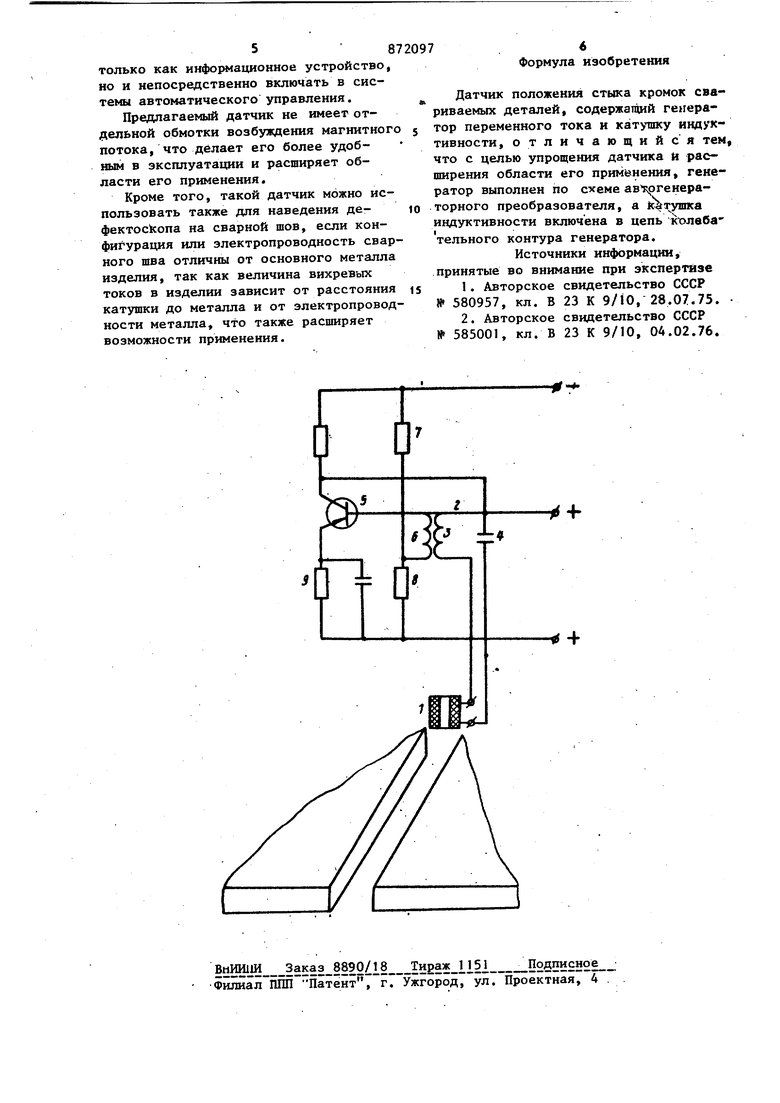
(54)ДАТЧИК ПОЛОЖЕНИЯ СТЫКА КРОМОК СВАРИВАЕМЫХ ДЕТАЛЕЙ Изобретение относится к сварочном производству и может быть использовано при дуговой и высокочастотной сварке. Известен датчик положения сварива мого стыка, включающий чувствительный элемент в виде разделенного на части немагнитной прокладкой сердеч ника с размещенными на нем питающей обмоткой, обмоткой рабочего .сигнала и обмоткой компенсации погрешности. При этом сердечник датчика выполнен из одной центральной Ш-образной и двух П-образных частей, а на ср еднем стержне Ш-образной части сердечника расположена питающая обмотка, на про межуточных частях магнитопровода уло жены встречно включенные обмотки рабочего сигнала и на П-образных частя сердечника уложены обмотки компенсации погрешности, включенные встречно-последовательно с обмотками рабочего сигнала р Недостатком данного датчика является сложность его конструкции и малый уровень выходного сигнала. Известен также датчик положения свариваемого стыка, содержащий блок ввода-в изделие магнитного потока в виде проводника с током, укладываемого между свариваемыми кромками, и чувствительный элемент, представляющ собой блок фиксации изменения магннтного потока, выполненный в виде оди-. нарной катушки, расположенной на стержневом цилиндрическом сердечнике Несмотря на то, что само конструктивное выполнение данного датчика проще в силу присутствия в датчике двух отдельных каналов, кахдсдай иэ которых предполагает наличие различных электронных устройств для ввода магнитного потока и для формирования выходного сигнала, общее техническое решение такого датчика является довольно сложным. Недостатком датчика является присутствие в нем двух отдельных блоков каждый из которых осуществляет присущие ему функции - либо ввод, либо фиксацию магнитного потока, что усложняет устройство датчика. Невысокий уровень выходного сигнала таких дат-чиков требует,вспомогательных устройств (усилителей, преобразователей детекторов и т.д.) для увеличения выходного сигнала до величины, пригодной к использованию. Кроме того, размещение проводника с током между свариваемьо и кромками для ввода магнитно го потока в изделие в некоторых случаях затруднительно или невозможно, например в случае Высокочастотной сва ки труб, когда зазор метаду свариваемыми кромками имеет У-образную форму Последне е сужает возможность применения известного датчика. Цель изобретения - упрощение Датчика и расширение области его применения . Поставленная цель достигается за счет того, что в датчик положения стыка кромок свариваемых деталей, содержащий генератор переменного тока и катушку индуктивности, генератор выполнен по схеме автогенераторного преобразователя, а катушка индуктивности включена в цепь колебательного контура генератора. На чертеже изображен предлагаемый датчик. Датчик Ьодержит чувствительный элемент в виде катушки индуктивности 1, которая включена параллельно в депь колебательного контура 2, состоящего из индуктивности 3 и емкости 4, автогенератора, собранного на транзисторе 5 по схеме с трансформаторной обратной связью. Обратная свя осуществляется через индуктивность 6, резисторы 7-9, которые служат для выбора рабочей точки характеристики транзистора. Датчик работает следукяцим образом. Катушка индуктивности 1 устанавли вается над изделием с зазором 2-4 мм При включении напряжения питания в колебательном контуре 2 возникают ко лебания. Часть этих колебаний через индуктивность 6 поступают на вход транзистора, усиливаются за счет пос тоянной энергии источника питания и возвращаются в колебательный контур Таким образом, в колебательном конту ре 2 поддерживаются/незатухающие периодические колебания. Чувствительный элемент в виде катушки индуктивности 1, включенный в контур, создает в изделии вихревые токи. Контур вихревых токов определяется, взаимным расположением катушки индуктивности и свариваемого стыка. Вихревые токи в изделии создают свое электромагнитное поле магнитный поток которого взаимодействует с той же катушкой индуктивности 1. Так как катушка индуктивности 1 включена в цепь колебательного контура 2, а магнитный поток зависит от взаимного расположения свариваемых кромок и катушки, то при смещении кромок относительно катушки будеч изменяться величина магнитного потока, индуктивность катушки 1, а значит и общее реактивное сопротивление колебательного контура. При этом изменяется амплитуда, частота и фаза автоколебаний. Любой из этих параметров может служить выходным сигналом. Наиболее удобно в качестве выходного сигнала использовать изменения амплитуды автоколебаний, для чего достаточно к выходу датчика по постоянному току подключить простейший стрелочный вольтметр, так как при уходе кромок изменение выходного напряжения достигает нескольких вольт. При работе датчика положения свариваемого стыка в составе системы автоматического .наведения электрода на стык положение стыка определяют по самому большому минимуму выходного напряжения, Предлагаемый датчик проще известных, и в то же время уровень выходного сигнала его выше. Это обусловлено тем, что в данном датчике совмещается работа нескольких отдельных устройств, входящих в блок ввода и блок фиксации. Простое схемное решение датчика в виде автогенераторного преобразователя позволяет выполнять преобразование постоянного напряжения в высокочастотное для питания чувствительного элемента, усилие электрических сигналов, поступающих с чувствительного элемента, формирование и выпрямление выходного напряжения. Датчик обладает большой чувствительностью и большим уровнем выходного сигнала за счет использования автогенераторного преобразователя. Это позволяет применять датчик не
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулированияпРОцЕССА ВыСОКОчАСТОТНОй СВАРКи | 1979 |
|
SU835679A1 |
| Измеритель перемещений | 1988 |
|
SU1714329A1 |
| УСТРОЙСТВО ДЛЯ ВЫЯВЛЕНИЯ ГАЗОНАСЫЩЕННЫХ СЛОЕВ НА ТИТАНОВЫХ СПЛАВАХ | 2000 |
|
RU2216728C2 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1983 |
|
SU1166941A1 |
| Датчик слежения за стыком | 1988 |
|
SU1785855A1 |
| Устройство для измерения линейных перемещений | 1980 |
|
SU949329A1 |
| УСТРОЙСТВО ДЛЯ РЕГИСТРАЦИИ ТЕМПЕРАТУРЫ ЗАГОТОВОК МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ В ПРОЦЕССЕ ИХ ТЕХНОЛОГИЧЕСКОЙ ОБРАБОТКИ | 1999 |
|
RU2156964C1 |
| Электромагнитный дифференциальный датчик | 1976 |
|
SU650747A1 |
| Магнитометр | 1980 |
|
SU945835A1 |
| Устройство для вихретокового контроля проводящих сред | 1977 |
|
SU721737A1 |
