4 СО
to
со
15
Изобретение OTHOCHtcn к области упако- вырания и предназначено преимущественно для обвязки пакета цилиндрических изделий.
Целью изобретения является повышение прочности пакета.
На фиг. 1 изображен пакет цилиндрических изделий, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Способ осуществляют следующим образом.
Перед началом пакетирования определен- 1 о полости крыщек 6 выполняют шестигран- |ного количества изделий 1 с обоих тор- ными с округлыми углами (фиг. 2). Радов одного из изделий 1 образуют гнезда 2 и нарезают в них резьбу 3. В процессе формирования пакета 4 изделий 5 без гнезд 2 в центральную часть пакета 4 вставляют несколько или одно заранее заготовленное изделие 1 с нарезанными в торцах гнездами 2 с резьбой 3. После формирования пакета 4 на его торцовые части плотно надевают крышки 6 с отбортовками,
выполненные по форме пакета 4 и имею- 20 обхватывает пакет 4 и не дают ему щие несколько или одно отверстие 7 для рассыпаться под действием как продольных, соединения крышки 6 с изделием (или изделиями) 1. На крышках 6 могут быть прикреплены в нижней их части подстав- ки 8.
Крышки б соединяют при помощи бол- тов 9 с изделиями 1, имеющими гнезда 2. При этом крышка 6 плотно обхватывает пакет 4 и, воспринимая радиальную нагрузку, не дает изделиям 1 рассыпаться, а днище 10 воспринимает продольные ,„
Пакет 4, соответствующий поставленному условию, формируется из семи цилиндрических изделий 1 (фиг. 2). В центральном изделии 1 с обеих сторон на глубину 50 мм просверлены гнезда 2 и на- резана резьба 3.
Крышки 6 выполняют сварными из листовой стали толщиной 3 мм. Ширина от- бортовок крыщек 6-60 мм. В центре днища 10 имеется отверстие 7. Внутренние
диус округления-75 мм.
В нижней части крышек 6 с наруж- ной стороны к отбортовкам крышек 6 прикрепляют деревянные подставки 8.
Подготовленные крышки 6 соединяют с центральным изделием 1 сформированного пакета 4 болтами 9, при этом днища 10 крышек 6 прижимаются к торцам изделий 1, а отбортовки крышек 6 плотно
так и радиальных внешних усилий. Для большей прочности в центральной части пакет 4 дополнительно обвязывают обвязочным материалом 11.
Такое выполнение устройства позволяет повысить прочность пакета.
Формула изобретения
нагрузки, возникающие при транспортировке,, и также обеспечивает целостность пакета 4.
При необходимости в центральной части пакета 4 дополнительно могут быть установлены одна или несколько обвязок путем обводки сформированного пакета 4 од юбвязочным материалом 11 по контуру его поперечного сечения с натяжением обвязочного материала 11 и скреплением его концов.
Пример. Рассмотрим способ обвязки цилиндрических изделий 1 в шестигранные 40 пакеты 4.
Способ обвязки пакета цилиндрических изделий, включающий формирование пакета обводку его обвязочным элементом по контуру поперечного сечения, натяжение обвязочного элемента и скрепление его концов, отличающийся тем, что, с целью повышения прочности пакета, в торцах по меньшей мере одного цилиндрического изделия выполняют резьбовое гнездо, а на торцы пакета надевают крышки с отбортовками, каждая из которых имеет отверстие для прохода болта в резьбовое гнездо.
полости крыщек 6 выполняют шестигран- ными с округлыми углами (фиг. 2). РаПакет 4, соответствующий поставленному условию, формируется из семи цилиндрических изделий 1 (фиг. 2). В центральном изделии 1 с обеих сторон на глубину 50 мм просверлены гнезда 2 и на- резана резьба 3.
Крышки 6 выполняют сварными из листовой стали толщиной 3 мм. Ширина от- бортовок крыщек 6-60 мм. В центре днища 10 имеется отверстие 7. Внутренние
15
1 о полости крыщек 6 выполняют шестигран- ными с округлыми углами (фиг. 2). Радиус округления-75 мм.
В нижней части крышек 6 с наруж- ной стороны к отбортовкам крышек 6 прикрепляют деревянные подставки 8.
Подготовленные крышки 6 соединяют с центральным изделием 1 сформированного пакета 4 болтами 9, при этом днища 10 крышек 6 прижимаются к торцам изделий 1, а отбортовки крышек 6 плотно
обхватывает пакет 4 и не дают ему рассыпаться под действием как продольных,
так и радиальных внешних усилий. Для большей прочности в центральной части пакет 4 дополнительно обвязывают обвязочным материалом 11.
Такое выполнение устройства позволяет повысить прочность пакета.
Формула изобретения
Способ обвязки пакета цилиндрических изделий, включающий формирование пакета, обводку его обвязочным элементом по контуру поперечного сечения, натяжение обвязочного элемента и скрепление его концов, отличающийся тем, что, с целью повышения прочности пакета, в торцах по меньшей мере одного цилиндрического изделия выполняют резьбовое гнездо, а на торцы пакета надевают крышки с отбортовками, каждая из которых имеет отверстие для прохода болта в резьбовое гнездо.
/J -A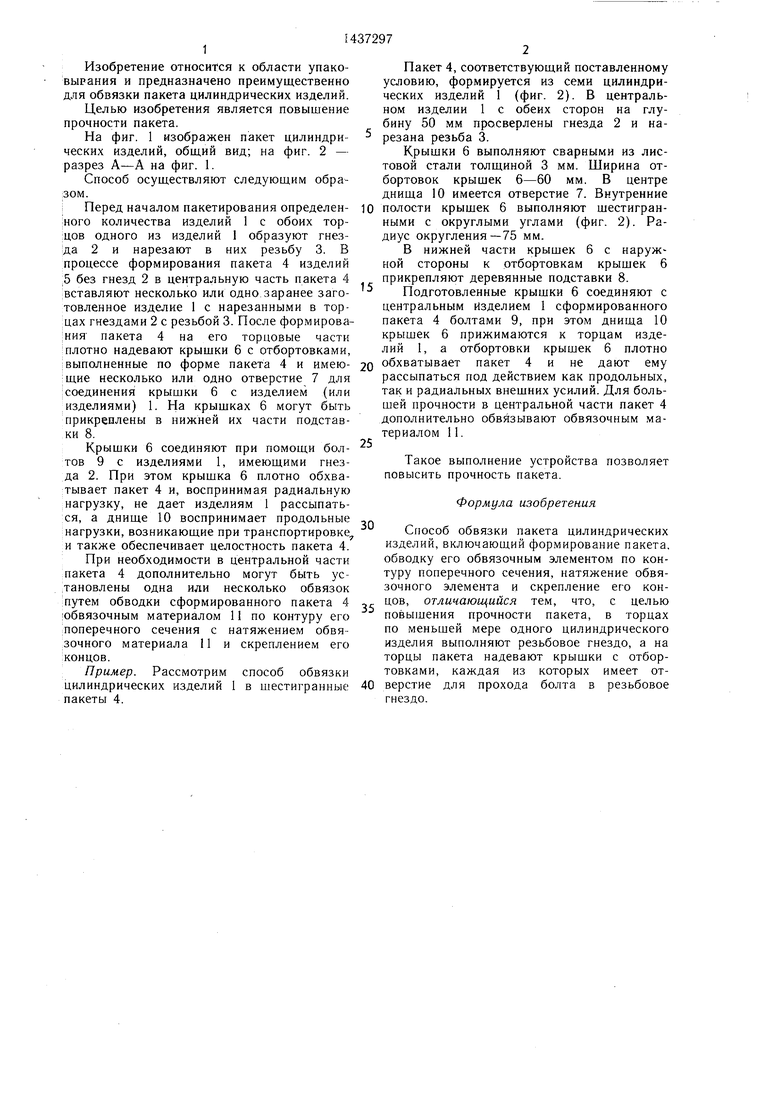
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термосиловой обработки маложестких валов | 2016 |
|
RU2623972C1 |
| СПОСОБ УСКОРЕННОГО ВОЗВЕДЕНИЯ ЗДАНИЯ МЕТОДОМ ОТВЕРТОЧНОЙ СБОРКИ И ЗДАНИЕ ИЗ ФАСАДНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ И МЕТАЛЛИЧЕСКИМ КАРКАСОМ | 2016 |
|
RU2633602C1 |
| СПОСОБ ОБВЯЗКИ ПАКЕТОВ ПРОКАТА ПРОВОЛОКОЙ | 2009 |
|
RU2392203C1 |
| Устройство для скручивания петли обвязочной проволоки | 1983 |
|
SU1122564A1 |
| Устройство для термосиловой обработки осесимметричных деталей | 2016 |
|
RU2632748C2 |
| Устройство для уплотнения перед обвязкой пакетов | 1980 |
|
SU880884A1 |
| Устройство для обвязки проволокой пакета изделий | 1989 |
|
SU1668207A1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗЫВАНИЯ ПАЧКИ ИЗДЕЛИЙ | 1991 |
|
RU2016815C1 |
| Устройство для обвязки кольцеобразных изделий | 1979 |
|
SU770937A1 |
| Способ формирования пакета из цилиндрических изделий | 1979 |
|
SU897674A1 |
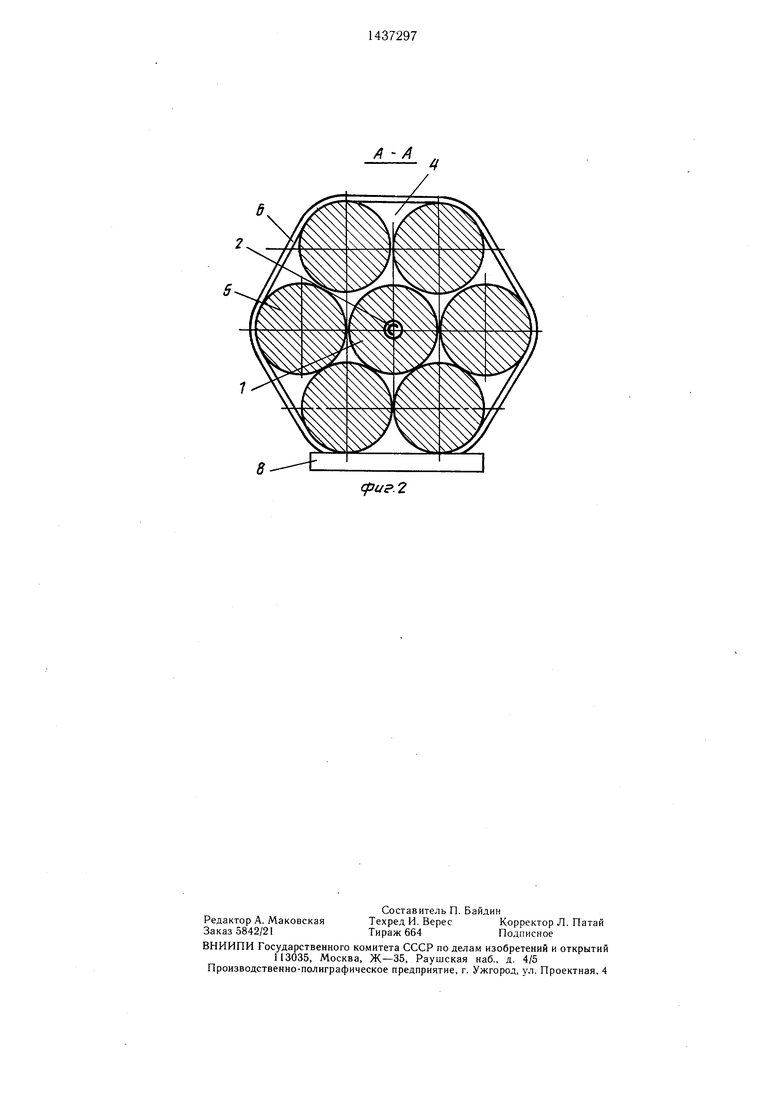
Изобретение касается способа обвязки пакета цилиндрических изделий, может быть использовано в металлургии, машиностроении и других отраслях промышленности и направлено на повышение прочности пакета. Способ осуществляется в следующей последовательности. Перед началом пакетирования определенного количества изделий 1 с обоих торцов одного из изделий 1 образуют гнезда 2 и нарезают в них резьбу 3. В процессе формирования пакета изделий 5 без гнезд 2 в центральную часть пакета вставляют одно или несколько заранее заготовленных изделий 1 с нарезанными в их торцах гнездами 2 с резьбой 3. После формирования пакета на его торцовые части плотно надевают крышки с отбортовка- ми 6, выполненные по форме пакета и имеющие несколько или одно отверстие 7 для соединения крышки 6 с изделием (или изделиями) 1. Крышки 6 соединяют при помощи болтов 9 с изделиями 1, имеющи.ми гнезда 2. При необходимости в центральной части пакета g дополнительно могут быть установлены одна или несколько обвязок. Такое выполнение Л устройства позволяет повысить прочность пакета. 2 ил.
(pu.2
| Способ обвязки пакетов изделий | 1984 |
|
SU1219458A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
