Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении штампованных поковок с центральным отверстием, например, шестерен с венечной и ступичной частями, шестерен с венечной и фланцевой частями, шестерен с совмещенными венечной и ступичной частями, а также поковок типа колец. Получение поковок осуществляют в температурных режимах, соответствующих полугорячей и горячей объемной штамповке. Наиболее сложными являются поковки с венечной и ступичной частями. Они содержат, по меньшей мере, два выступающих по высоте участка.
Известен способ получения кольцевых поковок, включающий нагрев, предварительную объемную штамповку кольцевого полуфабриката с перемычкой в торцевой области путем осадки нагретой заготовки с наметкой отверстия, окончательную штамповку с вытеснением избытком металла перемычки за пределы поковки, удаление перемычки (SU 1671394, 23.11.1991, B 21 J 5/02).
Способ имеет ограниченные технические возможности. Он применим только для кольцевых поковок простой конфигурации с тонкими стенками, когда избыток металла находящийся в области внешнего диаметра можно вытеснить в перемычку без образования торцевого заусенца по внешнему контуру. Кроме того, осадка с наметкой отверстия всегда дает несимметричный полуфабрикат, что приводит при окончательной штамповке к незаполнению углов штампа с одной стороны и вытеканию недопустимо высокого торцевого заусенца - с другой. Способ чувствителен к износу инструмента и колебаниям объема исходной заготовки.
Таким способом невозможно получить поковки колец с толстыми стенками и тем более поковки типа шестерен с венечными частями. Избыток металла в удаленной от перемычки венечной части при окончательной штамповке по этому способу необходимо перемещать в сторону перемычки через все тело поковки. В результате резко повышаются напряжения, металл несанкционированно затекает в зазор между верхним и нижним штампом по внешнему контуру. Образуется торцевой заусенец, ведущий к износу инструмента, залипанию и заклиниванию верхнего и нижнего штампов. Упрощение конфигурации поковки за счет напусков, с целью применить способ, ведет к значительному перерасходу металла. Способ не нашел практического применения.
Известен способ изготовления штампованных поковок с отверстием, включающий нагрев исходной заготовки, осадку, формирование в открытом штампе полуфабриката с перемычкой, отстоящей от торцов внутренней части, и внешним облоем, окончательную штамповку в открытом штампе с деформацией всего объема поковки, обрезку облоя и пробивку отверстия (Семендий В.И., Акаро И.Л., Волосов Н.Н. Прогрессивные технология, оборудование и автоматизация кузнечно-штамповочного производства КамАЗа. - М.: Машиностроение, 1989, 304 с. ил. стр.40-41, рис. 24).
Недостатком способа является большой расход металла, высокая энергоемкость процесса и низкая стойкость инструмента из-за высоких усилий деформации.
Поставлена задача разработать экономичный способ изготовления штампованных поковок с центральным отверстием, способ, позволяющий получать поковки с меньшим расходом металла и меньшими усилиями.
Технический результат в способе изготовления штампованных поковок с центральным отверстием, включающем нагрев исходной заготовки, осадку, формирование полуфабриката, окончательную штамповку в открытом штампе с вытеснением внешнего облоя, пробивку отверстия и обрезку облоя, достигается тем, что формируют полуфабрикат с перемычкой в области одного из торцов внутренней части в штампе без образования облоя, при этом часть торцовой поверхности оставляют свободной от контакта с инструментом, окончательную штамповку проводят преимущественно в одной половине открытого штампа с возможностью вытеснения внутреннего облоя.
Осадку заготовки осуществляют на вставках с плоской контактной поверхностью.
Осадку заготовки осуществляют в кольце.
Осадку заготовки осуществляют до высоты меньше высоты окончательно отштампованной поковки и диаметра 0,95-1,00 максимального диаметра полуфабриката.
Осадку заготовки осуществляют на вставках с фасонной контактной поверхностью.
Осадку заготовки осуществляют в шар.
Полуфабрикат формируют в открытом штампе.
Полуфабрикат формируют в закрытом штампе.
Полуфабрикат формируют в два перехода.
Полуфабрикат формируют со свободной поверхностью, расположенной в области внешнего торца.
Полуфабрикат формируют со свободной поверхностью, расположенной в области внутреннего торца.
Полуфабрикат формируют со свободной поверхностью, расположенной в области выступающей по высоте части полуфабриката.
Полуфабрикат формируют с двумя свободными поверхностями, расположенными в областях выступающих по высоте частей полуфабриката. Формируют полуфабрикат с перемычкой окончательной толщины. Полуфабрикат формируют преимущественно в одной половине штампа. Перекладывают полуфабрикат в окончательный ручей с переворотом. Перекладывают полуфабрикат в окончательный ручей без переворота. Окончательную штамповку проводят с по меньшей мере частью свободной поверхности на перемычке.
Окончательную штамповку проводят с вытеснением внутреннего облоя и перемычки.
Окончательную штамповку проводят без вытеснения внутреннего облоя и перемычки.
Формирование полуфабриката с перемычкой в области одного из торцов внутренней части дает возможность при окончательной штамповке вытеснить внутренний облой с перемычкой, не воздействуя непосредственно на перемычку инструментом. Площадь контакта с инструментом уменьшается. Это снижает усилие штамповки.
Формирование полуфабриката с перемычкой без образования облоя при наличии части свободной торцовой поверхности (области свободного течения металла) позволяет значительно снизить контактные напряжения по сравнению с формированием полуфабриката в штампе с вытеснением облоя и отсутствием свободных поверхностей. Кроме того, на стадии формирования полуфабриката нет отхода (облоя), что снижает расход металла.
Проведение окончательной штамповки преимущественно в одной половине штампа означает, что большая часть боковых поверхностей, а в лучшем случае вся боковая поверхность поковки формируется в одной половине штампа для окончательной штамповки. Это позволяет получить более точную поковку (отсутствуют смещения в горизонтальной плоскости).
Проведение окончательной штамповки с возможностью вытеснения внутреннего облоя снижает усилие штамповки. Появляется возможность вытеснять излишки металла в направлении внутреннего и внешнего облоя. В случае идеального профилирования части полуфабриката, примыкающей к перемычке, и удачного сочетания технологических параметров процесса деформации, от которых зависит течение металла, возможен случай отсутствия течения металла во внутренний облой, но возможность течения металла во внутренний облой сохраняют. Всегда применяют открытый штамп для вытеснения внешнего и внутреннего облоя. Это снижает усилие деформации и обеспечивает стабильную реализацию способа штамповки в производственных условиях. В подавляющем большинстве случаев внутренний облой вытесняют. Количество вытесненного металла зависит от объема исходной заготовки, предварительного профилирования полуфабриката, температуры штампа, температуры заготовки, применяемой смазки, равномерности и количества ее нанесения на штамп, степени износа инструмента, состояния оборудования и др.
При базировании осаженной заготовки по боковой поверхности бочки осадку проводят на вставках с плоской контактной поверхностью.
Для повышения симметричности осаженной заготовки осадку проводят в кольце. В результате повышается симметричность полуфабриката и, как следствие, экономится металл.
При изготовлении поковок с примерно равными по высоте венечными и ступичными частями осадку заготовки осуществляют до высоты меньше высоты окончательно отштампованной поковки и диаметра 0,95-1,00 максимального диаметра полуфабриката. Такая осадка позволяет, во-первых, надежно базировать осаженную заготовку в ручье штампа для полуфабриката по бочке и, во-вторых, при формировании у полуфабриката венечных и ступичных частей по меньшей мере часть поверхности оставить свободной. Для более эффективной реализации способа оставляют как можно больше свободных поверхностей.
Такую же осадку применяют, например, при изготовлении поковок шестерен с совмещенной венечной и ступичной частями и поковок типа колец.
При необходимости выполнения базирования осаженной заготовки по соответствующему элементу штампа для формирования полуфабриката осадку исходной заготовки осуществляют на вставках с фасонной контактной поверхностью.
При изготовлении поковок типа шестерен с большим центральным отверстием и шестерен с венечной с фланцевой частями могут применять осадку заготовки в шар. Шар легко базируется по углублению.
В общем случае форма и размеры осаженной заготовки зависят от геометрии поковки, которая в свою очередь определяет форму и размеры полуфабриката. Важно получить осесимметричную заготовку после осадки и надежно базировать ее в штампе полуфабриката.
В зависимости от конфигурации и сложности поковки формирование полуфабриката осуществляют в открытом (более простые поковки) или закрытом штампах. В любом случае часть торцовой поверхности оставляют свободной.
При сложных поковках с разновеликими по высоте выступающими элементами полуфабрикат формируют в два перехода.
Возможны различные варианты реализации формирования полуфабриката с наличием свободной поверхности на части торцовой поверхности. Свободные поверхности формируют на внешней (венечной) части сверху и (или) снизу, на внутренней (ступичной) части сверху и (или) снизу, на внешней и внутренней частях сверху и (или) снизу. В этих случаях формирование внешнего и внутреннего утолщения происходит за счет свободного истечения металла в сторону свободной поверхности. В любом случае наличие свободной поверхности снижает усилие деформации. Выбор конкретной схемы зависит от соотношения размеров поковки.
Возможны варианты конфигурации поковок с выступающими по высоте частями одной и более. В этом случае формируют полуфабрикат с одной и (или) двумя свободными поверхностями, расположенными в области выступов.
Возможен случай формирования полуфабриката с перемычкой окончательной толщины. В других случаях перемычка за счет течения металла деформируется, в частности, изгибается и толщина может измениться.
Формирование полуфабриката преимущественно в одной половине штампа позволяет на стадии предварительной штамповки получать более симметричный полуфабрикат. Это лучший вариант реализации техпроцесса. В отдельных случаях конфигурации поковок он может быть не достижим.
В зависимости от принимаемой схемы процесса полуфабрикат при перекладке в окончательный ручей переворачивают или нет. Переворот целесообразен при формировании перемычки полуфабриката у нижнего торца ступичной части и вытеснении внутреннего облоя при окончательной штамповке вверх.
Наличие по меньшей мере части свободной поверхности на перемычке предполагает отсутствие контакта с инструментом по свободным поверхностям, что снижает площадь контактной поверхности и усилие деформации.
В большинстве случаев реализации способа окончательную штамповку осуществляют с полностью свободной поверхностью перемычки. Наличие части свободной поверхности относится к варианту выталкивания поковки посредством воздействия толкателя в перемычку. Однако такое воздействие носит локальный характер и практически не влияет на усилие деформации.
В большинстве случаев реализации способа металл, вытесняемый во внутренний облой, воздействует на перемычку и вытесняет ее за пределы торца поковки.
Возможен случай отсутствия заметного течения металла во внутренний облой.
Сопоставительный анализ заявляемого технического решения с прототипом показывает, что заявляемый способ изготовления штампованных поковок отличается от прототипа.
В способе прототипе полуфабрикат формируют с перемычкой, отстоящей от торцов ступичной части.
В предлагаемом способе полуфабрикат формируют с перемычкой в области одного из торцов ступичной части.
В способе прототипе полуфабрикат формируют в открытом штампе с вытеснением облоя.
В предлагаемом способе полуфабрикат формируют в штампе без образования облоя.
В способе прототипе формируют полуфабрикат без наличия свободных поверхностей.
В предлагаемом способе формируют полуфабрикат и во время этого часть торцовой поверхности остается свободной.
В способе прототипе окончательную штамповку проводят в двух половинах штампа.
В предлагаемом способе окончательную штамповку проводят преимущественно в одной половине штампа.
В способе прототипе окончательную штамповку проводят с деформацией всего объема поковки.
В предлагаемом способе окончательную штамповку проводят с вытеснением внутреннего облоя.
В этом случае на деформацию перемычки энергия не затрачивается.
Эти отличительные признаки обеспечивают возможность получения из заготовок обычной точности высококачественных штампованных поковок с минимальными затратами на металл. При этом реализуется высокая стойкость инструмента.
Таким образом, данное техническое решение соответствует критерию "новизна".
Анализ авторских свидетельств, патентов и научно-технической информации не выявил использования новых существенных признаков предлагаемого изобретения по их функциональному назначению. Таким образом, предлагаемое техническое решение соответствует критерию "изобретательский уровень".
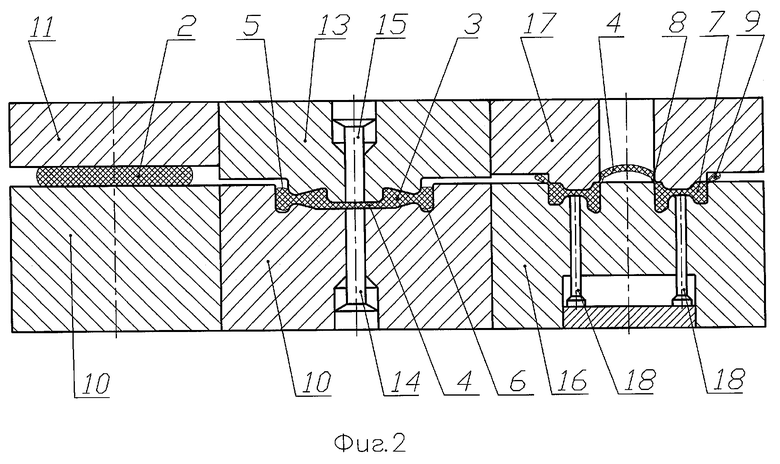
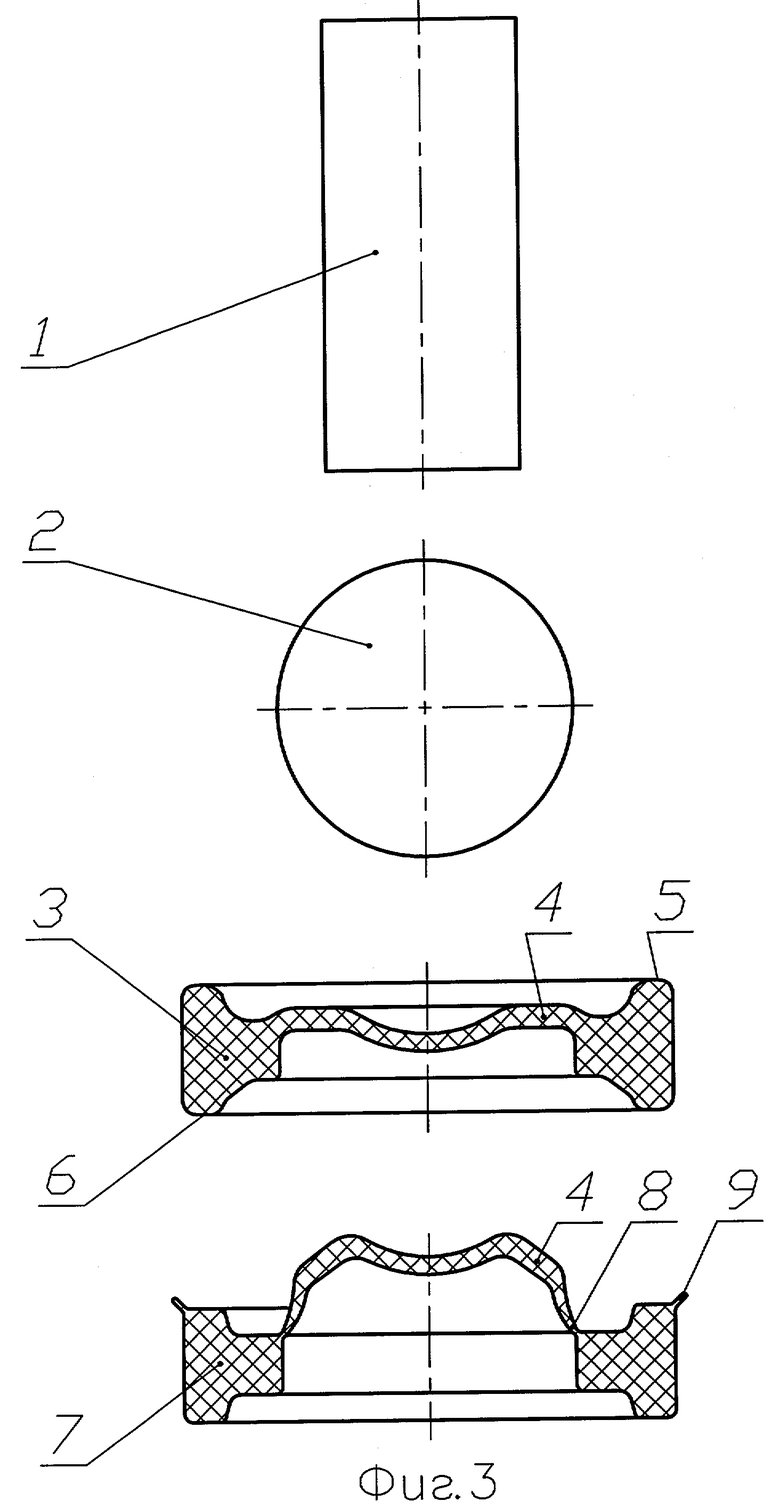
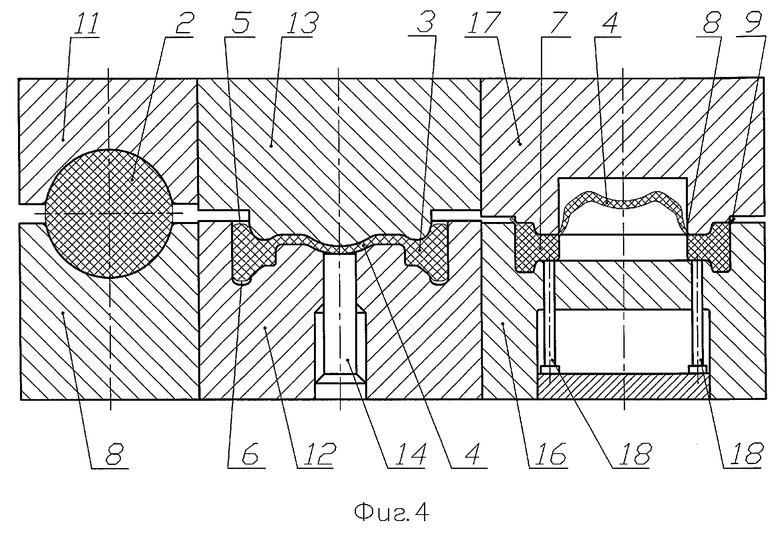
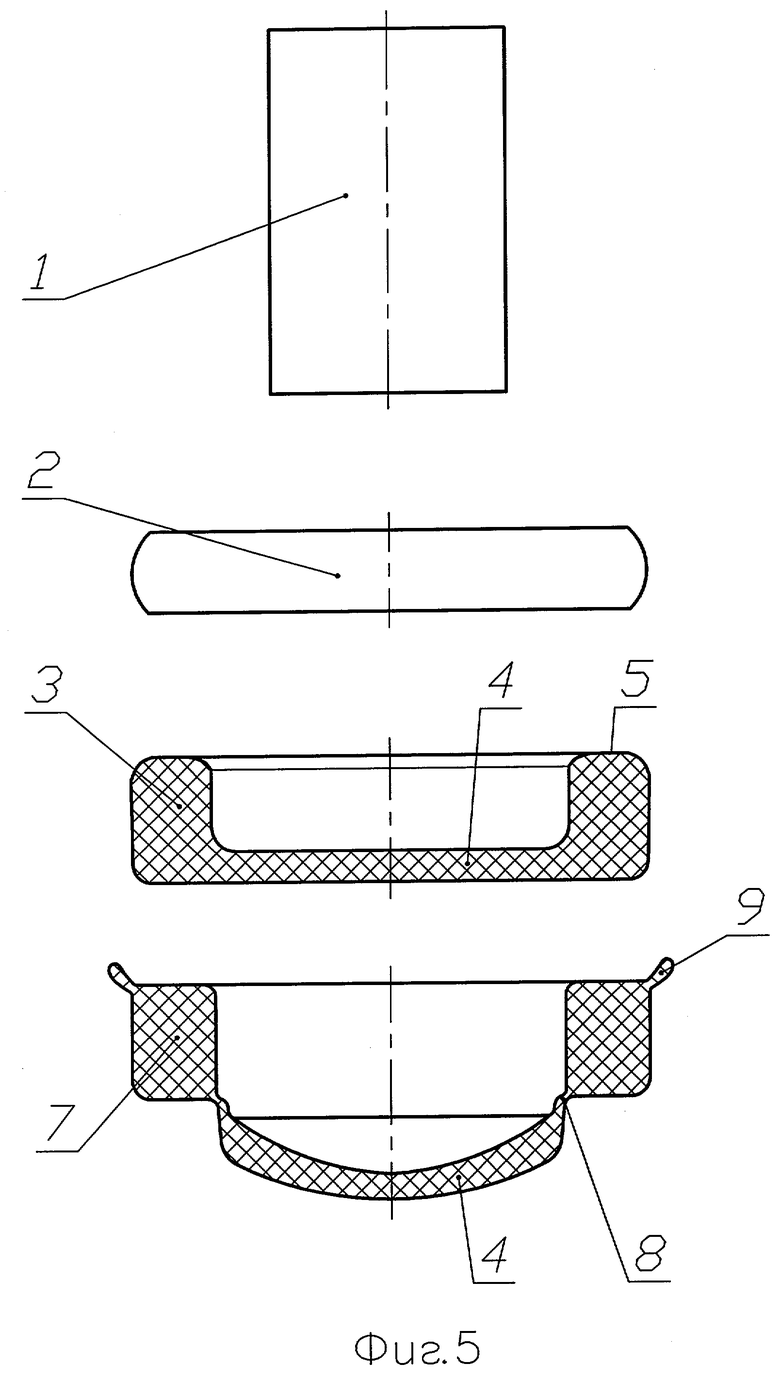
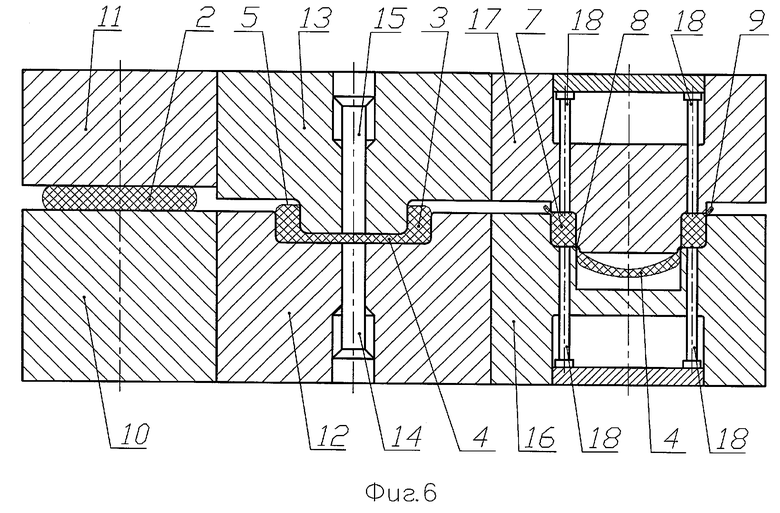
На фиг.1 представлены технологические переходы штамповки; на фиг.2 - конец процессов деформирования осаженной заготовки, полуфабриката и окончательно отштампованной поковки; на фиг.3-6 приведены примеры использования способа для различных конфигураций поковок (на фиг.3 и 4 - получение поковок шестерен с венечной и фланцевой частями, на фиг.5 и 6 - поковок с совмещенными венечной и ступичной частями).
Способ изготовления штампованных поковок с отверстием реализуется следующим образом.
Штампованную поковку получают за несколько переходов, например за три, в ходе которых предварительно нагретую исходную заготовку 1, полученную из прутка, осаживают, получая заготовку 2, далее формируют полуфабрикат 3 с перемычкой 4 и свободными поверхностями 5 и 6, затем деформируя полуфабрикат получают окончательно отштампованную поковку 7 с перемычкой 4, внутренним облоем 8 и внешним облоем 9.
Исходную заготовку 1, полученную из прутка, осаживают между вставками 10 и 11. Вставки могут иметь плоские или фасонные контактные поверхности. В частном случае, для получения строго определенной боковой поверхности после осадки осадку проводят в кольце.
Полученную в первом переходе заготовку 2 передают в штамп второго перехода, который состоит из матрицы 12, пуансона 13 и выталкивателей 14 и 15. Осаженную заготовку 2, устанавливают в полость матрицы 12. При движении ползуна пресса вниз пуансон 13 в матрице 12 деформирует осаженную заготовку 2 формируя полуфабрикат 3 с перемычкой 4 и свободными поверхностями 5 и 6. Полуфабрикат с перемычкой извлекают из матрицы 12 выталкивателем 14 или отделяют от пуансона выталкивателем 15. Полученный полуфабрикат перекладывают с переворотом в штамп третьего перехода, состоящий из матрицы 16, полого пуансона 17, выталкивателя 18. При движении ползуна пресса вниз пуансон 17 деформирует полуфабрикат 3 в матрице 16. В результате получается окончательно отштампованная поковка 7 с перемычкой 4 внутренним облоем 8 и внешним облоем 9. После завершения процесса деформации ползун пресса поднимают вверх, поковку 7 удаляют из матрицы 16 выталкивателями 18. Обрезку облоя и пробивку отверстия осуществляют на обрезном прессе одним из известных способов, например, Брюханов А.Н. Ковка и объемная штамповка. М.: Машиностроение, 1975, 408 с. с ил., с.349-364.
Пример конкретного выполнения штампованной поковки шестерни из стали 15ХГН2ТА ГОСТ 4543-71.
Исходную заготовку диаметром 110 мм и высотой 130 мм нагревают в индукционном нагревателе до ковочной температуры, подают в штамп горячештамповочного пресса 40000 кН на первую позицию штамповки, осаживают до получения бочки высотой 29 мм диаметром 254 мм. Осаженную заготовку перекладывают в следующий ручей и формируют полуфабрикат с наибольшим размером в плане диаметром 254,5 мм, высотой 45 мм и перемычкой толщиной 10 мм. При этом торцовые поверхности венечной части полуфабриката сверху и снизу остаются свободными. Полученный полуфабрикат с перемычкой перекладывают с переворотом в окончательный ручей, штампуют поковку в открытом ручье с вытеснением внешнего облоя и внутреннего облоя с перемычкой. Обрезку облоя и пробивку перемычки производят в штампе совмещенного действия на кривошипном прессе 4000 кН.
По сравнению с прототипом предлагаемый способ изготовления штампованных поковок более экономичен. Необходимые усилия деформации ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2002 |
|
RU2217262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2002 |
|
RU2255831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении штампованных поковок с центральным отверстием. Нагретую исходную заготовку осаживают, после чего производят формирование полуфабриката. Полуфабрикат формируют с перемычкой в области одного из торцов внутренней части в штампе без образования облоя. При этом часть торцовой поверхности оставляют свободной от контакта с инструментом. Затем проводят окончательную штамповку преимущественно в одной половине открытого штампа с вытеснением внешнего облоя и возможностью вытеснения внутреннего облоя, после чего удаляют перемычку и обрезают облой. В результате обеспечивается уменьшение расхода металла и снижение энергоемкости процесса. 19 з.п. ф-лы, 6 ил.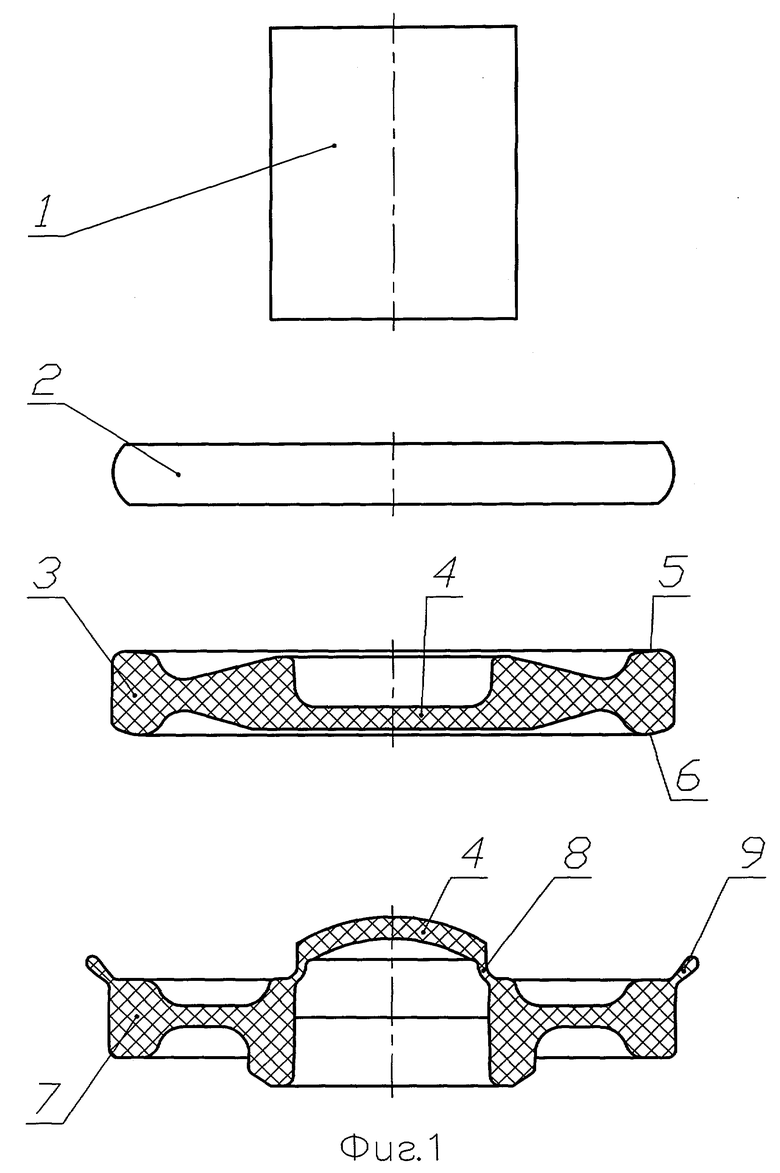
| СЕМЕНДИЙ В.И, АКАРО И.Л., ВОЛОСОВ Н.Н., Прогрессивные технология, оборудование и автоматизация кузнечно-штамповочного производства КамАЗа, Москва, Машиностроение, 1989, с.40-41, рис.24 | |||
| Способ получения кольцевых поковок | 1988 |
|
SU1671394A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ДИСКОВ, КОЛЕЦ, ФЛАНЦЕВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2232663C2 |
| US 5218853 A, 15.06.1993 | |||
| КРЕСЛО ДЛЯ ОТДЫХА | 1991 |
|
RU2040198C1 |

