Изобретение относится к акустическому виду неразрушающего контроля и может быть использовано в различных отраслях народного хозяйства при изготовлении и эксплуатации ответственных изделий с целью обнаружения в них технологических и эксплуатационных нарушений сплошности (дефектов) основного металла и сварных соединений. К таким изделиям следует отнести, например, толстостенные (толщиной 60 мм и более) сосуды давления и трубопроводы (корпуса реакторов АЭС водо-водяного типа, реакторы для высокотемпературного гидрокрекинга нефти и др.), имеющие в большинстве случаев антикоррозионную наплавку или плакировку на внутренней поверхности. Зачастую при эксплуатационном контроле доступ к этой поверхности отсутствует.
По действующим правилам в подобных изделиях недопустимы технологические и эксплуатационные дефекты в виде трещин, а также непроваров и плоскостных шлаковых включений сравнительно небольших размеров. С точки зрения сопротивления металла хрупкому разрушению наиболее опасными считают трещиноподобные дефекты на внутренней поверхности изделия или непосредственно под антикоррозионной наплавкой. Например, при определении ресурса корпусов атомных реакторов типа ВВЭР-440 и ВВЭР-1000 в процессе эксплуатации [1] принимают во внимание дефекты, расположенные лишь в слое металла толщиной 40-50 мм от внутренней поверхности корпуса. Возникновение и развитие при эксплуатации дефектов в остальной части стенки корпуса реактора маловероятно. При изготовлении и эксплуатации оборудования поверхностные дефекты могут быть выявлены капиллярной дефектоскопией, автоматизированными телевизионно-измерительными системами, вихретоковым или ультразвуковым методами контроля. Дефекты под антикоррозионным покрытием могут быть обнаружены только ультразвуковым методом.
Известны способы выявления ультразвуковым методом дефектов под антикоррозионной наплавкой на внутренней поверхности изделия со стороны его наружной поверхности [2, 3]. Наиболее близок к предлагаемому способу контроля эхо-зеркальный способ ультразвукового контроля с трансформацией волн [3], взятый нами в качестве прототипа. Он включает в себя ввод в изделие наклонного пучка поперечных волн, поляризованных в плоскости падения оси пучка на поверхность изделия. Плоскость падения ориентируют перпендикулярно плоскости подлежащего обнаружению дефекта. Угол ввода излучателя выбирают таким, чтобы угол падения пучка на плоскость дефекта не превышал третий критический угол. Принимают после отражения от донной поверхности изделия пучок рассеянных дефектом трансформированных продольных волн, используя соответствующий наклонный преобразователь. Угол ввода приемного преобразователя и точки ввода излучателя и приемника определяют для глубины залегания ожидаемого дефекта по законам геометрической оптики. Эхосигналы с приемника усиливают в электронном блоке дефектоскопа, осуществляют их селекцию в заданном временном интервале, детектируют и регистрируют в процессе сканирования, если амплитуды сигналов превышают установленный уровень.
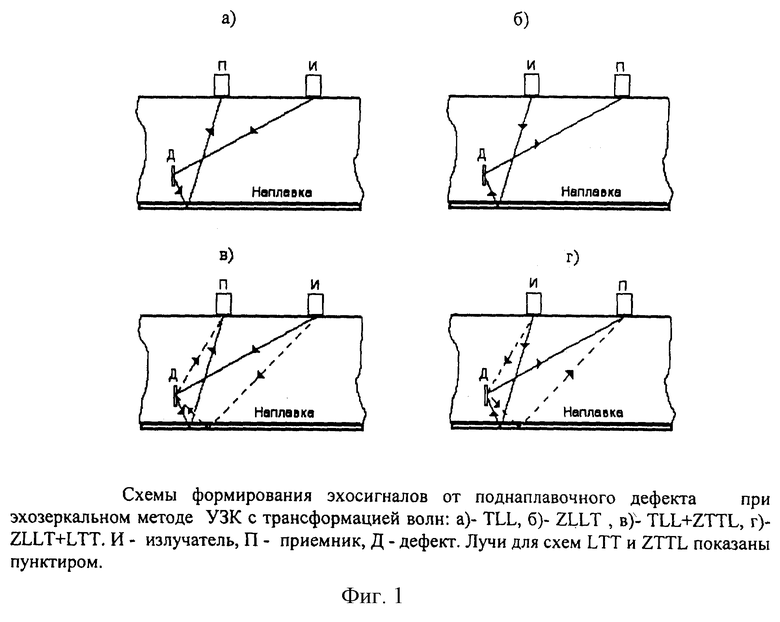
Схема формирования эхосигнала от дефекта при контроле способом-прототипом приведена на фиг.1а [3]. Эту схему обозначим TLL. На фиг.1б показан основной вариант прототипа, при котором меняют местами излучатель и приемник (схема контроля ZLLT). Лучевая картина остается при этом неизменной. Для дефектов в при поверхностном слое металла наряду с сигналами, приведенными на фиг.1а и 1б, существуют сигналы, которые также могут рассматриваться как полученные модификациями эхо-зеркального способа с трансформацией волн. Эти сигналы формируются по схемам ZTTL и LTT (фиг.1в и 1г). Введенные обозначения схем формирования эхосигналов расшифровываются следующим образом: схема TLL - дефект облучается прямой поперечной волной, рассеянная дефектом трансформированная продольная волна падает на приемник после отражения от донной поверхности изделия (зеркала); схема ZTTL - дефект облучается отраженной от зеркала поперечной волной, на приемник падает прямая рассеянная дефектом трансформированная продольная волна; схема ZLLT - дефект облучается отраженной от зеркала продольной волной, на приемник падает прямая рассеянная дефектом трансформированная поперечная волна; схема LTT - дефект облучается прямой продольной волной, на приемник падает отраженная от зеркала рассеянная дефектом трансформированная поперечная волна.
Фиг. 1 - схемы формирования эхосигналов от поднаплавочного дефекта при эхо-зеркальном методе УЗК с трансформацией волн: а)-TLL, б)-ZLLT, в)-TLL+ZTTL, г)-ZLLT+LTT. И - излучатель, П - приемник, Д - дефект. Лучи для схем LTT и ZTTL показаны пунктиром.
Таким образом, в общем случае в прототипе и его основном варианте на приемник воздействуют по два эхосигнала, сформированные по схемам TLL+ZTTL, и, соответственно, LTT+ZLLT. Доля эхосигналов LTT и ZTTL в суммарном сигнале зависит от наличия у изделия наплавки, ее толщины и прозрачности для поперечных волн. При отсутствии наплавки, для подповерхностных дефектов амплитуды всех четырех сигналов TLL, ZTTL, LTT и ZLLT практически одинаковы. По мере удаления дефекта от донной поверхности (линии сплавления антикоррозионной наплавки с основным металлом) влияние сигналов LTT и ZTTL уменьшается из-за действия направленности преобразователей и увеличения задержки между сигналами в каждой паре.
Существенным недостатком прототипа является отсутствие возможности оперативной оценки фактически реализуемой чувствительности контроля и стабилизации ее на заданном уровне в каждой точке зондирования металла. Хотя в реальных условиях чувствительность контроля может испытывать значительные колебания. К числу основных факторов, вызывающих флюктуации чувствительности, относятся: нестабильность динамического акустического контакта, вариации шероховатости поверхности ввода, непостоянство акустических свойств металла на пути распространения ультразвуковых пучков (связанные, в том числе, с неравномерной деградацией свойств из-за нестационарного теплового или радиационного воздействия на металл), наличие на этом пути нерегистрируемых или необнаруженных нарушений сплошности металла, вариации толщины антикоррозионной наплавки в пределах допуска (например, до 4 мм для корпуса реактора ВВЭР-1000) при большом удельном ослаблении упругих волн в наплавленном аустенитном металле, нерегулярная наружная поверхность наплавки, выполняющая роль акустического зеркала в рассматриваемом способе контроля, и др. Флюктуации чувствительности связаны также с нестабильностью работы электронных трактов системы контроля.
Недостатком прототипа является также относительно низкий уровень реализуемой чувствительности контроля и достаточно узкий диапазон углов отклонения от вертикали выявляемых плоскостных дефектов. Хотя за счет использования сравнительно низких частот (1,2 МГц) и применения в части акустического тракта продольных волн, достигнута меньшая критичность к ориентации дефектов, чем это имеет место для классического эхо-зеркального метода контроля по схеме "тандем" при работе на поперечных волнах [3].
Задачей изобретения являются существенное повышение чувствительности и надежности контроля, выявляемости наклонных дефектов, а также увеличение производительности контроля.
Решение поставленной задачи достигается путем изменения в прототипе конфигурации акустической системы, режимов излучения и приема преобразователей, способов обработки и формирования сигналов, введения текущего опорного сигнала, относительно которого задаются уровни чувствительности контроля и регистрации дефектов.
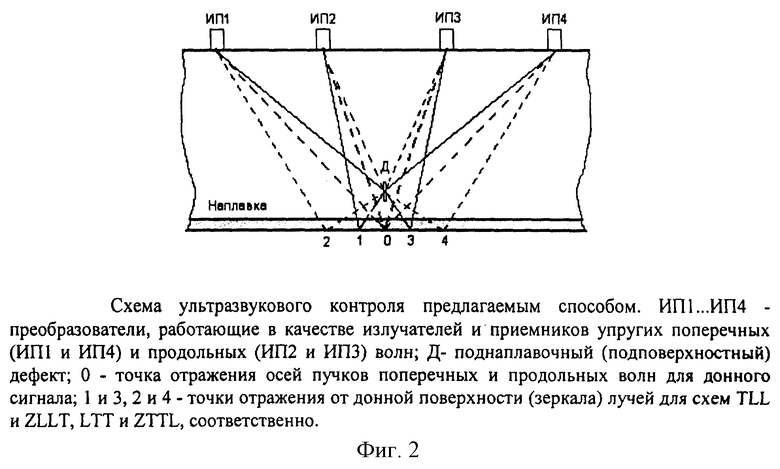
К используемым в прототипе излучающему и приемному преобразователям поперечных и продольных волн, которые предварительно устанавливают на поверхности контролируемого изделия так, чтобы их акустические оси пересекались в одной точке на донной поверхности изделия (точка юстировки), добавляют еще два преобразователя с параметрами, попарно идентичными параметрам первых двух преобразователей. Дополнительные преобразователи размещают симметрично первым относительно плоскости, проходящей через точку юстировки перпендикулярно поверхности изделия и общей плоскости падения акустических осей первых двух преобразователей (см. фиг.2).
Фиг. 2 - схема ультразвукового контроля предлагаемым способом. ИП1-ИП4 - преобразователи, работающие в качестве излучателей и приемников упругих поперечных (ИП1 и ИП4) и продольных (ИП2 и ИП3) волн; Д - поднаплавочный (подповерхностный) дефект; 0 - точка отражения осей пучков поперечных и продольных волн для донного сигнала; 1 и 3, 2 и 4 - точки отражения от донной поверхности (зеркала) лучей для схем TLL и ZLLT, LTT и ZTTL, соответственно.
Далее все преобразователи одновременно и синфазно возбуждают электрическими импульсами. В режиме приема сигналы с каждого преобразователя обрабатывают в отдельном приемно-усилительном канале. Осуществляют временную селекцию и измерение амплитуд донных сигналов с преобразователей ИП1 и ИП4 для поперечных (Ut01, Ut02) и ИП2 и ИП3 - продольных (Ul01, Ul02) волн. Устанавливают временной интервал, где следует ожидать появления сигналов от дефектов, полученных эхо-зеркальным способом с трансформацией волн. Измеренные амплитуды донных сигналов используют для расчета опорного сигнала для каждого положения преобразователей на поверхности изделия в процессе сканирования и/или для каждого цикла излучения зондирующих акустических импульсов и приема эхосигналов. Если любая из амплитуд не ниже минимально допустимых уровней, определяемых на основе анализа статистик амплитуд донных для продольных и поперечных волн на бездефектных участках изделия при наличии акустического контакта и исправной работе электронных трактов системы контроля, рассчитывают текущий уровень опорного сигнала Uоп по формуле
если измеренные величины выражены в линейных единицах, или по формуле
Uоп=Ul02+Ul02+Ut01+Ut02)/4, (2)
если измеренные величины выражены в децибелах. Уровень чувствительности контроля Ur= sUоп (лин. ед. ) или Ur=s+Uоп (дБ) задают в долях от уровня опорного сигнала, где величина s<l [лин. ед.] (s<0 [дБ]) и установлена нормативными документами. Аналогичным образом задают уровень регистрируемого сигнала от дефекта и вводят измеряемый параметр дефекта, характеризующий его отражательную способность при контроле предлагаемым способом.
Отселектированные при сканировании и усиленные в каждом канале сигналы от дефектов далее детектируют, суммируют продетектированные сигналы с выходов приемно-усилительных каналов, измеряют максимальную амплитуду суммарного эхосигнала от дефекта Udmax, сравнивают ее с уровнем Ur и, если Udmax>Ur, то регистрируют наличие дефекта. Поперечное сечение изделия, в котором расположен дефект, определяют в момент достижения сигналом максимальной амплитуды. При этом дефект пересекается плоскостью симметрии акустической системы.
С физической точки зрения в формировании результирующего сигнала от дефекта в слое металла, прилегающем к донной поверхности изделия, участвуют восемь сигналов (в прототипе - два). Суммирование продетектированных пар сигналов устраняет сдвиг фаз на 180o между сигналами, при формировании которых с дефектом взаимодействуют продольная и поперечная волны. Остаются неустранимыми начальные сдвиги фаз между парами сигналов в каждом канале. Эти сдвиги приобретают сигналы LTT и ZTTL, в создании которых участвуют поперечные волны, отраженные от свободной донной поверхности изделия ("зеркала"). Однако сдвиг фаз не превышает 45o. В результате при одинаковых задержках всех сигналов, имеющих место в плоскости симметрии акустической системы вблизи точки юстировки, продетектированные высокочастотные импульсы складываются практически синфазно. Результирующий сигнал имеет при этом амплитуду, близкую к максимально возможной, а отношение сигнал/шум достигает (за счет своего рода когерентного накопления) наибольшего значения. Это означает, что самая высокая чувствительность достигается в области основного металла, примыкающей к антикоррозионной наплавке, т.е. именно там, где наличие дефектов особенно опасно.
Сформированные описанным выше способом текущие опорные сигналы содержат информацию об уровне возбуждающих электрических импульсов, двойных коэффициентах преобразования активных элементов всех преобразователей, наличии акустического контакта и величинах коэффициентов звукопрозрачности границ преобразователь - слой контактной жидкости - металл в прямом и обратном направлении. На амплитуду опорных сигналов прямо воздействуют вариации акустических свойств и толщины как основного металла, так и антикоррозионной наплавки на пути следования упругих волн, необнаруженные или незарегистрированные нарушения сплошности, отражательные свойства поверхности наплавки - "зеркала". Причем для области основного металла вблизи антикоррозионной наплавки траектории распространения лучей, формирующих сигналы от дефектов и опорные сигналы, практически совпадают. (По мере удаления дефекта от линии сплавления связь между уровнями опорных сигналов и чувствительностью в основных каналах несколько ослабевает из-за расхождения траекторий). Следовательно, если задавать чувствительность контроля относительно текущего уровня опорного сигнала для данного положения преобразователей на контролируемом объекте и/или для данного цикла излучения-приема ультразвуковых импульсов, то можно автоматически стабилизировать чувствительность контроля.
Ниже приведен пример реализации предлагаемого способа для эксплуатационного контроля сплошности металла обечайки активной зоны корпуса атомного реактора ВВЭР-1000 из стали 15Х2НМФА с аустенитной антикоррозионной наплавкой толщиной 9 мм на внутренней поверхности при общей толщине стенки корпуса 200 мм.
Численный анализ акустического тракта выполнен для получения из эксперимента зондирующих акустических импульсов, показанных на фиг.3.
Фиг. 3 - форма зондирующего импульса упругих волн, использованного при расчете.
Акустические свойства основного металла и антикоррозионной наплавки (скорости продольных и поперечных волн, частотные зависимости коэффициентов затухания) принимали по данным измерений на натурных заготовках в условиях ОАО "Ижорские заводы" либо по литературным данным [4].
Предварительно параметры акустической системы путем многофакторных численных экспериментов оптимизировали с точки зрения достижения наибольшего модуля коэффициента передачи акустического тракта, минимизации влияния наклона дефекта на амплитуду сигнала и получения возможно большей области перемещения дефекта в поперечном сечении изделия (при неподвижной акустической системе), в пределах которой сигнал ослабляется на заданную величину относительно наибольшего значения. Оптимальные параметры имели следующие значения: частота 1,25 МГц, диаметры пьезопластин ПЭП 15 мм, углы ввода ПЭП поперечных волн 57o, продольных волн 10o. В качестве модели дефекта использовали тонкий полый диск диаметром 8 мм.
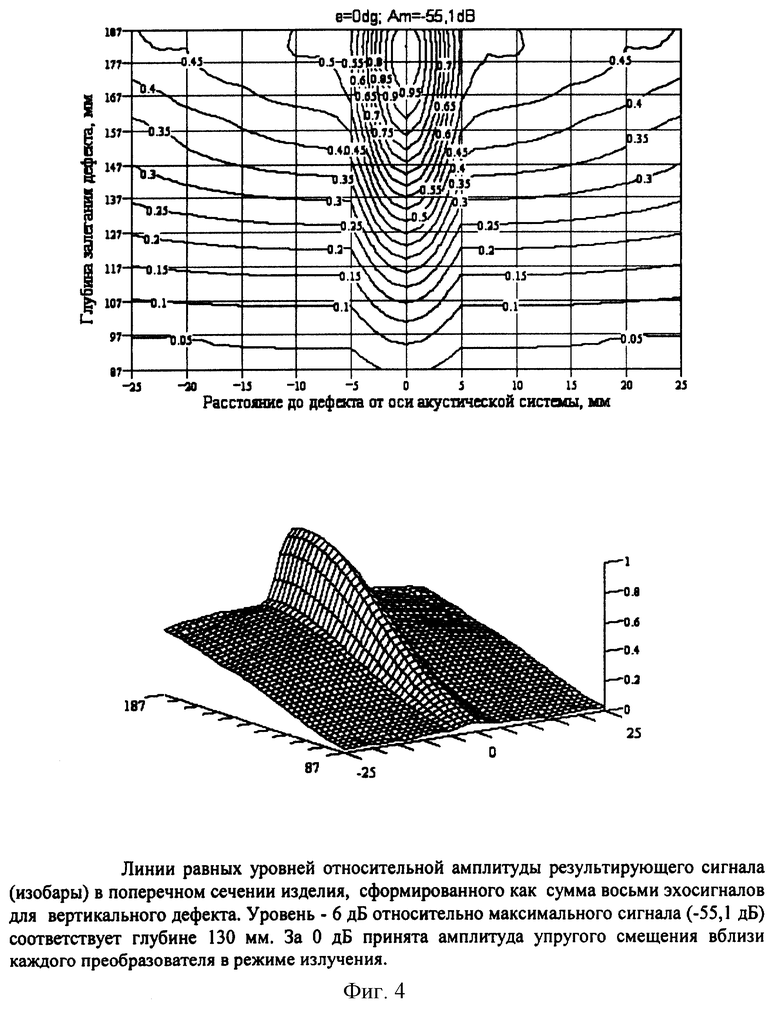
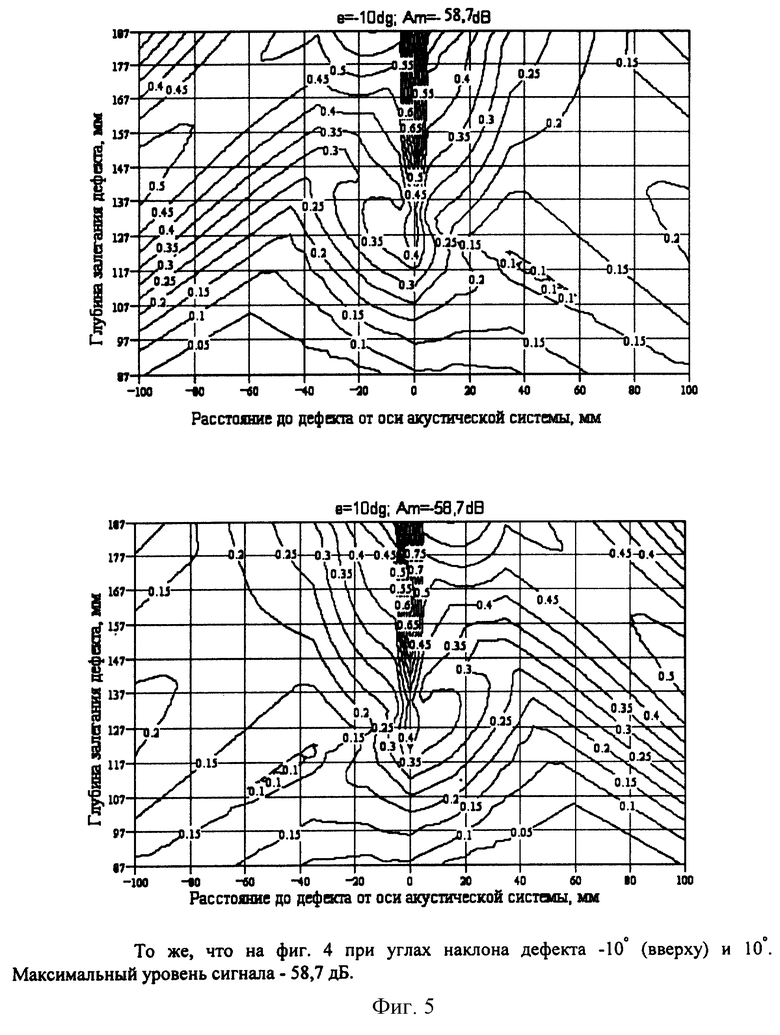
Фиг. 4 и 5 показывают, что при прохождении как перпендикулярным поверхности изделия (вертикальным е=0o), так и наклонным дефектом плоскости симметрии акустической системы происходит резкое увеличение амплитуды сигнала (своеобразный "резонанс"), что значительно увеличивает чувствительность контроля. Причем разница между максимальными сигналами для вертикального дефекта и дефектов, наклоненных в обе стороны от вертикали на угол е=10o, не превышает 4 дБ.
Фиг. 4 - линии равных уровней относительной амплитуды результирующего сигнала (изобары) в поперечном сечении изделия, сформированного как сумма восьми эхосигналов для вертикального дефекта. Уровень - 6 дБ относительно максимального сигнала (-55,1 дБ) соответствует глубине 130 мм. За 0 дБ принята амплитуда упругого смещения вблизи каждого преобразователя в режиме излучения.
Фиг. 5 - то же, что на фиг.4, при углах наклона дефекта -10o (вверху) и 10o. Максимальный уровень сигнала - 58,7 дБ.
Фиг. 6 - зависимость максимальной амплитуды эхосигнала от угла наклона дефекта при контроле по схемам: a) TLL+ZTTL (1, прототип), LTT+ZLLT (2), TLL+ZTTL (3), LTT+ZLLT (4) для левой и правой пар ПЭП (см. фиг.2); б) сумма восьми сигналов (1) со всех ПЭП; сумма двух пар сигналов TLL+ZTTL с ПЭП ИП1 и ИП4 (2); сумма двух пар сигналов LTT+ZLLT с ПЭП ИП2 и ИП3 (3). Дефект на глубине 187 мм.
Насколько менее критичен к наклону дефекта предлагаемый способ контроля (б) по сравнению с прототипом (а, 1). При этом в интервале углов наклона дефектов от -10o до +10o чувствительность контроля предлагаемым способом от двух до трех раз превышает чувствительность способа-прототипа. Важно также, что наибольшая чувствительность достигается для строго вертикальных дефектов, на которые приходиться максимум угловой плотности распределения вероятности трещиноподобных дефектов.
Для обечайки активной зоны корпуса реактора ВВЭР-1000 рассчитанный по формуле (2) уровень опорного сигнала равен -44,5 дБ. Для регистрации вертикального дефекта, эквивалентного по отражательным свойствам диску диаметром 8 мм и расположенного на глубине 130 мм от наружной поверхности корпуса, необходимо (см. фиг.4) установить уровень регистрации:
U(l) r=Udmax-Uoп=-55,l-6-(-44,5)=-16,6 [дБ].
При этом будут зафиксированы вертикальные дефекты указанного эквивалентного размера в слое от 130 до 187 мм по толщине стенки.
Если, например, необходимо обеспечить регистрацию эхосигналов от дефектов того же эквивалентного размера с максимальным углом наклона от вертикали ±10o в слое глубиной от 142 до 187 мм, то (см. фиг.5) уровень регистрации должен быть равен:
U(2) r=Udmax-Uoп=-58,7-6-(-44,5)=-20,2 [дБ].
В процессе проведения сканирования изделия текущий уровень опорного сигнала определяется экспериментально в электронном тракте системы контроля. В приведенных выше примерах для настройки чувствительности регистрации к указанному опорному сигналу следует добавить величины U(1) r и U(2) r.
Источники информации
1. Методика определения ресурса корпусов реакторов ВВЭР-440 и ВВЭР-1000 в процессе эксплуатации (проект). ЦНИИ КМ "Прометей", С.-Петербург, 2000 г.
2. Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов атомных энергетических установок. Ультразвуковой контроль. Часть II. Контроль сварных соединений и наплавок. ПНАЭ Г-7-030-91. С. 142-155.
3. Гребенников В.В., Лебедев Н.Е. Эхо-зеркальный способ ультразвукового контроля с трансформацией упругих волн. Дефектоскопия, N 10, 1979, с. 73-78.
4. В. Г. Щербинский. Затухание ультразвука в аустенитном плакирующем слое. Дефектоскопия, N 10, 1979, с. 106-107.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля сплошности изделий | 1990 |
|
SU1801208A3 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2214590C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ПОЛИМЕРИЗАЦИИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2002 |
|
RU2231054C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ КОРПУСОВ АТОМНЫХ РЕАКТОРОВ И ДРУГИХ СОСУДОВ ДАВЛЕНИЯ ДЛЯ ЭНЕРГЕТИЧЕСКОГО МАШИНОСТРОЕНИЯ | 2002 |
|
RU2217284C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ПОЛИМЕРИЗАЦИИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2274856C1 |
| СПОСОБ КАЛИБРОВКИ ЭЛЕКТРОАКУСТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ С БОЛЬШИМ ОТНОШЕНИЕМ ПРОДОЛЬНОГО РАЗМЕРА К ПОПЕРЕЧНОМУ | 2020 |
|
RU2740536C1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
| ГИДРОАКУСТИЧЕСКАЯ АНТЕННА | 1988 |
|
RU2153685C2 |
| СПОСОБ ТЕНЕВОГО ПРОЗВУЧИВАНИЯ СВОДА ИЗДЕЛИЯ ИМПУЛЬСАМИ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2007 |
|
RU2359262C1 |
| УЛЬТРАЗВУКОВОЙ МНОГОКАНАЛЬНЫЙ ДЕФЕКТОСКОП | 2001 |
|
RU2217740C2 |


Изобретение относится к акустическому виду неразрушающего контроля и может быть использовано при изготовлении и эксплуатации ответственных изделий. Повышение чувствительности, надежности и производительности контроля достигается за счет того, что размещают на поверхности контролируемого изделия два ультразвуковых преобразователя, вводят в изделие наклонный пучок поперечных волн, поляризованных в плоскости падения, перпендикулярной плоскости подлежащего обнаружению дефекта, под углом падения на плоскость дефекта, меньшим третьего критического угла. Принимают отраженный от донной поверхности изделия пучок рассеянных дефектом трансформированных продольных волн. Осуществляют усиление, временное стробирование, детектирование и регистрацию при сканировании сигналов от дефектов с амплитудой, превышающей заданный уровень. Акустические оси преобразователей пересекаются в одной точке на донной поверхности изделия. На поверхности изделия дополнительно размещают два преобразователя поперечных и продольных волн с параметрами, попарно идентичными параметрам первых двух преобразователей. Преобразователи одновременно и синфазно возбуждают электрическими импульсами, принятые каждым преобразователем сигналы обрабатывают в отдельном приемно-усилительном канале, где осуществляют временную селекцию донных сигналов и устанавливают временной интервал для селекции сигналов от дефектов. Для каждого положения преобразователей на поверхности изделия в процессе сканирования и/или для каждого цикла излучения зондирующих импульсов и приема эхосигналов настраивают чувствительность контроля. В каждом приемно-усилительном канале измеряют максимальные амплитуды донных сигналов Ul01, Ul02 для продольных и Ut01, Ut02 - для поперечных волн. Если любая из амплитуд не меньше минимально допустимых уровней донных сигналов на бездефектных участках изделия, рассчитывают уровень опорного сигнала Uоп по определенным формулам. Устанавливают уровень чувствительности контроля Ur как долю от опорного сигнала. Отселектированные при сканировании и усиленные в каждом канале сигналы от дефектов детектируют, суммируют продетектированные сигналы с выходов приемно-усилительных каналов и измеряют максимальную амплитуду суммарного сигнала от дефекта Udmax. Если Udmax>Ur, то регистрируют наличие дефекта, а поперечное сечение изделия, в котором расположен дефект, определяют в момент достижения сигналом максимальной амплитуды, когда дефект пересекается плоскостью симметрии акустической системы. 6 ил.
Способ обнаружения плоскостных несплошностей в толстостенных изделиях ультразвуковым методом, включающий размещение на поверхности контролируемого изделия двух ультразвуковых преобразователей, ввод в изделие наклонного пучка поперечных волн, поляризованных в плоскости падения, перпендикулярной плоскости подлежащего обнаружению дефекта, под углом падения на плоскость дефекта, меньшим третьего критического угла, прием после отражения от донной поверхности изделия пучка рассеянных дефектом трансформированных продольных волн с выбором угла ввода приемника и определением положения на поверхности изделия точек ввода излучателя и приемника по законам геометрической оптики, усиление, временное стробирование, детектирование и регистрацию при сканировании сигналов от дефектов с амплитудой, превышающей заданный уровень, отличающийся тем, что оба преобразователя устанавливают на поверхности изделия так, чтобы их акустические оси пересекались в одной точке на донной поверхности изделия, затем на поверхности изделия симметрично относительно плоскости, проходящей через указанную точку и перпендикулярной поверхности изделия и плоскости падения на нее акустических осей преобразователей, дополнительно размещают два преобразователя поперечных и продольных волн с параметрами, попарно идентичными параметрам первых двух преобразователей, после чего все преобразователи одновременно и синфазно возбуждают электрическими импульсами и далее принятые каждым преобразователем сигналы обрабатывают в отдельном приемно-усилительном канале, где осуществляют временную селекцию донных сигналов для продольных и поперечных волн и устанавливают временной интервал для селекции сигналов от дефектов, затем для каждого положения преобразователей на поверхности изделия в процессе сканирования и/или для каждого цикла излучения зондирующих импульсов и приема эхосигналов настраивают чувствительность контроля, для чего в каждом приемно-усилительном канале измеряют максимальные амплитуды донных сигналов Ul01, Ul02 для продольных и Ut01, Ut02 - для поперечных волн и, если любая из амплитуд не меньше минимально допустимых уровней донных сигналов для продольных и поперечных волн на бездефектных участках изделия при наличии акустического контакта и отсутствии отказов в электронном тракте, рассчитывают уровень опорного сигнала Uоп по формуле
если измеренные величины выражены в линейных единицах, или по формуле Uоп= (Ul01+Ul02+Ut01+Ut02)/4,
если измеренные величины выражены в децибелах, после чего устанавливают уровень чувствительности контроля Ur как долю от опорного сигнала Ur= sUоп (лин. ед. ) или Ur= s+Uоп (дБ), где s<l [лин. ед. ] (s<0 [дБ] ) и задается нормативными документами, затем отселектированные при сканировании и усиленные в каждом канале сигналы от дефектов детектируют, суммируют продетектированные сигналы с выходов приемно-усилительных каналов и измеряют максимальную амплитуду суммарного сигнала от дефекта Udmax, сравнивают ее с уровнем Ur и если Udmax>Ur, то регистрируют наличие дефекта, а поперечное сечение изделия, в котором расположен дефект, определяют в момент достижения сигналом максимальной амплитуды, когда дефект пересекается плоскостью симметрии акустической системы.
| ГРЕБЕННИКОВ В.В., ЛЕБЕДЕВ Н.Е | |||
| Эхо-зеркальный способ ультразвукового контроля с трансформацией упругих волн | |||
| Дефектоскопия | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2149393C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ СТЕНКИ НЕФТЯНЫХ И ГАЗОВЫХ ТРУБОПРОВОДОВ И ЦЕЛОСТНОСТИ ВНЕШНЕЙ ИЗОЛЯЦИИ | 1996 |
|
RU2121105C1 |
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ | 1997 |
|
RU2158920C2 |
| Механизм привода поворотного элемента | 1981 |
|
SU1040242A1 |

