(21) 42392J6/3J-27
(Л2) 29,04.87
(46) 23.12.88. Бюл. № 47
(71)Московский институт электронного машиностроения
(72)Б.Н.Бадьянов, А.П.Федяков и Н.С.Коцюба
(53)621.791.75.011(088.8)
(56)Шоршоров М.Х. и др. Испытания металлов на сварива емость.-М. J Металлургия, 1972, с.129-131.
(54)СПОСОБ ИСПЫТАНИЯ НА СОПРОТИВЛЯЕМОСТЬ МЕТАЛЛА ОБРАЗОВАНИЮ ГОРЯЧИХ ТРЕЩИН
(57)Изобретение относится к сварке, в частности к способу испытания на сопротивляемость металла образованию горячих трещин, предназначен для отбраковки входным контролем металлов, способность дать дефектные сварные соединения, и может найти применение в различных отраслях машиностроения. Цель изобретения - обеспечение возможности оценки на свариваемость деталей с отбортовкой свариваемых кромок. Для проведения испытаний исследуемый образец собирают в пакет из двух пластин. Консольно его закрепляют в вертикальной плоскости, сваривают в направлении от свободного конца к закрепленному. В момент прохождения серединой ванны начала зажима образца одновременно отключают сварочный ток, а внешним усилием бают образец вокруг вертикальной оси на заранее фиксированные углы от 20 до 80 на каждые 10 дискретно на семи образцах. Оценку сопротивляемости производят По углу деформации до появления первой трещины и
: суммарной длине трещин видимых в соединении при больших углах деформа-
; дни. Испытания семи образцов являют- ся оптимальным и достаточным для получения необходимой информации и сопротивляемости материала образованию горячих трещин. I з.п. ф-лы, 1 ил,
2 табл.
S
(Л
Изобретение относится к сварке, в частности к способам испытания металлов на свариваемость, и может найти применение в различных отраслях машиностроения при изготовлении сварных констр гкций.
Цель изобретения - обеспечение возможности оценки на свариваемость деталей с отбортовкой свариваемых кро- мок.
На чертеже представлена схема осуществления способа.
Способ осуществляют следующим об--; разом.
Изготавливают ряд образцов в виде пакета из двух пластин. Зажимают кон- сольно в вертикальной плоскости так, что свариваемое ребро пакета распоотступающей от края на 20 мм для снятия краевого эффекта нагрева, в направлении к зажиму производят аргоно- дуговую сварку неплавящимся электродом на режимах, при которых на образце формируется соединение, аналогичное сварке по буртику (с высотой шва проплава (l-j,5) сГ ) . При выходе середины сварочной ванны к началу зажима выключают сварочный ток и усилием Р, приложенным к концу образца, изгибают его относительно вертикальной оси горелки вокруг кромки зажима на заранее заданный упором угол (регулируемый, от 20-80 через 10°), Таким образом, набирают партию из семи образцов, которые после их остывания исследуют на выявление трещин.
ложено горизонтально и образует .;ое- 20 их характер-и суммарную длину в завидииение в буртик, В момент прохожде ния серединой сварочной ванны начала заясима сварку начинают от с:вободного конца к закрепленному, одновременно прекращают сварку, для чбго отключают сварочный ток и внешним усилием изгибают образец вокруг вертикальной, оси на заранее фиксированный угол 20-80° дискретно. Это позволяет деформировать образец вместе с ванной на различную велктину и,- выбирая запас пластичности материала, получать горячие трещины. Оценку сопротивляемости металла образованию горячихсимости от угла принудитепьной деформации ,
Проведенные сравнительные испытания дву21 металлов Ста20 и CT,JXJ8H9T 25 подтверждают работоспособность, предлагаемой пробы. I
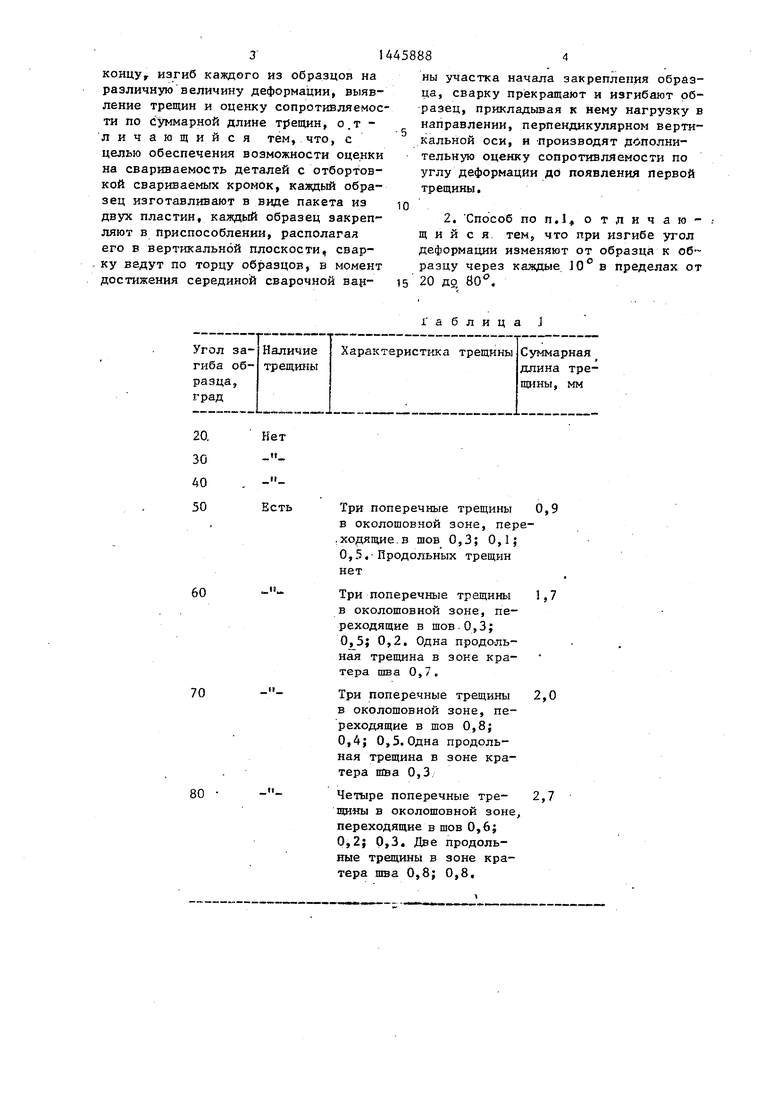
Результаты испытаний на горячие трещины Деталь .IX18HJOT, образцы 150x30x1 мм, -сварка торцового соеди- 30 нения, ток сварки 15 А, напряжение на дуге 10 Bj скорость сварки 1, ,4 мм/с) приведены в табл,.
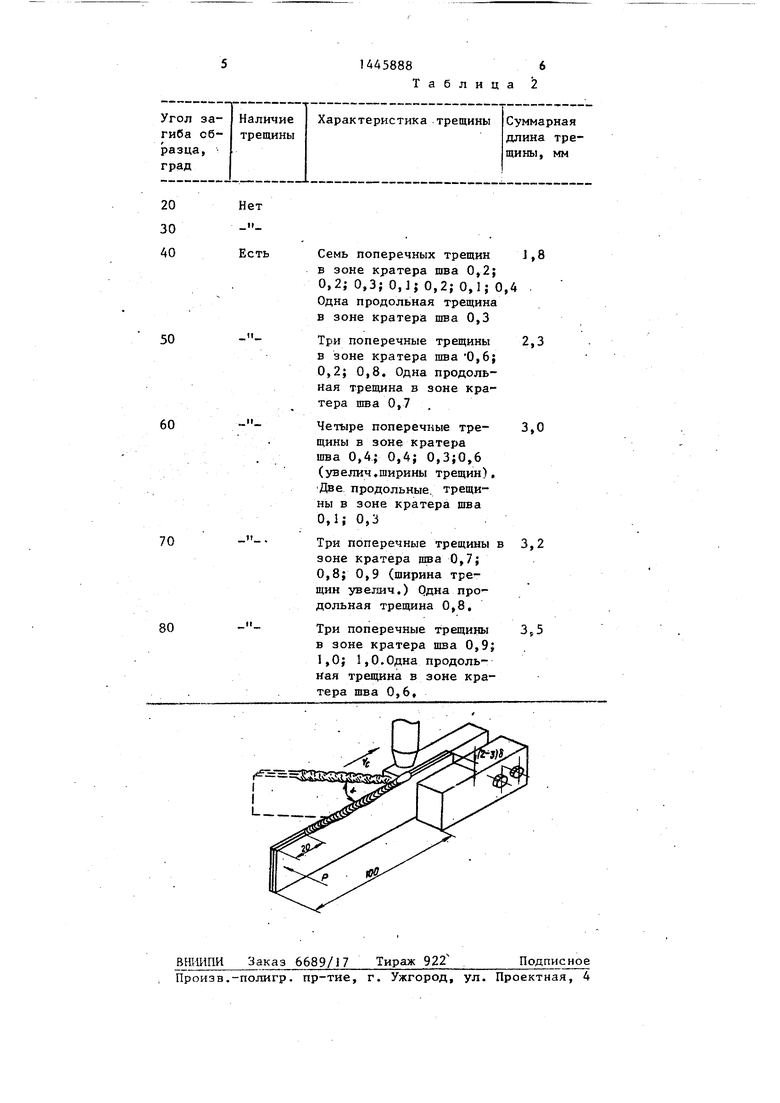
Результаты испытаний на горячее трещины (сталь 20, образцы 150х
отступающей от края на 20 мм для снятия краевого эффекта нагрева, в направлении к зажиму производят аргоно- дуговую сварку неплавящимся электродом на режимах, при которых на образце формируется соединение, аналогичное сварке по буртику (с высотой шва проплава (l-j,5) сГ ) . При выходе середины сварочной ванны к началу зажима выключают сварочный ток и усилием Р, приложенным к концу образца, изгибают его относительно вертикальной оси горелки вокруг кромки зажима на заранее заданный упором угол (регулируемый, от 20-80 через 10°), Таким образом, набирают партию из семи образцов, которые после их остывания исследуют на выявление трещин.
их характер-и суммарную длину в зависимости от угла принудитепьной деформации ,
Проведенные сравнительные испытания дву21 металлов Ста20 и CT,JXJ8H9T 5 подтверждают работоспособность, предлагаемой пробы. I
Результаты испытаний на горячие трещины Деталь .IX18HJOT, образцы 150x30x1 мм, -сварка торцового соеди- 0 нения, ток сварки 15 А, напряжение на дуге 10 Bj скорость сварки 1, ,4 мм/с) приведены в табл,.
Результаты испытаний на горячее трещины (сталь 20, образцы 150х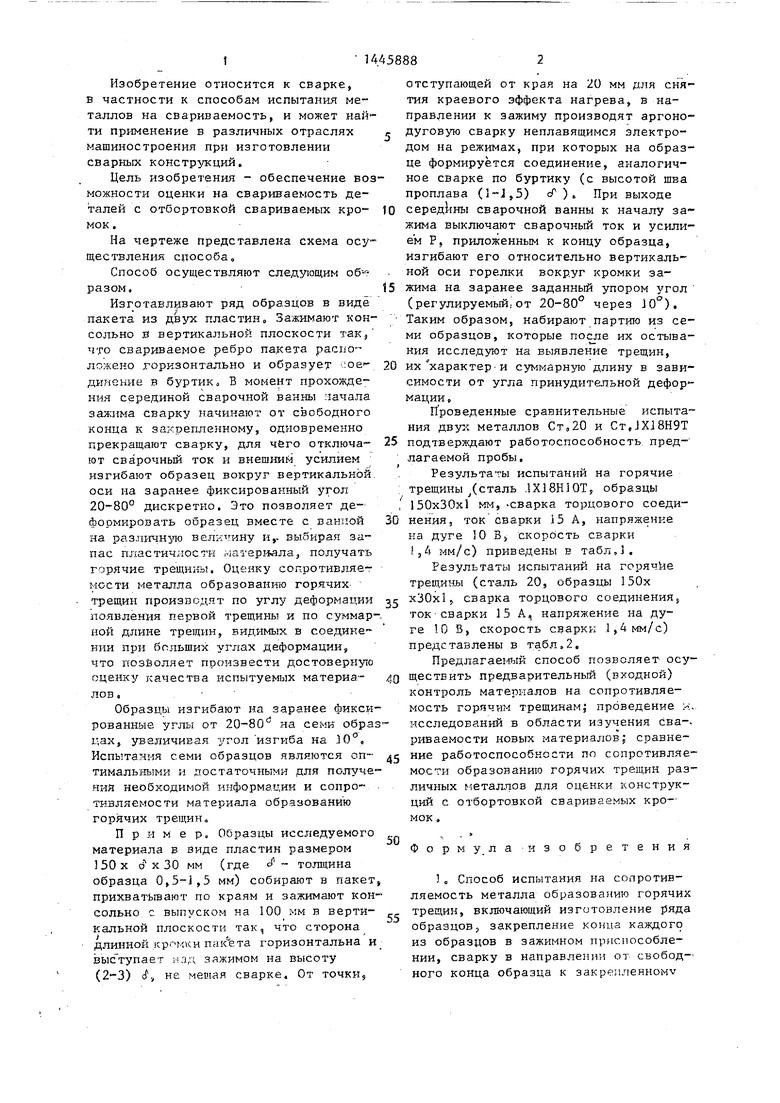
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки сопротивляемости образованию горячих трещин и устройство для его осуществления | 1989 |
|
SU1609589A1 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710251A1 |
| Способ исследования свойств сварного соединения | 1978 |
|
SU747658A1 |
| Способ испытания сварного соединения на стойкость против образования горячих трещин | 1981 |
|
SU998062A1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579711C1 |
| Способ определения склонности материалов к образованию дефектов | 1990 |
|
SU1731545A1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581323C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581317C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2583188C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579710C1 |
трещин производят по углу деформации 55 0x1., сварка торцового соединения5 появления первой трещины и по суммар-. ток-сварки 15 А, напряжение на дуге 0 Б, скорость сварки 1,4 мм/с) представлены в табл.2,
ной длине трещин, видимых в соединении при больших углах деформации, что позЁоляет произвести достоверную оценку качества испытуемых материалов.
Образцы изгибают на заранее фиксированные углы от 20-80 на семи образ цах, уваличивая угол изгиба на Испытания семи образцов являются оп- тимальными и достаточными для получения необходимой информации и сопро- тивляемости материала образованию горячих трещин
Пример. Образцы исследуемого материала в виде пластин размером 50х d X 30 мм (где ci - толщина образца 0,5-J,5 мм) собирают в пакет прихватЬшают по краям и зажимают кон
сольно с выпуском на 100 мм в вертикальной плоскости так, что сторона длинной кромки пак ёта горизонтальна и выс тупает ;-13д зажимом на высоту (2-3) cf, не мешая сварке. От точки,
ге 0 Б, скорость сварки 1,4 мм/с) представлены в табл.2,
Предлагаеглш способ позволяет осу- ществить предварительный (входной) контроль материалов на сопротивляемость горячим трещинам; проведение :.. исследований в области изучения сва-. риваемости новых материалов; сравнение работоспособности по сопротивляемости образованию горячих трещин различных металлов для оценки конструкций с отбортовкой свариваемых кро-- мок,
Форму ла изобретения
1, Способ испытания на сопротивляемость металла образованию горячих трещин, включающий изготовление ряда образцов5 закрепление конца каждого из образцов в зажимном приспособлении, сварку в направлении от свободного конца образца к закрепленном
концу, изгиб каждого из образцов на различную величину деформации, выявление трещин и оценку сопротивляемости по суммарной длине трещкк о.т - личающийся тем, что, с целью обеспечения возможности оценки на свариваемость деталей с отбортов- кой свариваемых кромок, каждый образец изготавливают в виде пакета из двух пластин, каждый образец закрепляют в приспособлении, располагал его в вертикальной плоскости, сварку ведут по торцу образцов, в момент достижения серединой сварочной вар
Нет
Есть
-.
11
Три поперечные трещины 0,9 в околошовной зоне, пере- .ходящие.в шов 0,3; 0,1; 0,54 Продольных трещин нет
Три поперечные трещины 1,7 в околошовной зоне, переходящие в шов 0,3; 0,5; 0,2. Одна продольная трещина в зоне кратера шва 0,7,
Три поперечные трещины 2,0 в околошовной зоне, переходящие в шов 0,8; 0,4; 0,5. Одна продольная трещина в зоне кратера Шва 0,3
Четыре поперечные тре- 2,7 щияы в околошовной зоне, переходящие в шов 0,6; 0,2; 0,3. Две продольные трещины в зоне кратера шва 0,8; 0,8.
ны участка начала закрепления образца, сварку прекращают и изгибают образец, прикладывая к нему нагрузку в направлении, перпендикулярном вертикальной оси, и -производят д- полни- тельную оценку сопротивляемости по углу деформации до появления первой трещины.
10
Таблица J
Нет
Есть
11
||
Семь поперечных трещин J,8 в зоне кратера шва 0,2; 0,2; 0,3; 0,J; 0,2; 0,1; 0,4 . Одна продольная трещина в зоне кратера шва 0,3
Три поперечные трещины 2,3 в зоне кратера шва 0,6; 0,2; 0,8. Одна продольная трещина в зоне кратера шва 0,7
Четыре поперечные тре- 3,0 щины в зоне кратера шва 0,4; 0,4; 0,3;0,6 (увелич.ширины трещин), Две продольные, трещины в зоне кратера шва 0,1; 0,3
Три поперечные трещины в 3,2 зоне кратера пша 0,7; 0,8; 0,9 (ширина тре щин увелич.) Одна продольная трещина 0,8,
Три поперечные трещины 3,5 в зоне кратера шва 0,9; 1,0; 1,О.Одна продольная трещина в зоне кратера щва 0,6,
