.4 СО Сл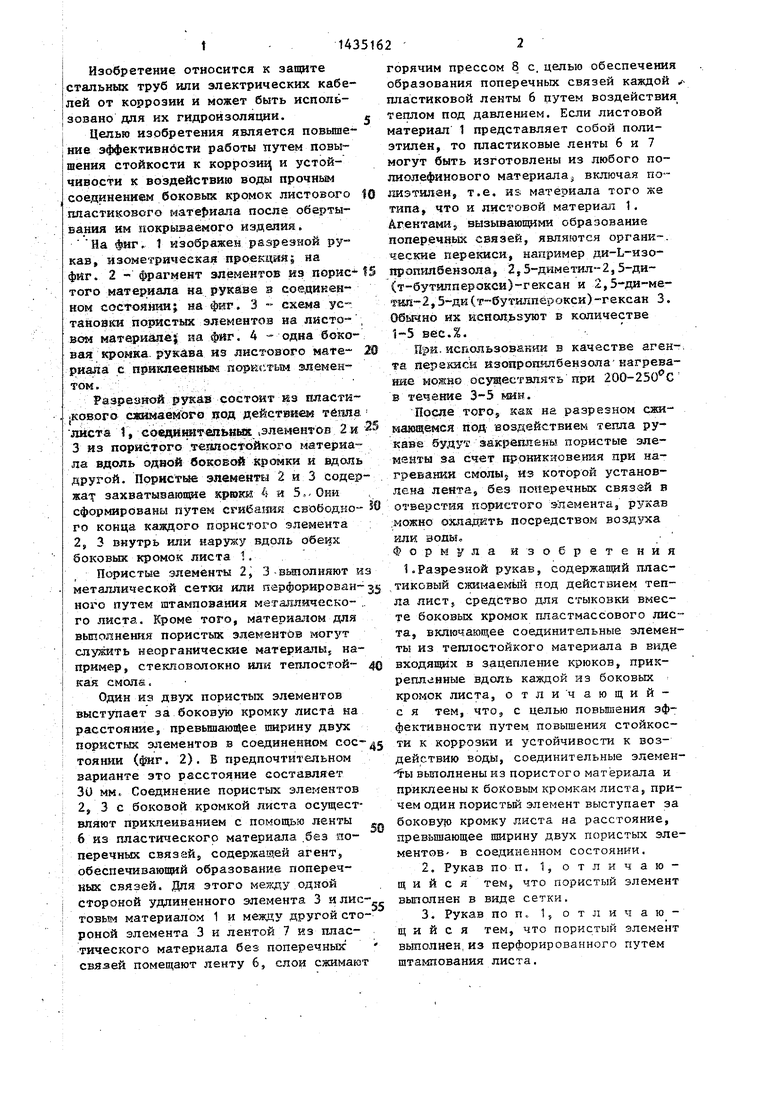
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления составной трубы | 1987 |
|
SU1831393A3 |
| Тепловая труба | 1986 |
|
SU1773301A3 |
| Фотосенсор | 1988 |
|
SU1783980A3 |
| Способ горячего изостатического прессования изделий из порошковых материалов | 1977 |
|
SU1060097A3 |
| ЭЛЕМЕНТ ИЗ МАГНИЕВОГО СПЛАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2414518C2 |
| РЕЖУЩАЯ ПЛАСТИНА ИЗ СПЕЧЕННОГО ИЗДЕЛИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2104826C1 |
| ПОДВОДНОЕ УСТРОЙСТВО БОЛЬШОЙ ПРОТЯЖЕННОСТИ С ВОЛОКОННО-ОПТИЧЕСКИМИ ЭЛЕМЕНТАМИ (ВАРИАНТЫ) | 1990 |
|
RU2087015C1 |
| Керамика горячего прессования для режущего инструмента | 1977 |
|
SU1308193A3 |
| Антиблокировочное устройство | 1989 |
|
SU1655298A3 |
| РЕЗИНОВАЯ СМЕСЬ ДЛЯ БОКОВИНЫ И ПНЕВМАТИЧЕСКАЯ ШИНА, ВЫПОЛНЕННАЯ С ПРИМЕНЕНИЕМ ЭТОЙ СМЕСИ | 2008 |
|
RU2458082C2 |
Изобретение относится к защите стальных труб или электрических кабелей от коррозии. Цель изобретения - повышение эффективности работы путем повышения стойкости к коррозии и устойчивости к воздействию воды за счет прочного соединения боковых кромок листового пластикового материала пос-. ле обертывания им покрываемого изде.ЛИЯ. Прочное соединение осуществляется приклеиванием к боковым кромкам диета термопласта соединительных пористых элементов, содержаш 1х захватывающие крюки, и с помощью лент из ;пластического материала. Слои сжимают горячим прессом, в результате чего смола, из которой изготовлена лента, проникает в отверстие пористого элемента. 2 з.п.ф-лы, 4 ил. §
О
кэ
Изобретение относится к защите стальных труб или электрических кабелей от коррозии и может быть использовано для их гидроизоляции. Целью изобретения является повыше- I кие эффективности работы путем повышения стойкости к коррозиц и устойчивости к воздействию воды прочным соединением боковьпс кромок листового пяасти совс ГО после обертывания им нокрьшаемого изделия.
На фиг. 1 изображен разрезной рукав, изометрическая проекция; на фиг. 2 - фрагмент элементов из порис- того материала на рукаве з соедикен- ном состоянии; на фнг. 3 - схема установки пористых элементов на лйсто- вом мат риаяе;; на фйг. 4 - одна боковая кромка рукйва из листового мате- риала с прйклевйным nopKsifbM элементом. ,;, - V, -
Разрезной рукйВ СОСТОИТ КЗ пластк- jKOBoro сасийаемоге вод дейетв йем тё5ша диета 1, соеяинйтшьн1ж,элемент ОБ 2 и 3 из пористого тешюстойкого материала вдоль одаой боковой кромки и вдоль другой. Пористые элементы 2 и 3 содер жа- захватывающие иргоки 4 и 5,- Они сформированы путем сгибаиия свободио- го конца каждого пористого элемента 2, 3 внутрь или наружу вдоль обеих боковых кромок листа 1.
Пористые элементы 2, 3-выполняют и металлической сетки или перфорирован- ного путем штампования металлическо- го листа. Кроме того, материалом для выполнешш пористых элементов могут служить неорганические материалы5 например, стекгаоволокно или теплостой- как смоле.
Один из двух пористых элементов выступает за боковую кромку листа на расстояние, превьвпаю1 ее ширину двух пористых э.яементов в соединенаом cocтоянии (фиг. 2). В предпочтительном варианте это расстояние составляет 30 мм. Соединение пористых элементов 2j 3 с боковой кромкой листа осуществляют приклеиванием с помощью ленты 6 из пластического материала .без поперечных связаЙ5 содержащей агентj обеспечивающий образование поперечных связей. Для этого одной стороной удлиненного элемента 3 илис товьм материалом 1 и между другой стороной элемента 3 и лентой 7 из пластического материала без поперечных связей помещают ленту 6, слои сжимают
S 0
S . 9
5 0
j
0
5
горячим прессом 8 с, целью обеспечения образования поперечных связей каждой - пластиковой ленты 6 цутем воздействия теплом под давлением. Если листовой материал 1 представляет собой полиэтилен, то пластиковые ленты 6 и 7 могут быть изготовлены из любого по- лиолефииового материалаj включая по™ лиэтилан, т.е. иа материала того же типа, что и листовой материал 1. Агентами5 вызывающими образование поперечйык связей, органи-. ческие перекиси, например ди-Ь-изо- пропилбензола, 2,З-диметил-2,5-ди- (т-бутилперокси)-гексан и 2,5-ди-ме- щ1-2,5-ди(т-бутилперокси)-гексан 3. Обычно их испоп.ьзуют в количестве 1-5 вес.%.
. исгяользовании в качестве аген-. та перакиси йзопрошшбензола нагрева- нне можно осуществлять при 200-250 с в течение 3-5 мин.
После того, как на разрезном сжи- кающе«ся под воздействием тепла рукаве будут закреплены пористые элементы за счет проникновения при нагревании смолы5 из которой установлена лейта, без поперечных связей в отверстия пористого элемента, рукав .можно охладить посредством воздуха или воды,,.
формула изобретения 1.Разрезной рукав, содержаний плас- тиковый сяимаемьш под действием тепла лист, средство для стыковки вместе боковых кромок пластмассового листа, включающее соединительные элементы из теплостойкого материала в виде входящих в зацепление крюков, прикрепленные вдоль каждой из боковьк кромок листа, отли чающий- с я тем, что, с целью повышения эффективности путем повышения стойкости к коррозии и устойчивости к воздействию воды, соединительные эяемен- выполнены из пористого материала н приклеены к боковым кромкам листа, причем один пористый элемент выступает за бокову1о кромку листа на расстояние, превышающее ширину двух пористых элементов- в соединенном состоянии.
/
Я/е. /
3
Vu&.Z
V I
-
,v fjyyxxfAVfK(.
«МЛЙ«йй 1 И (
y 7/7/7///////////7//Y7
y/77j
(Pue.
| Разъемная термоусаживаемая оболочка | 1980 |
|
SU1009788A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| № 3941159, кп | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Контактный провод | 1987 |
|
SU1475841A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
