В цинкoэлeктpOv итныx цехах широкое применение получил алюминий в пакетах подводящих шин и шин-перемычек. Опыт показал достаточную коррозиестойкость алюминия в условиях воздействия электролита и его паров, ориентировочно равнозначную коррозиестойкости меди в аналогичных условиях. Однако, бортовые шины изготовляются из меди, что объясняется особенностями конструкции контактов между подвесными электродами (анодами и катодами) и бортовыми шинами.
При медных бортовых шинах анодные медные ломики и оконцован«ые медью алюминиевые катодные штанги опираются на медные шины, так что образуется контакт медь-медь, имеющий сравнительно удовлетворительные эксплуатационные характеристики.
Выполнение бортовых шин из алюминия вызвало бы появление ненадежных контактов медь-алюминий (или алюминий-алюминий), осуществляемых только прилеганием (при давлениях ориентировочно равных половине веса электродов).
К основным недостаткам обычно применяемой системы ошиновки с использованием медных бортовых шин прежде всего следует отнести большой расход меди, достигающий на цех средней мощности - около 350 т и дополнительно около 100 т на отходы при обработке.
В соответствии с изобретением возможность применения в цинкоэлейтролитных цехах бортовых литых алюминиевых шин обеспечивается путем встраивания в их верхнюю поверхность медных вкладышей, закрепляемых в шине при ее отливке в кокиль и позволяющих получить -надежный контакт между шиной и навещиваемыми на нее электродами.
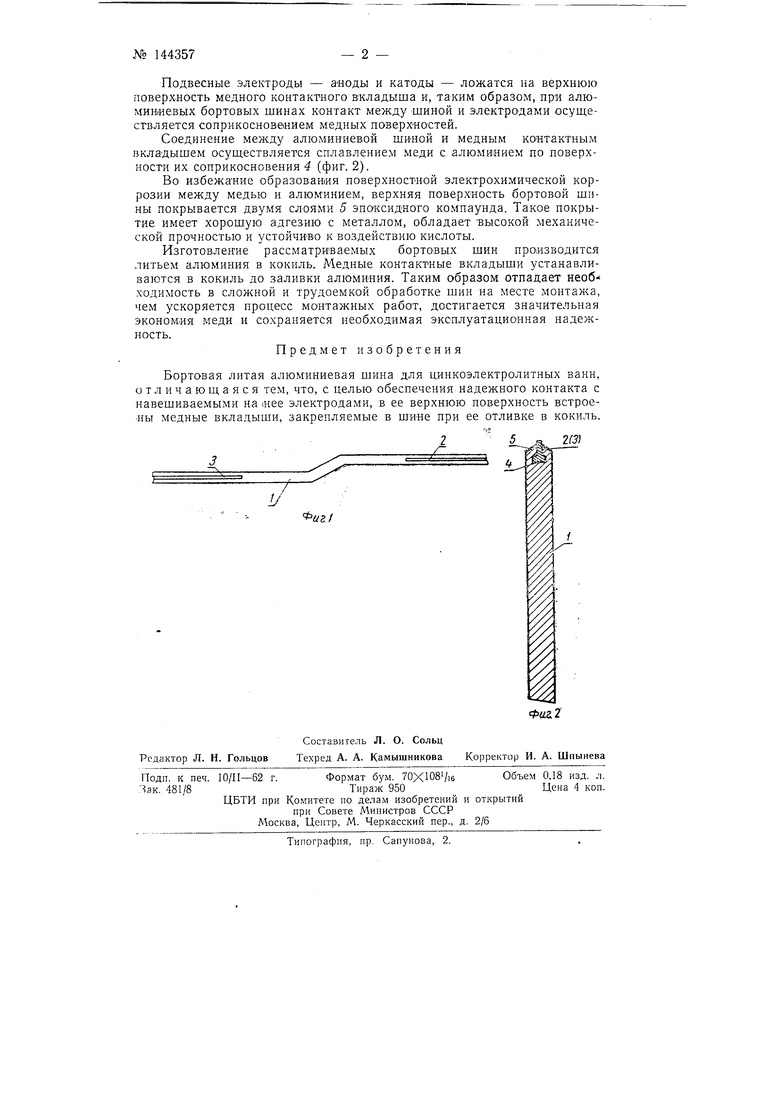
На фиг. 1 изображена предлагаемая бортовая ш,ина в плане; на фиг. 2 - то же, поперечный разрез.
На обеих фигурах приняты следующие обозначения: /-литая алюминиевая шина, 2 и 5 - медные контактные вкладыши (анодный и катодный) .
Подвесные электроды - а-ноды и катоды - ложатся на верхнюю поверхность медного контактного в кладыша и, таким образом, при алюминиевых бортовых шинах контакт между шиной и электродами осуществляется соприкосновением медных поверхностей.
Соединение между алюминиевой шиной и медным контактным вкладышем осуществляется сплавлением меди с алюмииием по поверхности их соприкосновения 4 (фиг. 2).
Во избежание образования поверхностной электрохимической коррозии между медью и алюминием, верхняя поверхность бортовой шины покрывается двумя слоями 5 эпоксидного компаунда. Такое покрытие имеет хорошую адгезию с металлом, обладает высокой механической прочностью и устойчиво к воздействию кислоты.
Изготовление рассматриваемых бортовых щин производится литьем алюминия в кокиль. Медные контактные вкладыши устанавливаются в кокиль до заливки алюминия. Таким образом отпадает необ ходимость в сложной и трудоемкой обработке шин на месте монтажа, чем ускоряется процесс монтажных работ, достигается значительная экономия Jмeди и сохраняется необходимая эксплуатационная надежность.
Предмет изобретения
Бортовая литая алюминиевая шина для цинкоэлектролитных ванн, отличающаяся тем, что, с целью обеспечения надежного контакта с навешиваемыми на 1нее электродами, в ее верхнюю поверхность встроены медные вкладыши, закрепляемые в шине при ее отливке в кокиль.
- 
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНЫЙ ТОКОПОДВОДЯЩИЙ СТЕРЖЕНЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2016 |
|
RU2657682C2 |
| КАТОДНЫЙ КОЛЛЕКТОРНЫЙ СТЕРЖЕНЬ ДЛЯ УЛУЧШЕНИЯ ТЕПЛОВОГО БАЛАНСА | 2000 |
|
RU2239007C2 |
| АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ | 1998 |
|
RU2149920C1 |
| КАТОДНЫЙ ТОКОВЕДУЩИЙ СТЕРЖЕНЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2007 |
|
RU2348743C2 |
| Способ нанесения защитного покрытия на металлический кокиль для литья медных сплавов | 2021 |
|
RU2767970C1 |
| СПОСОБ И УСТРОЙСТВО РАФИНИРОВАНИЯ АЛЮМИНИЯ | 2013 |
|
RU2558316C2 |
| Способ нанесения защитного покрытия на металлическую форму для литья алюминиевых сплавов | 2022 |
|
RU2784931C1 |
| ТОКОПОДВОДЯЩАЯ ШИНА | 2005 |
|
RU2394116C2 |
| УСТРОЙСТВО И СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ АЛЮМИНИЯ ИЛИ ЕГО СПЛАВОВ | 2024 |
|
RU2836556C1 |
| КАТОДНАЯ СЕКЦИЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2285754C1 |
