4i ее
-sI
|
со
Изобретение относится к технике неразрушающего контроля и может быть использовано при ультразвукввой дефектоскопии изделий и материалов.
Цель изобретения - повышение точности контроля путем стабилизации амплитуды отраженного сигнала.
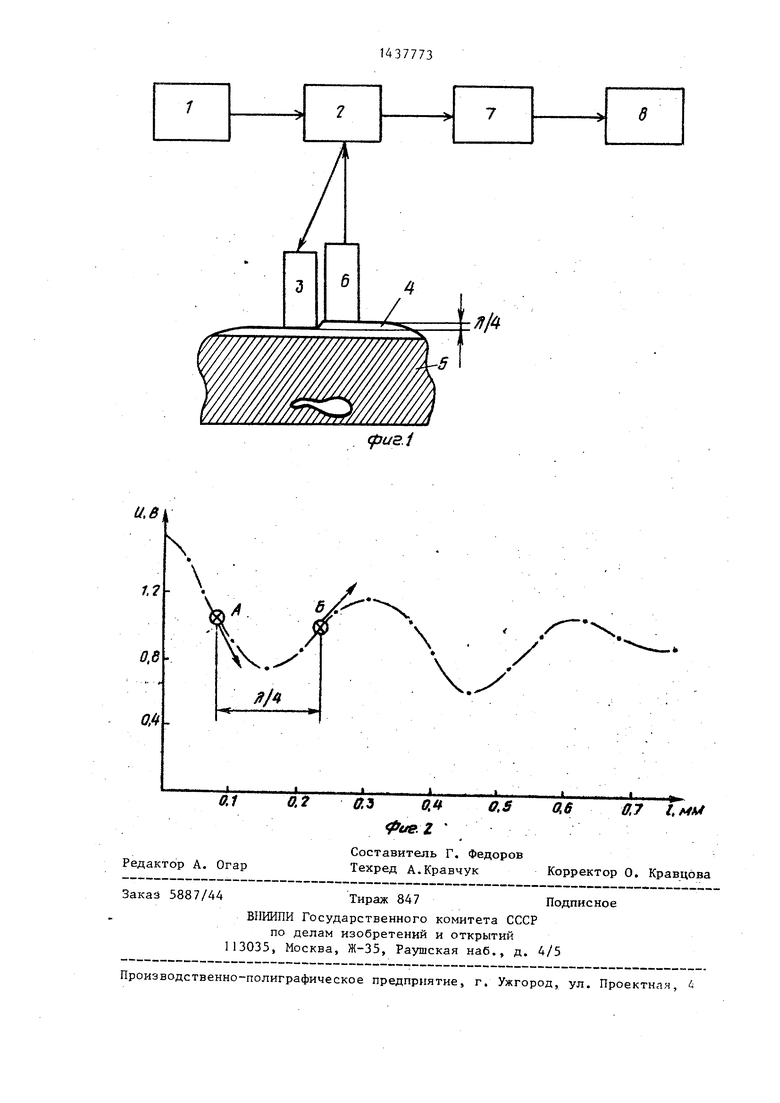
На фиг. 1 представлена схема устройства для осуществления способа ультразвукового контроляJ на фиг.2 - электрическая зависимость амплитуды отраженного сигнала от толщины слоя контактной жзадкости.
Устройство состоит из генератора 1 электрических сигналов, коммутатора 2, излучающего пьезопреобразова- теля 3, слоя 4 контактной жидкости, контролируемого объекта 5, приемного пьезопреобразователя 6, усилителя 7 и устройства 8 сравнения.
Способ ультразвукового контроля осуществляют следующим образом.
Пьезопреобразователь 3, возбужда- ,емый через коммутатор 2 электрическим импульсом генератора 1,- излучает ультразвуковой сигнал через слой 4 контактной жидкости в контролируемый о бъект 5. После отражения от дефекта . ультразвуковой сигнал попадает на приемный Пьезопреобразователь 6 через, слой 4 контактной жидкости, толщина которого для отраженного сигна- -ла больше толщины слоя у излучателя . С выхода пьезопреобразователя 6 электрический сигнал через коммутатор 2 поступает на усилитель 7 и устройство 8 сравнения. Стабилизация амплитуды эхо-сигнала понимается как исключение зависимости амплитуды отраженного сигнала от изменения толщины слоя контактной жидкости, т.е. произведение коэффициентов и обратного прохождения слоя остается постоянной величиной. Принцип осуществления постоянства коэффициентов прохождения происходит следующим образом. Точка А
на эмпирической кривой (фиг.2) соответствует значению приведенного коэффициента прохождения слоя контактной
жидкости у излучателя, а точка Б - значению у приемника, С увеличением слоя контактной, жидкости у излучателя точка А смещается вниз, а точка Б - вверх, таким образом,
уменьшение значения коэффициента
прохождения слоя у излучателя компенсируется увеличением коэффициента прохождения у приемника. При уменьшении толш;ины слоя у излучателя происходит обратное смещение точек А и Б и принцип компенсации сохраняется. На месте излучателя может быть установлен приемник, а на месте приемника - излучатель. В этом случае точ-
ки А и Б меняются местами расположения на кривой по фиг. 2 и принцип компенсации сохраняется. По параметрам отраженного от дефекта ультразвукового сигнала определяют дефектность изделия.
Формула изобретения
Способ ультразвукового контроля, заключающийся в том, что излучают ультразвуковой сигнал в исследуемый объект через слой контактной-жидкости, толш;ина которого меньше длины
волны в жидкости, принимают ультразвуковой сигнал, отраженный от дефекта в исследуемом объекте, через слой контактной жидкости и по параметрам принятого сигнала определяют
дефектность изделия, отличающийся тем, что, с целью повышения точности контроля путем стабилизации, амплитуды отраженного сигнала, прием и излучение осуществляют
через контактные слои жидкости, толщина которых отличается на четверть длины ультразвуковой волны в контактной жидкости.
/
:Я/4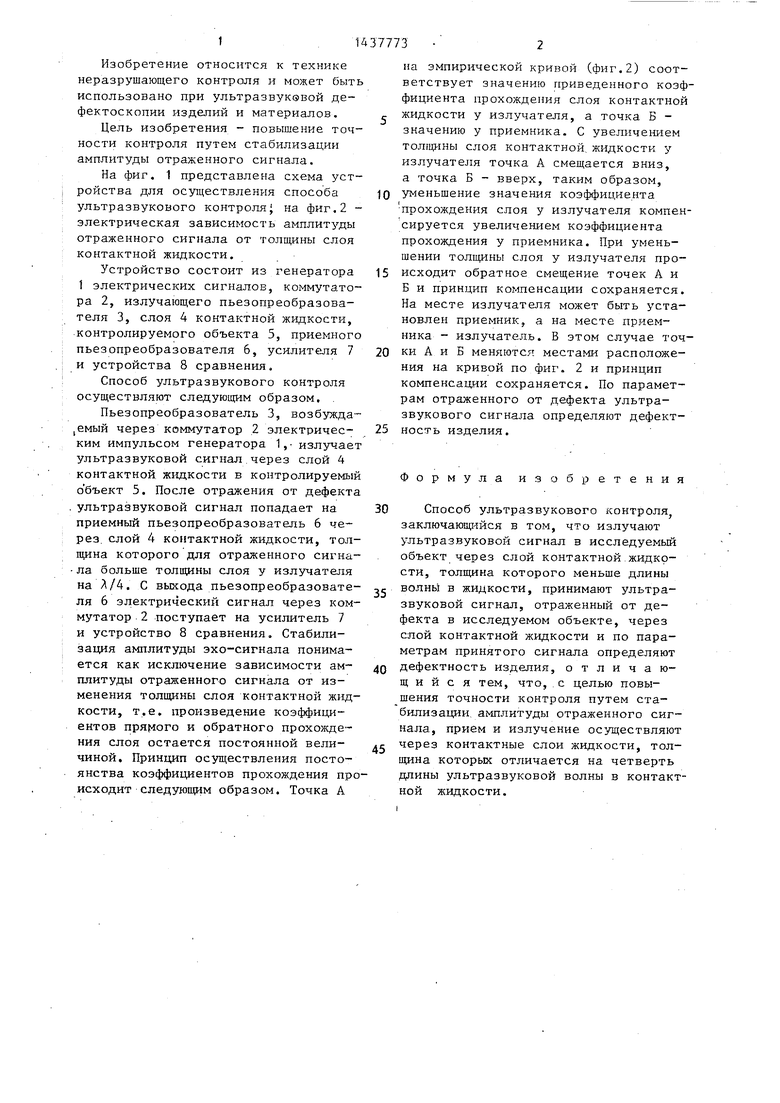
| название | год | авторы | номер документа |
|---|---|---|---|
| Раздельно-совмещенный пьезопреобразователь | 1987 |
|
SU1523995A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЕФЕКТНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2019 |
|
RU2723368C1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ УРОВНЯ ЖИДКИХ СРЕД С СИГНАЛИЗАЦИЕЙ НАЛИЧИЯ АКУСТИЧЕСКОГО КОНТАКТА МЕЖДУ ИЗЛУЧАТЕЛЕМ И ПРИЕМНИКОМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ И ПОВЕРХНОСТЯМИ СТЕНОК РЕЗЕРВУАРА | 2008 |
|
RU2378624C2 |
| Способ ультразвукового контроля многослойных изделий | 1988 |
|
SU1527576A1 |
| Способ настройки чувствительности ультразвукового дефектоскопа | 2019 |
|
RU2726277C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| Способ контроля напряженного состояния массива горных пород | 1985 |
|
SU1314775A1 |
| Способ дефектоскопии и устройство для его осуществления | 1990 |
|
SU1783413A1 |
| АКУСТООПТИЧЕСКИЙ СПОСОБ КОНТРОЛЯ КАЧЕСТВА ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2067760C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2686488C1 |
Щ
0.6
vV.
A
pusi
.
| Ультразвуковой способ контроля дефектов изделия | 1982 |
|
SU1071958A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ермолов И.Н | |||
| Теория и практика ультразвукового контроля | |||
| М.: Машиностроение, 1981, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Целью изобретения является повышение точности контроля путем стабилизации амплитуды отраженного сигнала | |||
| Согласно способу ультразвукового контроля излучают ультразвуковой сигнал в исследуемый обьект через слой контактной жидкости, толщина которого м меньше длины волны в жидкости, принимают отражеиньш от дефекта ультразвуковой сигнал через слой контактной жидкости, толщина которого отличается от толпщны слоя контактной жидкости при излучении на четверть длины волны | |||
| Выполнение этого условия позвапяет стабилизировать амплитуду эхо-сигналов при изменении толщины слоя контактной жидкости | |||
| По параметрам отраженного от дефекта ультразвукового сигнала определяют дефектность изделия | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ю сл | |||
