Изобретение относится к машиностроению, в частности к испытаниям смазочно-охлаждающих жидкостей (СОЖ) используемых при резании материалов,
Цель изобретения - повышение точности из-за учета разброса величин стойкости при малых величинах износа
На чертеже показаны зависимость величины стойкости Т инструмента от величины износа h.
Способ осуществляют следующим образом.
По 7-10 СОЖ, для которых известны значения стойкости Т, находят зависи мость Т ) при времени трения t , для высокоэффективных СОЖ (с . большими значениями Т и малыми значениями Ь). При этом время t подбирают из условия, что UTgfr АОП ДО пустимой погрешности определения Т. После этого находят зависимость Т f ДЬ) при времени трегаш t для низкоэффективных СОЖ (с малыми значениями Т и большими значениями h). Время t J подбирают экспериментально из условия, чтобы минимально возможное значение Т соответствовало ма ксимально допустимому износу сверла . Проведя на графике линию, соответствующую значению на кривой Т f,(h), находят значение hj,. Испытания каждой i-й СОЖ проводя при трении вращением сверла в на- правлении, противоположном направле- нию резания, сначала в течение времени t, и измеряют величину износа . При Ь,-,5: h стойкость находят по зависимости Т f(h); при h. испытания продолжают до дпительности t t , измеряют величину износа h,- и CToi iKocTb находят по зависимости Т Ja(h).
П р им е р. Проводили испытания технологической эффективности СОЖ пр сверлении с постоянным осевым усилием. Условия испытаний с.педуюш,ие. Оборудование - настольно-сверлильный . станок ПС-12. Обрабатываемый материал - сталь У10 (ИВ 170-180). Сверла 5 мм из стали РбМ5. Диаметр предварительно просверленных отверстий 2,5 мм, скорость резания и трения 35 м/мин, осевое усилие 400 Н. СОЖ оценивали по стойкости Т как по длин пути периферии режущей кромки от начала резания до потери режущей способности при вращении сверла в направлении резания. Изнашивание сверл
при вращении в направлении, противоположном направлению резания, проводили в таких же условиях в течение времени t 3 мин и t Ю мин. Величины износа задней грани на ее периферии и h определяли при помощи микроскопа. Дня сверл 5 мм ма с стадии испытали группу СОЖ, для которых экспериментально найдены значения Т (при вращении сверла в направлении резания) и h , (при вращении сверла в направлении, противоположном направлению резания).
Ре зультаты испытаний приведе Ш в таблице.
Используя получегшые результаты в уравнении вида Т а-Ъ , методом наименьших квадратов нашли значения коэффициентов а и b при времени испытаний: t( 3 мил, Т 23,50,25 (Т f«(h)); t 10 мин, Т 23,9-0,58 (Т f2.(h)).
Величину h| нашли следующим путем. Подставляя .в уравнение Т 23,,58, величину h oij-j,, 2 мм, находим. 8,04 км. Подставляя полученную величину в уравнение Т 23,50,25, находим h| 0,77 мм.
На второй стадии испытаний для остального большинства СОЖ экспериментально определяли только значение h при вращении в. направлении, противоположном направлению резания, а стойкость Т находили по приведенным зависимостям. Например, при испытании сульфофрезола в течение t( 3 мин получали h( 0,39 мм. Поскольку h , : h ц (0,39 i 0,77), то продолжали испытания до t 10 мин, при этом, получив значение Ь 0,94 мм, по за- (висимости Т 23,9-0,58 t определили Т 14,3 км.
Формула изобретения
Способ определения технологической эффективности смазочной охлаждающей жидкости.по авт. св. № 1165941, о т - личающий с я тем, что, с целью повьшения точности, повторно осуществляют вращение инструмента в обратном направлении в течение промежутка времени, отличного от промежутка времени при первом вращении инструмента в обратном направлении.
у.мин
чмин
T-f,f)
ffttUfc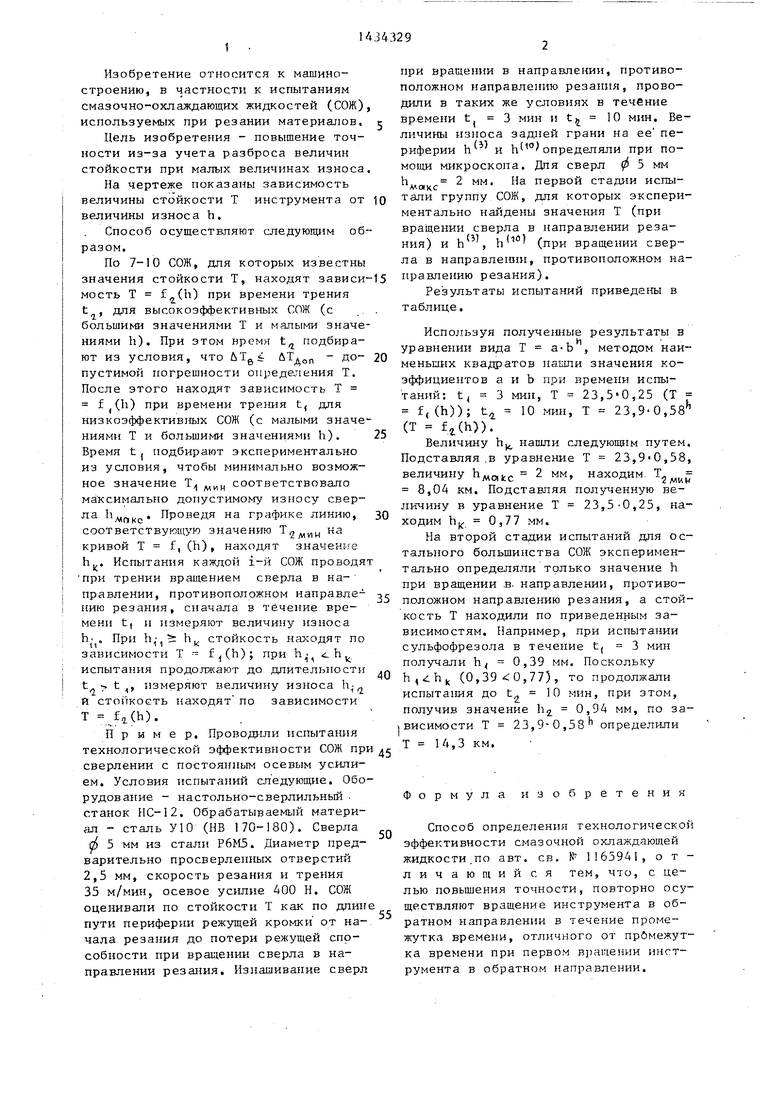

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1979 |
|
SU857246A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1984 |
|
SU1188202A1 |
| Смазочно-охлаждающая жидкость | 2018 |
|
RU2679651C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1981 |
|
SU1027189A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ (ВАРИАНТЫ) | 1994 |
|
RU2072291C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2019 |
|
RU2708084C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1984 |
|
SU1171517A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2000 |
|
RU2186094C2 |
| СПОСОБ ОЦЕНКИ ТЕХНОЛОГИЧЕСКОЙ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2002 |
|
RU2213954C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2035495C1 |
Изобретение относится к машиностроению, в частности к испытаниям смазочных охлаждающих жидкостей, используемых при резании материалов. Цель изобретения - повышение точности путем учета разбр оса величин стой-i кости при малых величинах износа инструмента. В предварительно выполненное в образце отверстие вводят сверло и дважды в течение различных проме-. жутков времени вращают его в обратном направлении, с учетом полученных данных оценивают стойкость инструмента и определяют эффективность смазочной охлаждающей жидкости. 1 ил., I табл. с S
Составитель И.Ходатаева
Редактор Е.Копча Техред А.Кравчук Корректор О.Кравцова
Заказ 5549/46
Тираж 847
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Способ определения технологической эффективности смазочной охлаждающей жидкости | 1984 |
|
SU1165941A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
