Изобретение относится к оборудованию автоматизации сварочного производства, а именно к датчикам положения, и может быть использовано в системах автоматического наведения электрода на линию сопряжения стыкуемых кромок при сварке изделий или |1ри контроле,
: Цель изобретения - повышение точ- Йости определения положения стыка |за счет снижения чувствительности к вменению расстояния между датчиком 1и изделием и к изменению зпектрофи™ ических свойств изделия,. I На фиг„1 представлена структурная рхема датчика положенияJ на фиг,2 - |эпюры напряжений на вьшода;х различ- йых функциональных узлов датчика, Датчик положения состоит из управляемого автогенератора l замкнутый электрическг-й контур которого образуют фазовращатель 2, манипулятор 3 резонансный уснпитель 4, пер- ричный измерительный преобразователь 5 с питающей 6 и измерительной 7 обмотками. Параллельно питающей обмот- ;Ке 6 должен быть включен, конденсатор образ тощий резонансный контурj являющийся нагрузкой усилителя 4, Кро- ;ме автогенератора 1 в датчик входят тактовьй генератор 8, амплитудный детектор 9s инверторы 10 и 11, пер- вый 12 и второй 13 1К-триггеры„ Так- товьй генератор 8 соединен с манипулятором 3 фазЫр тактовым входом пер- вого 1К- триггера 12 и через инвертор 11 - с тактовым входом второго 1К-триггера 13,
Амплитудный детектор 9 своим входом подключен к резонансному усилителю 4, а выходом - К 1-входам и через инвертор 10 - к К входам обоих триггеров 12 и 13.
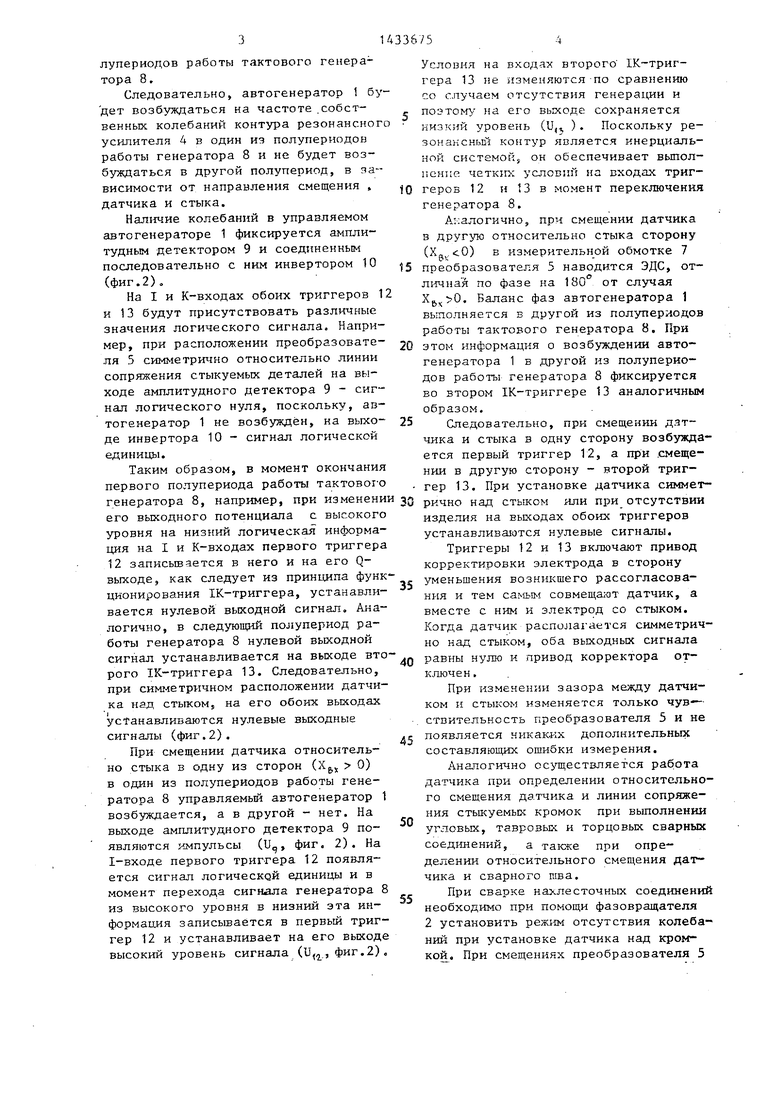
В качестве первичного измерительного преобразователя 5 MOJSBT быть использовано лзобое из устройстВр в котором направление относительного смещения стыка и электрической оси этого устрО йства определяет изменение на 180° фазы выходного напряжения j а при отсутствии контролируемого изделия а.шлитуда вых.одного сигнала равна нулюо
Датчик положения работает следующим образоМо
При з становке первичного измерительного преобразова ;геля 5 С11мметрт1ч но на,п, кромками изделия 14 (фиг.2)
0
5
5
0
5
5
0
или при отсутствии изделия в управляемом автогенераторе 1 отсутствуют автоколебания. Это связано с там, что в замкнутой цепи из фазовращателя 2, манипулятора 3 фазы, усилителя 4 и первичного измерительного преобразователя 5 отсутствуют условия их возникновения, а именно, коэффициент передачи преобразователя 5 равен нулю.
По питающей обмотке 6 протекает переменньш ток, но в измерительной обмотке 7 ЗДС не наводится, В автогенераторе 1 не вьтолняется условие баланса амплитуд и автогенерация не
возникает.
При смещении преобразователя 6 относительно оси стыкуемых кромок в любую из сторон коэффициент передачи преобразователя 5 становится больше нуля. Физически это означает, что в измерительной обмотке 7 наводится ЭДС, амплитуда которой определяется величиной смещения, а фаза - направлением смещения. Пройдя через фазовращатель 2, которьй настроен так, чтобы в автогенераторе 1 вьшол- нялось условие баланса фаз, напряжение с измерительной обмотки 7 попадает на манипулятор 3 фазы. -Последний в зависимости от уровня сигнала, подаваемого на его управляющий вход от тактового генератора 8, на своем выходе вырабатывает сигнал либо совпадающий по фазе с входным, либо противофазный входному, т.е. отличающийся от входного на 180 .
Например, при подаче на управляющий вход манипулятора 3 фазы высокого положительного потенциала его входной сигнал передается на выход без сдвига по фазе. Когда на управляющий вход манипулятора 3 фазы подается низкий (нулевой или отрица- тельньм) потенциал, сигнал на выход передается инвертированным по фазе относительно входного. Следовательно, при смещении преобразователя 5 и стыка в одну из сторон в один из полупериодов работы опорного генератора 8 выполняется условие баланса фаз, а в другой полупериод - не вьтолняется. Наоборот, при смещении преобразователя 5 и стыка в другую сторону на ISO меняется фаза его выходного сигнала и условие баланса фаз автогенератора 1 выполняется в другой из полупериодов работы тактового генератора 8,
Следовательно, автогенератор 1 будет возбуждаться на частоте .собственных колебаний контура резонансног усилителя 4 в один из полупериодов работы генератора 8 и не будет возбуждаться в другой полупериод, в зависимости от направления смещения , датчика и стыка.
Наличие колебаний в управляемом автогенераторе 1 фиксируется амплитудным детектором 9 и соединенным последовательно с ним инвертором 10 (фиг.2)о
На I и К-входах обоих триггеров 1 и 13 будут присутствовать различные значения логического сигнала. Например, при расположении преобразовате- ля 5 симметршшо относительно линии сопряжения стыкуемых деталей на выходе амплитудного детектора 9 - сигнал логического нуля, поскольку, автогенератор 1 не возбуждён, на выхо- де инвертора 10 - сигнал логической единицы.
Таким образом, в момент окончания первого полупериода работы тактовог О
Следовательно, при смещении датчика и стыка в одну сторону возбуждается первый триггер 12, а при .смещении в другую сторону - второй триггер 13. При установке датчика симметгенератора 8, например, при изменении 33 ркчно над стыком или при отсутствии
Условия на входах второго 1К триг- гера 13 не изменяются-по сравнению со случаем отсутствия генерации н поэтому на его выходе сохраняется низкий уровень (U,,, ). Поскольку ре- зонаксный контур является инерциапь- ной системой он обеспечивает вьтол- iicHiie четких условий на сходах триггеров 12 и П в момент переключения генератора 8,
Аналогично, при смещении датчика в другую относительно стыка сторону (Xjj,, сО) в измерительной обмотке 7 преобразователя 5 наводится ЭДС, отличная по фазе на 180° от случая Xj,,0, Баланс фаз автогенератора 1 выполняется в другой из полупериодов работы тактового генератора 8. При этом информация о возбуждении автогенератора 1 в другой из полуперио- дов работы генератора 8 фиксируется во втором 1К-триггере 13 аналогичным образом.
Следовательно, при смещении датчика и стыка в одну сторону возбуждается первый триггер 12, а при .смещении в другую сторону - второй триггер 13. При установке датчика симметркчно над стыком или при отсутствии
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического направления электрода по стыку | 1977 |
|
SU742063A1 |
| ИНДУКТИВНЫЙ ДАТЧИК | 1993 |
|
RU2105970C1 |
| Устройство контроля превышения кромок | 1983 |
|
SU1098704A1 |
| Вихретоковый структуроскоп | 1983 |
|
SU1116378A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2189020C1 |
| Вихретоковый дефектоскоп | 1982 |
|
SU1056041A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДАВЛЕНИЯ | 2001 |
|
RU2200306C2 |
| Устройство релейной защиты электрической машины | 1988 |
|
SU1617523A1 |
| Измерительный преобразователь с фазовой автоподстройкой | 1987 |
|
SU1492308A2 |
| Устройство компенсации мощности в цепях с синусоидальными токами и переменной нагрузкой | 1988 |
|
SU1615836A1 |
Изобретение относится к машиностроению, а именно к оборудованию автоматизации сварочного производсг на, и м.б. использовано в системах автоматического наведения электрода на линию сопряжения стыкуемых кромок при сварке изделий. Цель изобретения - повьшение точности определения положения стыка. Датчик содержит управляемый автогенератор, тактовый генератор, амплитудный детектор, инверторы и 1К-триггеры. При смещении датчика относительно линии сопряжения стыкуемых кромок на его выходах скачком формируются управляющие сигналы, значение которых определяется только направлением отклонения и не зависит от расстояния до изделия или свойств свариваемого материала. 2 ил.
его выходного потенциала с высокого уровня на низний логическая информация на I и К-входах первого триггера 12 записьшается в него и на его Q- выходе, как следует из принципа функционирования 1К-триггера, устанавли вается нулевой выходной сигнал. Аналогично, в следующий полупериод работы генератора 8 нулевой ВЬЕХОДНОЙ сигнал устанавливается на выходе второго 1К-триггера 13. Следовательно, при симметричном расположении датчика над стыком, на его обоих выходах устанавливаются нулевые выходные сигналы (фиг.2).
При смещении датчика относительно стыка в одну из сторон (Х 0) в один из полупериодов работы генератора 8 управляемьш автогенератор 1 возбуждается, а в другой - нет. На выходе амплитудного детектора 9 появляются импульсы (Uq, фиг. 2). На 1-входе первого триггера 12 появляется сигнал логической единицы и в момент перехода сигнала генератора В из высокого уровня в низний эта информация записьшается в первый триггер 12 и устанавливает на его выходе высокий уровень сигнала (U,, фиг.2).
35
40
45
50
55
изделия на выходах обоих триггеров устанавлившотся нулевые сигналы.
Триггеры 12 и 13 включают привод корректировки электрода в сторону уменьшения возникшего рассогласования и тем самым совмеща;от датчик, а вместе с ним и электрод со стыком. Когда датчик располагается симметрично над стыком, оба выходных сигнала равны нулю и привод корректора отключен.
При изменении зазора между датчиком и стыком изменяется только чув- ствительность преобразователя 5 и не появляется никаких дополнительньщ составляющих ошибки измерения.
Аналогично осуществляется раб.ота датчика при определении относительного смещения датчика и линии сопряжения стыкуемых кромок при выполнении угловых, тавровых и торцовых сварных соединений, а также при определении относительного смещения датчика и сварного шва.
При сварке нахлесточных соединений необходимо при помощи фазовращателя 2 установить режим отсутствия колеба НИИ при установке датчика над кроит- кой. При смещениях преобразователя 5
относительно кромки работа датчика не отличается от указанной.
Формула изобретения
Дат шк положения стыка свариваемых кромокэ содержащи автогенератор переменного тока и первичньш измери™ Тельньй преобразователь, о т л и - ч а 10 щ и и с я теМэ что с целью ровышенпя точности определения поло )кения стыка за счет снижения чувствительности к изменен:ию расстояния датчиком и издепием и к измене- йию электрофизических свойств изде- пиЯр в него введены тактовьй генератор ; амплитудный детекторg два инвер
тора и два 1К-триггера, автогенератор переменного тока состоит из соединенных последовательно фазовращателя, манипулятора фазы и резонансного усилителя, а первичньй измерительный преобразователь содержит питающую и измерительную обмотки, причем вькод тактового генератора соединен с управляющим входом манипулятора фазы, с тактовым входом первого и через первый инвертор с тактирующим входом второго 1К-триггеров, выход резонансного усилителя через амплитудный детектор подключен к 1-входам и через второй инвертор - к К-входам обоих 1К-триггеров, прямые выходы которых являются выходами датчика положения.
5
Ik
Уж
8 5 %|
/f
fJi3
n / i n I n
Фиг. 2
| Устройство для автоматического направления электрода по стыку | 1977 |
|
SU742063A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Датчик положения стыка кромок свариваемых деталей | 1980 |
|
SU872097A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
