставок части боковой поверхности нижнего штампа полуфабриката позволяет надежно базировать осаженную заготовку.
Многие полые поковки с отростком имеют симметричную относительно вертикальной оси полость. В этом случае осадка на вставках, по меньшей мере одна из которых имеет сферическую поверхность, соответствующую части боковой поверхности нижнего штампа полуфабриката, обеспечивает высокоточное базирование.
Формирование полуфабриката с размерами в плане, не превышающими соответствующих размеров в плане окончательно отштампованной поковки, обеспечивает надежное базирование полуфабриката в окончательном ручье, что способствует снижению расхода металла.
В зависимости от конкретных размеров поковки возможны различные варианты формирования перемычки полуфабриката.
Инструмент для формирования полуфабриката с симметричной перемычкой наиболее прост в изготовлении.
Полуфабрикат с симметричной перемычкой окончательной толщины позволяет при окончательной штамповке часть поверхности перемычки оставить свободной. В этом случае появляется возможность вытеснять излишки металла в направлении перемычки. Это снижает усилие деформации и обеспечивает стабильную реализацию способа штамповки в производственных условиях.
При формировании перемычки переменной толщины возникает возможность увеличить смещение металла, находящегося под пуансоном в заданном направлении. Например, увеличивая толщину перемычки в сторону отростка, смещаемая в сторону отростка доля металла возрастет по сравнению с перемычкой равной толщины.
При сложных поковках с развитым отростком и(или) сложной по конфигурации головной частью полуфабрикат формируют в два перехода.
Сопоставительный анализ заявляемого технического решения с прототипом показывает, что заявляемый способ изготовления штампованных поковок отличается от прототипа.
В способе-прототипе осадку исходной заготовки для двух поковок проводят плашмя.
В предлагаемом способе осадку исходной заготовки для одной поковки проводят в торец.
В способе-прототипе осаженную заготовку не поворачивают.
В предлагаемом способе осаженную заготовку поворачивают.
В способе-прототипе полуфабрикат формируют осадкой и выдавливанием.
В предлагаемом способе полуфабрикат формируют раздачей и несимметричным, относительно вертикальной оси полости, выдавливанием металла вверх и в сторону отростка.
В способе-прототипе полуфабрикат формируют в штампе с вытеснением облоя.
В предлагаемом способе полуфабрикат формируют в штампе без образования облоя.
В способе-прототипе полуфабрикат формируют без наличия свободных поверхностей.
В предлагаемом способе формируют полуфабрикат и при этом верхние торцовые поверхности оставляют свободными от контакта с инструментом.
Эти отличительные признаки обеспечивают возможность получения из заготовок обычной точности высококачественных штампованных поковок с минимальными затратами на металл. При этом реализуется высокая стойкость инструмента.
Таким образом, данное техническое решение соответствует критерию "новизна".
Анализ авторских свидетельств, патентов и научно-технической информации не выявил использования новых существенных признаков предлагаемого изобретения по их функциональному назначению. Таким образом, предлагаемое техническое решение соответствует критерию "изобретательский уровень".
На фиг.1 представлены технологические переходы штамповки; на фиг.2 - конец процессов деформирования осаженной заготовки, полуфабриката и окончательно отштампованной поковки.
Способ изготовления штампованных поковок с отверстием реализуется следующим образом.
Штампованную поковку получают за несколько переходов, например за три, в ходе которых предварительно нагретую исходную заготовку 1, полученную из прутка, осаживают, получая заготовку 2, далее формируют полуфабрикат 3 с перемычкой 4 выступом под отросток 5 и свободными от контакта с инструментом поверхностями 6, затем, деформируя полуфабрикат 3, получают окончательно отштампованную поковку 7 с перемычкой 8, отростком 9 и облоем 10. Перемычку 8 и облой 10 удаляют одним из известных способов (Охрименко Я.М. Технология кузнечно-штамповочного производства. Учебник для вузов. Изд. 2-е, перераб. и доп. - М.: Машиностроение, 1976, 560 с., ил., стр.442-457).
Исходную заготовку 1, полученную из прутка, осаживают между вставками 11 и 12. Вставки имеют фасонные контактные поверхности. Для точного базирования осаженной заготовки в штампе следующего перехода эти поверхности соответствуют, по меньшей мере, части боковой поверхности нижнего штампа полуфабриката.
Полученную в первом переходе заготовку 2 поворачивают и укладывают плашмя в штамп второго перехода, который состоит из матрицы 13, пуансона 14 и выталкивателей 15 и 16. При движении ползуна пресса вниз пуансон 14 в матрице 13 деформирует осаженную заготовку 2, формируя полуфабрикат 3 с перемычкой 4 и выступом под отросток 5. При этом поверхности 6 остаются свободными от контакта с инструментом. Полуфабрикат с перемычкой извлекают из матрицы 13 выталкивателем 15 или отделяют от пуансона выталкивателем 16. Полученный полуфабрикат перекладывают в штамп третьего перехода, состоящий из матрицы 17, пуансона 18, выталкивателей 19 и 20. При движении ползуна пресса вниз пуансон 18 деформирует полуфабрикат 3 в матрице 17. В результате получается окончательно отштампованная поковка 7 с перемычкой 8, отростком 9 и облоем 10. После завершения процесса деформации ползун пресса поднимают вверх, поковку 7 удаляют из матрицы 17 выталкивателями 19 или отделяют от пуансона выталкивателем 20. Обрезку облоя и пробивку отверстия осуществляют одним из известных способов (см., например, Брюханов А.Н. Ковка и объемная штамповка. - М.: Машиностроение, 1975, 408 с. с ил., с.349-364).
Пример конкретного выполнения штампованной поковки наконечника из стали 30 ГОСТ 1050-88
Исходную заготовку диаметром 70 мм и высотой 113 мм нагревают в индукционном нагревателе до ковочной температуры, подают в штамп горячештамповочного пресса 16 МН на первую позицию штамповки, осаживают до получения бочки со сферическими торцами высотой 100 мм и диаметром 82 мм. Осаженную заготовку поворачивают на 90 градусов, перекладывают в следующий ручей и формируют полуфабрикат с перемычкой и выступом под отросток. Полученный полуфабрикат имеет размеры в плане на 0,4...0,5 мм меньше, чем окончательно отштампованная поковка. Верхние торцовые поверхности свободны от контакта с инструментом и имеют переменную высоту не ниже 60 мм при высоте окончательно отштампованной поковки, равной 57,9 мм. Далее полуфабрикат деформируют в штампе для окончательной штамповки с вытеснением избыточного объема металла в облой толщиной 3 мм. Обрезку облоя и пробивку перемычки производят на обрезном прессе за один ход ползуна в штампе совмещенного действия.
Штамповка с пресса 25 МН может быть переведена на пресс 16 МН.
По сравнению с прототипом предлагаемый способ изготовления штампованных поковок более экономичен. Необходимые усилия деформации ниже, в связи с чем стало возможным использовать пресс меньшей мощности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2002 |
|
RU2255831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА ПОВОРОТНЫХ КУЛАКОВ | 2004 |
|
RU2273541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ВЫДАВЛИВАНИЕМ | 2001 |
|
RU2205722C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении штампованных полых поковок с боковым отростком, например наконечников для штанг балансирных подвесок грузовых автомобилей и наконечников рулевых тяг. Осуществляют осадку в торец исходной заготовки с формированием заготовки с выпуклыми торцами. Затем осаженную заготовку поворачивают, укладывают плашмя и формируют полуфабрикат с полостью и перемычкой. Формирование ведут преимущественно в одной половине штампа раздачей и несимметричным относительно вертикальной оси полости полуфабриката выдавливанием металла вверх и в сторону отростка. При этом верхние торцовые поверхности полуфабриката оставляют свободными от контакта с инструментом. Далее осуществляют окончательную штамповку полуфабриката в открытом штампе с вытеснением внешнего облоя, удаление перемычки и облоя. В результате обеспечивается повышение экономичности. 10 з.п. ф-лы, 2 ил.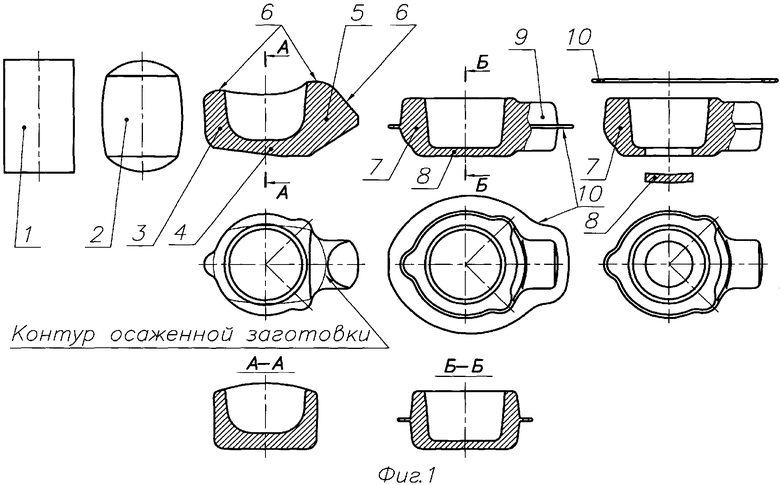
| СЕМЕНДИЙ В.И., АКАРО И.Л., ВОЛОСОВ Н.Н | |||
| Прогрессивные технология, оборудование и автоматизация кузнечно-штамповочного производства КамАЗа | |||
| - М.: Машиностроение, 1989, с.148-160, рис.75, 77 | |||
| Способ изготовления поковок с отростками | 1986 |
|
SU1355347A1 |
| Способ изготовления деталей с отростками | 1990 |
|
SU1759519A1 |
| Пуансон для объемной штамповки | 1987 |
|
SU1430173A1 |
| Вентильный электродвигатель | 1985 |
|
SU1336186A1 |

