Предлагается способ непрерывного получения круглых и профилированных металлических изделий. Особенность этого способа заключается в том, что, с целью автоматизации процесса и улучшения качества изделий, металлические изделия получают непосредственно из вейербарсов (слитков) или катанки па единой установке типа вертикальной машины непрерывной разливки металлов с применением нагревательных, плавильных и калибрующих устройств.
Нагрев и плавление металла можно производить в полигональных высокочастотных концентраторах с использованием вихревых полей. Для получения точности нагрева применяют электронно-счетное устройство. Выходящее из кристаллизатора изделие можно подвергать поверхностной электроимпульсной очистке от окалины с последующим охлаждением его дистиллированной водой.
Описываемый способ заключается в том, что получение готовых металлических изделий осуществляют в едином агрегате и в едином технологическом процессе при совмещении физических, химических и механических превращений, происходящих в металле. Процесс сводится к непрерывному одностадийному формнровч;ию изделий из вейербарсов путем перевода прогреваемой части слитка в состояние пластичности и формирования металла путем вытягивания его через калибровочный конус с последующим охлаждением готового изделия. Окончательный разогрев слитка до пластического состояния и требуемого распределениятемпературы по толщине металла производится в полигональном индукторе под действием токов двух или более частот. Требуемый интервал температуры нагрева металла в вихревых полях автоматизируется с помощью электронно-счетного устройства, работающего по данным контроля температуры и пластических свойств
№ 1439762 металла и момент замера и данным контроля размеров и качества выпускаемого изделия.
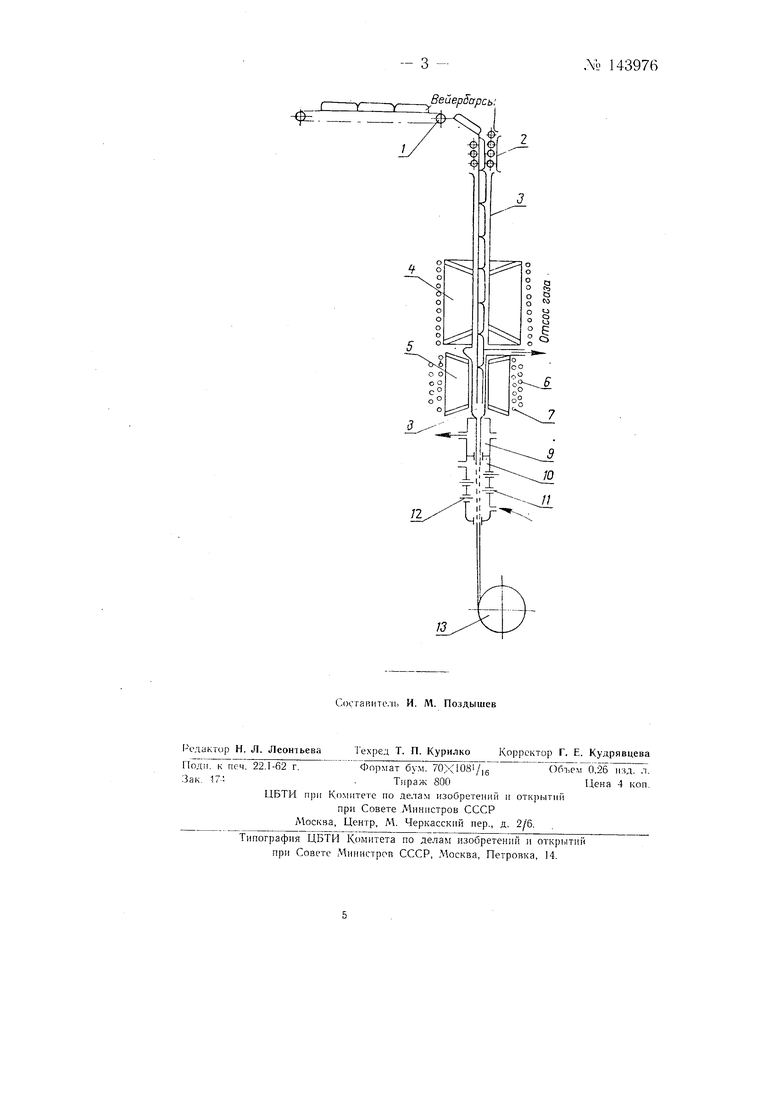
На чертеже показана установка, используемая для осуществления способа. При помощи питаюп.1его устройства 1, выполненного в виде транспирт ра, в.ейербарсы через направляющие роликов 2 и по направляющей изолирующей трубе 3 поступают в нагревательный концентратор 4 с магнитными проводами. Отсюда слиток поступает в плавильный концентратор 5 полигонального типа с магнитопроводами и обмотками 6 низкой частоты и обмотками 7 высокой частоты. На этой ступени нагрева металл приобретает пластическое состояние для вытягивания его через конус 8 в кристаллизаторы 9 с применением формирующего устройства 10, придающего металлу требуемую форму сечения. Полученное изделие поступает в систему ,// электроимпульсной очистки, а затем в реторту 12, где оно очищается от окалины и охлаждается посредством дистиллированной воды. Очищенное изделие, например проволока или лента, сматывается на приемный барабан 13.
Процесс получения изделий происходит без доступа кислорода воздуха. Контроль качества выпускаемых изделий производится автоматически. Электроимпульсная очистка поверхности изделия улучшает качество металла и создает условия лучшей адгезии лака к металлу.
Предмет изобретения
1.Способ непрерывного получения круглых и профилированных металлических изделий, отличающийся тем, что, с целью автоматизации процесса и улучщения качества металла, изделия получают непосредственно из вейербарсов или катанки на установке типа вертикальной машины непрерывной разливки металлов с использованием для подачи вейербарсов в нагревательные и плавильные концентраторы ленточных питателей с направляющими роликами.
2.Способ по п. 1, отличающийся тем, что нагрев и плавление металла производят в полигональных высокочастотных кондентраторах с использованием вихревых полей одной или нескольких частот.
3.Способ по пп. 1 и 2, отличающийся тем, что, с целью по.кученая точности нагрева, применяют электронно-счетные устройства.
4.Способ по пп. 1-3, отличающийся тем, что выходящее из кристаллизатора изделие в единой установке подвергают поверхностной электроимпульсной очистке от окалины с последующим :)х.лал дением его дистиллированной водой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ КАТАНКИ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1996 |
|
RU2092257C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1997 |
|
RU2128559C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК И ИЗДЕЛИЙ (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ, СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СПОСОБ ПОЛУЧЕНИЯ АГЛОМЕРАТА | 1998 |
|
RU2132246C1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКА ИЗ СРЕДНЕУГЛЕРОДИСТОЙ СТАЛИ | 2004 |
|
RU2285053C2 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА В ПРУТКАХ ИЗ СРЕДНЕУГЛЕРОДИСТОЙ СТАЛИ | 2004 |
|
RU2285729C2 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
| СОРТОВОЙ ПРОКАТ КАЛИБРОВАННЫЙ, КРУГЛЫЙ В ПРУТКАХ | 2004 |
|
RU2283875C2 |