4
О
со 00
1,1440973
Изобретение относится к техничеснидо
ким тканям, предназначенным для изготовления армированных пластиков на основе термопластичной матрицы, а именно к изготовлению препрегов, и может найти применение в различных отраслях машиностроения, в медицине, на транспорте.
Цель изобретения - улучшение эксплуатационных характеристик путем обеспечения возможности увеличения степени вытяжки получаемого пластика
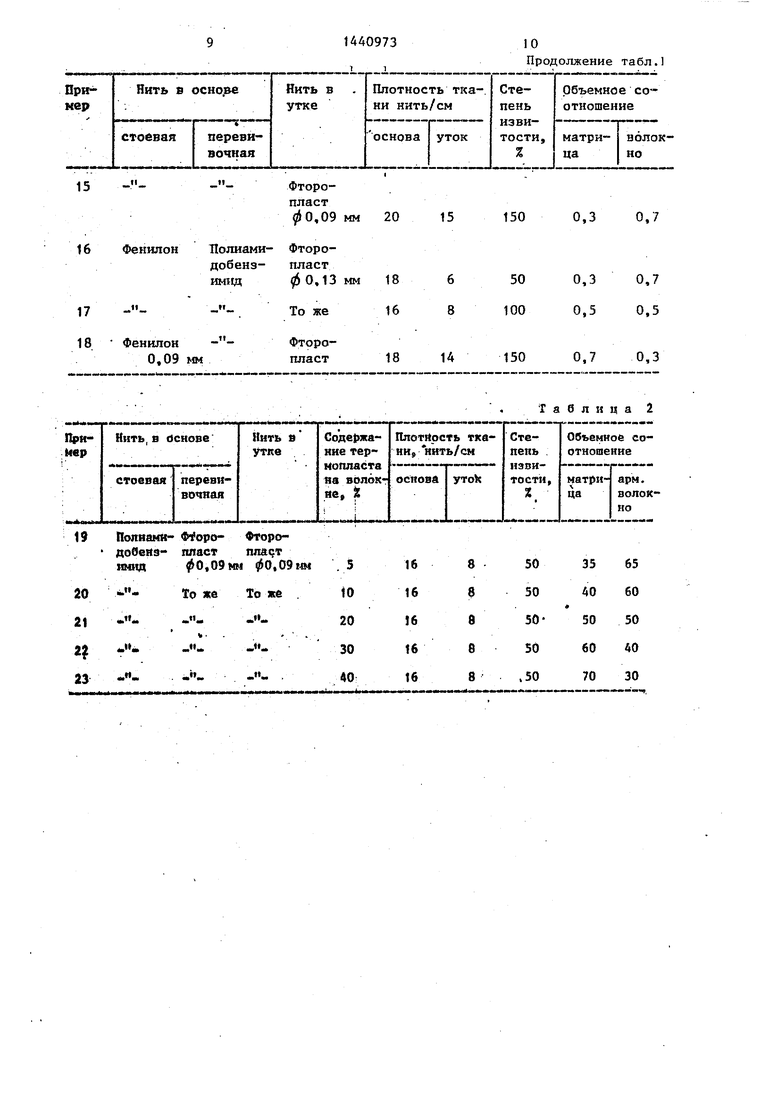
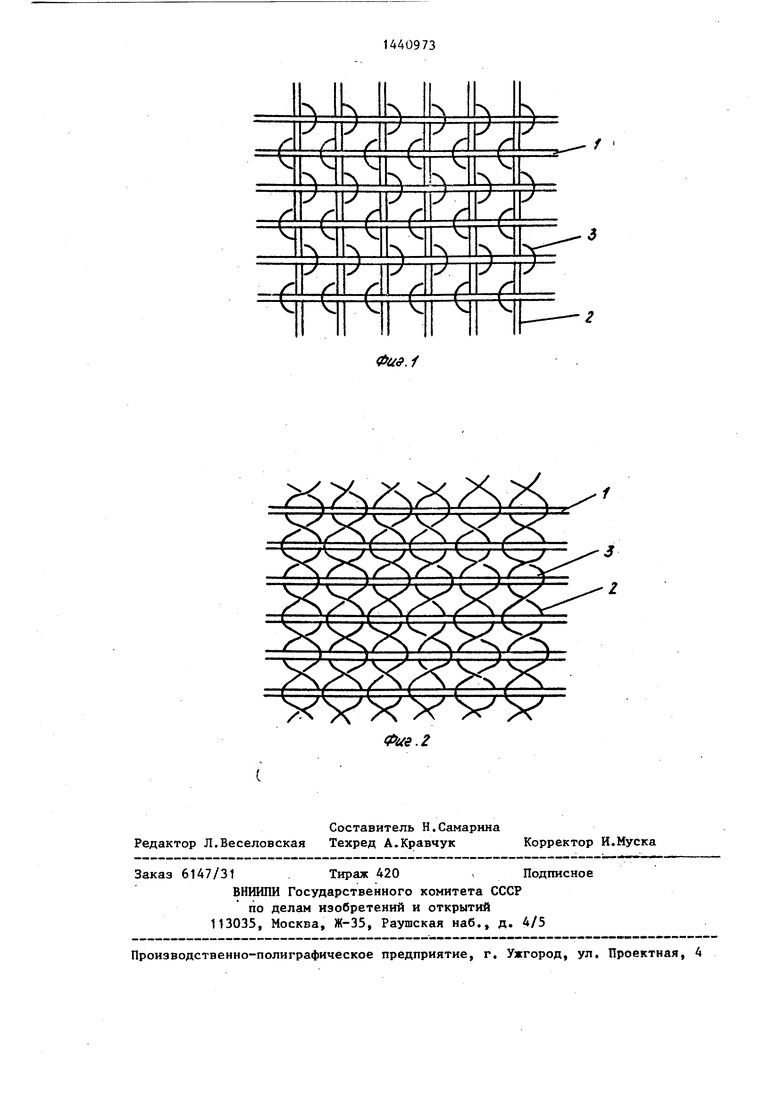
На фиг. 1 представлены варианты структуры получаемой ткани.
Тканый препрег состоит из термопластичных утка 1, термопластичных стоевых нитей 2 и термостойких перевивочных нитей 3 основы.
Выполнение стоевьк нитей термопластичными, а перевивочных термостойкими связано с тем, что в процессе изготовления листовой заготовки . под штамповку, плавкие нити основы и утка при. нагревании превращаются в расплав, кото рый пропитывает извитые перевивочные нити и при последующем охлаясдении фиксирует в пластике Необходимую для последующей вытяжки извитую структуру перевивочных нитей В процессе штамповки такой заготовки пуансон действует на нити каждого слоя материала, вьтрямляет извитые армирующие нити на величину извитое- ти нитей в препреге, причем нити утка и етоевые нити основы не мешают процессу вытяжки, так как образуют после плавления монолитную термопластичную матрИ1пг. .
Выполнение препрега из нитей фени- лон позволяет получить за счет растяжения нитей в пластике степень вытяжки 10-12%.
Если вьтолнить препрег так же, как и прототип, но вместо нитей фени- лон использовать минеральные или углеродистые нити, to не удается, получить степени вытяжки в пластике больше 0,1-2,5% (величина характеризует- ся относительным удлинением нитей), так как нити находятся в распрямленном состоянии и при больших удлинениях волокна начнут разрушаться.
Применение ажурных переплетений для таких нитей позволяет задать в полуфабрикате на стадии ткачества практически любую степень вытяжки, изменяя извитость перевивочных нитей.
С целью дополнительного увеличения степени вытяжки армирующих нитей до- 200% в качестве перевивочпых ий-
пользуются текстурированные нити из волокон на основе полигетероариленов. Описанные варианты тканого препрега обеспечивают степень извитости армирующих нитей от 50 до 20 0%, что
позволяет предотвратить повреждение непрерывной структуры нитей за счет выравнивания их в процессе термоформирования с вытяжкой.
Диапазон варьирования плотностей
укладки стоевых и уточных нитей в каждом отдельном случае зависит от требуемой степени извитости, объемного содержания используемых нитей, номенклатуры. В качестве термопластичных плавких нитей могут быть использованы нити на основе полиамида, полеолефинов, фторопластов, полифе- ниленоксидов,.полисулъфонов, в качестве армирующих - ароматические
полиамиды3 полиоксадиазол, полиамидо- бензимид, полиамиды, стеклянные углеродные волокна (последние при условии, что критический радиус волокна при изгибе должен быть не более 5 мм). Изобретение иллюстрируется следующими примерами.
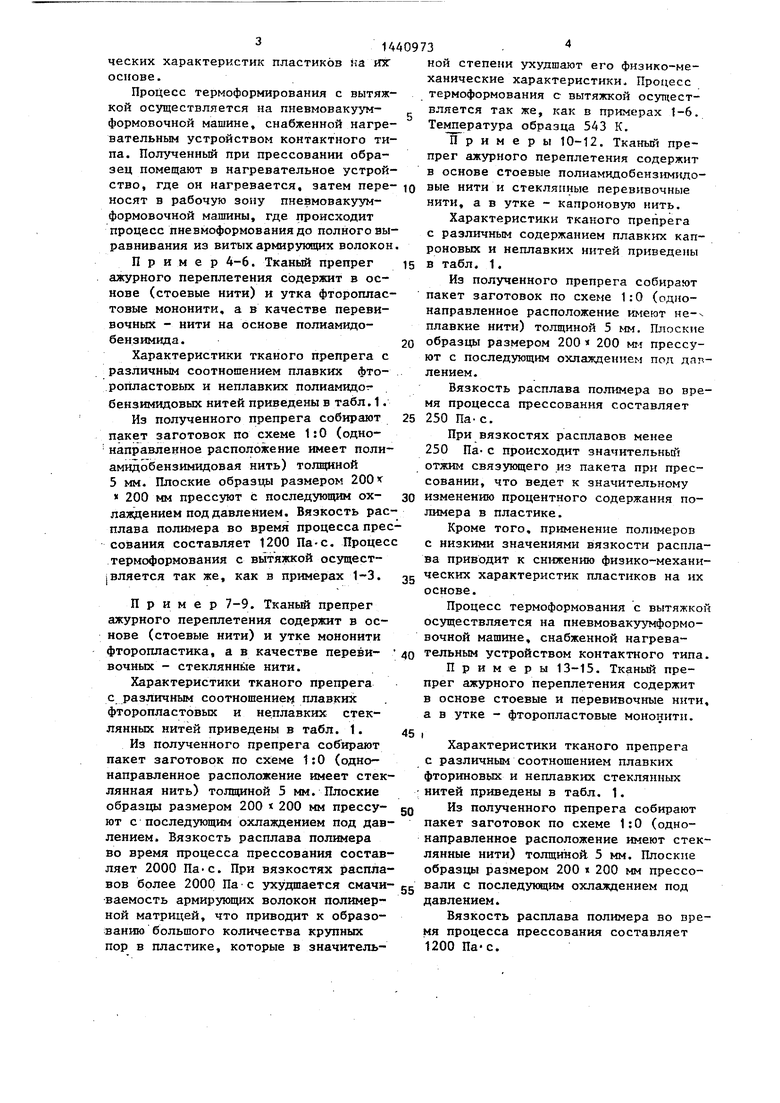
П р и м е р ы 1-3. Тканый препрег
ажурного переплетения свдрржит в основе (етоевые нити) и Капроновую мононить, а в качестве перевивочной - комплексную углеродную нить.
Характеристики тканого препрега с различным соотношением плавких капроновых и неплавких углеродных нитей приведены в табл. .1.
Из полученного препрега собирают пакет заготовок по схеме 1:0 .(однонаправленное расположение имеет комплексная нить) толщиной 5 мм. Плоские образцы размером 200 « 200 мм прессуют по 535 К, давлении 1,5 Ша в течение 15 мин с последующим бхлаждением под давлением до 353 К. Вязкость расплава полимера во время процесса прессования составляет 250 Па-с.
При вязкости расплавов менее 250 Па-с происходит значительный отжим связующего из пакета при прессовании, что ведет к значительному изменению содержания полимера в пластике. Кроме того, применение полимеров с низкими значениями вязкости расплава приводит к снижению физико-механических характеристик пластиков на Я5Г основе.
Процесс термоформирования с вытяжкой осуществляется на пневмовакуум- формовочной машине, снабженной нагре- вательным устройством контактного типа. Полученный при прессовании образец помещают в нагревательное устройство, где он нагревается, затем пере- носят в рабочую зону пневмовакуум- формовочной машины, где происходит процесс пневмоформования до полного выравнивания из витых армирующих волокон
Пример 4-6. Тканый препрег ажурного переплетения содержит в основе (стоевые нити) и утка фторопластовые мононити, а в качестве переви- вочных - нити на основе полиамидо- бензимида.
Характеристики тканого препрега с различным соотношением плавких фторопластовых и неплавких полиамидог- бензимидовых нитей приведены в табл. 1.
Из полученного препрега собирают пакет заготовок по схеме 1:0 (одно- направленное расположение имеет поли- амидобензимидовая нить) толщиной 5 мм. Плоские образцы размеро 5 200 f « 200 мм прессуют с последующим охлаждением под давлением. Вязкость расплава полимера во время процесса прессования составляет 1200 Па-с. Процес термоформования с вытяжкой осущест- |вляется так же, как в примерах 1-3.
П р им е р 7-9. Тканый препрег ажурного переплетения содержит в основе (стоевые нити) и утке мононити фторопластика, а в качестве переви- вочных - стеклянные нити.
Характеристики тканого препрега с различным соотношением плавких фторопластовых и не;плавких стеклянных нитей приведены в табл. 1.
Из полученного препрега собирают пакет заготовок по схеме 1:0 (однонаправленное расположение имеет стеклянная нить) толщиной 5 мм. Плоские образцы размером 200 200 мм прессу- ют с последующим охлаждением под давлением. Вязкость расплава полимера во время процесса прессования составляет 2000 Па-с. При вязкостях распла
ной степени ухудшают его физико-механические характеристики Процесс термоформования с вытяжкой осуществляется так же, как в примерах 1-6. Температура образца 543 К.
Примеры 10-12. Тканый препрег ажурного переплетения содержит в основе стоевые полиамидобензимидо- вые нити и стеклянные перевивочные нити, а в утке - капроновую нить.
Характеристики тканого препрега с различным содержанием плавких капроновых и неплавких нитей пр1 ведеиы в табл. 1.
Из полученного препрега собирают пакет заготовок по схеме 1:О (однонаправленное расположение имеют не- плавкие нити) толщиной 5 мм. Плоские образцы размером 200 200 мя прессуют с последующим охлаждением под давлением.
Вязкость расплава полимера во время процесса прессования составляет 250 Па-с.
При вязкостях расплавов менее 250 Па- с происходит значительньп отжим связующего из пакета при прессовании, что ведет к значительному изменению процентного содержания полимера в пластике.
Кроме того, применение полимеров с низкими значениями вязкости расплава приводит к снижению физико-механических характеристик пластиков на их основе.
Процесс термоформования с вытяжкой осуществляется на пневмовакз умформо- вочной машине, снабженной нагрева- тельным устройством контактного типа.
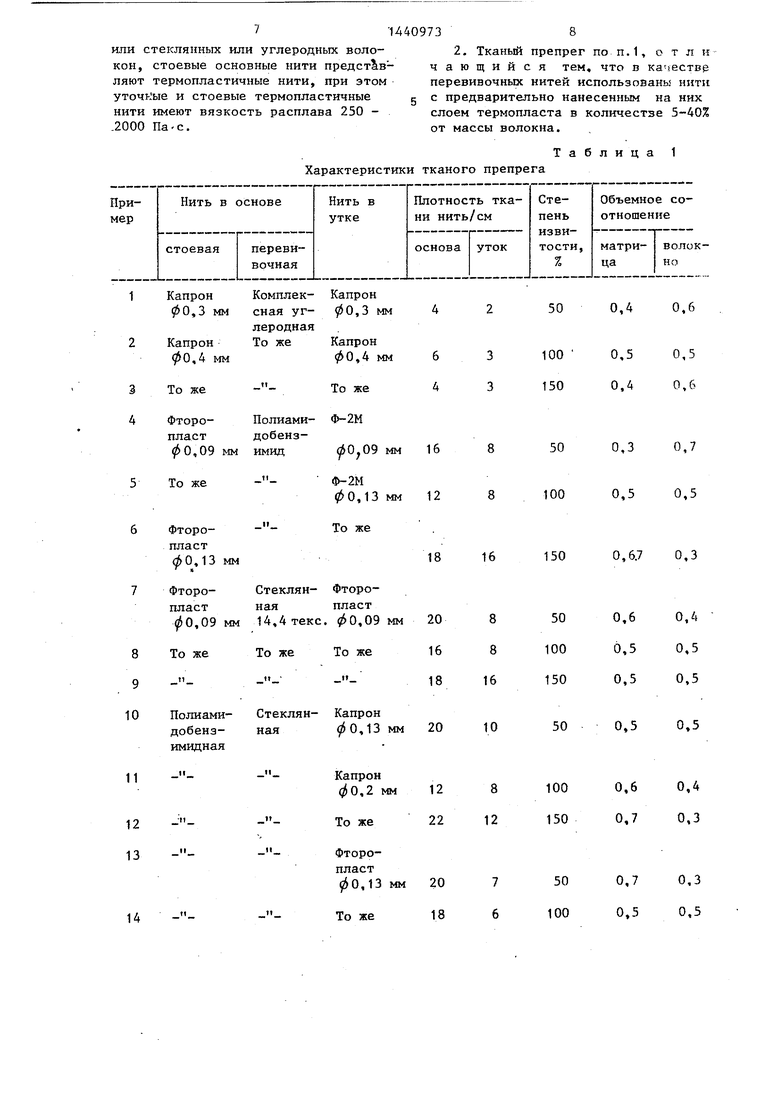
Примеры 13-15. Тканый препрег ажурного переплетения содержит в основе стоевые и перевивочные нити, а в утке - фторопластовые мононити.
Характеристики тканого препрега с различным соотношением плавких фториновых и неплавких стеклянных нитей приведены в табл. 1.
Из полученного препрега собирают пакет заготовок по схеме 1:О (однонаправленное расположение имеют стеклянные нити) толщиной 5 мм. Плоские образцы размером 200 t 200 мм прессо

| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕКСТОЛИТ МНОГОФУНКЦИОНАЛЬНОГО НАЗНАЧЕНИЯ | 2016 |
|
RU2641125C1 |
| ОГНЕСТОЙКАЯ ТКАНАЯ ТКАНЬ | 2017 |
|
RU2744284C2 |
| ГИБРИДНЫЙ ТКАНЫЙ ТЕКСТИЛЬНЫЙ МАТЕРИАЛ ДЛЯ АРМИРОВАНИЯ КОМПОЗИТА | 2015 |
|
RU2705997C2 |
| Устройство для образования кромки на бесчелночных ткацких станках | 1940 |
|
SU61014A1 |
| ТЕКСТИЛЬНАЯ ЧАСТЬ, ЭЛЕМЕНТ ИЗ МНОГОСЛОЙНОГО МАТЕРИАЛА, ИМЕЮЩИЙ ТЕКСТИЛЬНУЮ ЧАСТЬ, И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2622808C2 |
| Тканый препрег | 1988 |
|
SU1641910A1 |
| ТКАНЬ ДЛЯ ПРИМЕНЕНИЯ В КОМПОЗИТНЫХ МАТЕРИАЛАХ И СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНИ И ЭЛЕМЕНТА ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2012 |
|
RU2587554C2 |
| СЕТЧАТАЯ ТКАНЬ | 1993 |
|
RU2101402C1 |
| Способ получения термопластичных препрегов нанесением на армирующие волокнистые материалы термопластичного полимерного связующего методом направленного аэрозольного напыления | 2021 |
|
RU2795194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНЫХ ТЕКСТИЛЕЙ (ВОЛОКНО-НАНОВОЛОКНО) ПРИ ИСПОЛЬЗОВАНИИ ЭФФЕКТИВНЫХ СВЯЗЕЙ ВОЛОКНА С НАНОВОЛОКНОМ, ВКЛЮЧАЮЩИЙ НОВЫЕ ДЕЙСТВЕННЫЕ МЕХАНИЗМЫ ПЕРЕДАЧИ НАГРУЗКИ | 2017 |
|
RU2725456C1 |
Изобретение относится к изготовлению армированных пластиков на основе термопластичной матрицы, а именно к изготовлению препрегов, может найти применение в различных отраслях машиностроения, в медицине, на транспорте и позволяет повысить эксплуатационные характеристики путем увеличения степени вытяжки пластика на основе препрега при термоформовании. Пре- прег вьшолнен в виде ткани ажурного переплетения, уток и стоевые нити основы которой состоят из волокон термопластичного полимера с вязкостью расплава 250-2000 Па-с, а в качестве перевивочных использованы термостойкие органические, минеральные или углеродные нити или жгуты. Для улучшения пропитки армирующих волокон термопластичной матрицей и предохранения их от повреждений в качестве перевивочных используются нити с предварительно нанесенным на них слоем термопласта в количестве 5-40% от массы волокна. 1 з.п. ф-ль1, 2 ил. 2 табл.
вов более 2000 Па с ухудшается смачи- ggвали с последующим охлаждением под
ваемость армирующих волокон полимер-давлением.
ной матрицей, что приводит к образо- Вязкость расплава полимера во вреванию большого количества крупныхмя процесса прессования составляет
пор в пластике, которые в значитель-1200 Па-с.
5U
Процесс термоформования с вытяжко осуществляется так же, как в примерах 10-12.
П р и м е р ы 16-18. Препрег тка- ньй ажурного переплетения содержит в основе стоевые нити фенилон и пе- ревивочные полиамидобензймидные нити а в утке - фторопластовую мононить.
Характеристики тканого препрега с различным соотношением плавких фто риновых и неплавких фенилоновых и полиамидобензимидных нитей приведены в табл. 1.
Из полученного препрега собирают пакет заготовок по схеме 1;0 толщиной 5 мм.
Плоские образцы размером 200 х 200 мм прессуют при 1,5 МПа в течение. 15 мин с последующим охлаждением под давлением. Вязкость расплава полимера во время процесса прессования составляет 2000 Па с.
При вязкостях расплавов более 2000 Па С ухудшается смачиваемость армирующих волокон полимерной матрицей, что приводит к образованию боль того количества крупных пор в пластике, которые в значительной степени ухудшают его физико-механические характеристики.
Процесс термоформования с вытяжко осуществляется так же, как в примерах 10-15.
Примеры 19--23. Тканый пре- прег ажурного переплетения содержит в основе (стоевые нити) и утке мононити фторопласта, а в качестве пере- вивочных - нити полиамидобензимида с предварительно нанесенным из раствор фторопласта в диметнлацетамиде слоем термопласта.
Характеристики тканого препрега с содержанием 5-40% термопласта на волокне полиамидобензимида приведены в табл. 2.
Выбор нижней (5%) и верхней (40%) границ диапазона нанесения термопласта на волокно обусловлен тем, что при содержании термопласта меньше 5% от массы волокна не удается обеспечить сплошности покрытия, а при содежании большем 40% нарушается выбранное соотношение матрицы и армирующег
волоЛна (30:70 - 70:30).
Получение плоских образцов и процесс термоформования с вытяжкой осуществляются, как в примерах 4-6,
Ниже приведены данные по максимальной степени вытяжки пластиков на основе известного и предлагаемого препрегов при сохранении сплошности
5
0
5
0
материала, %:
Прототип По примеру
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
12
50
100
150
50
100
150
50
100
150
50
100
150
50
100150
50
100
150
50
50
50
50
50
Сравнение с прототипом показывает, что предлагаемьш препрег позволяет получить значительные степени вытяжки в пластиках на его основе без повреждения непрерывной структуры армирующих волокон, а следовательно, пе- рерабатьшать современные композиционные материалы в объемные изделия высокопроизводительными методами термоформованця, такими как штамповка, пневмо-, вакуумное формование и т.д.
Формула изобретения
0
5
7 14409738
или стеклянных или углеродных воло-2, Тканый препрег по п.1, о т л и
кон, стоевые основные нити представ-чающийся тем, что в качестве
ляют термопластичные нити, при этомперевивочных нитей использованы нити
и стоевые термопластичныеg с предварительно нанесенным на них
нити имеют вязкость расплава 250 -слоем термопласта в количестве 5-40%
.2000 Па-с.от массы волокна.
Характеристики тканого препрега
Таблица 1
0U&.i
л-г./
| Заявка ФРГ № 3341292, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Авторское свидетельство СССР № 1198992, кл, D 03 D 15/00, 1984 | |||
| Химическая технология, 1981, № 6, с.9-12. | |||
