ч
ел
Изобретение относится к черной металлургии, в частности к производству стали для холодной высадки.
Целью изобретения является повышение выхода годного при производст- .ве калиброванной стали.
Прокат из стали диаметром 26 мм по выходу из последней чистовой клети стана ускоренно охлаждают со ско- ростью 500 град/с до и далее на воздухе, подвергают отжигу в проходных роликовых печах при 720, 730, 745, 756, , а затем после подготовки поверхности осуществляют подкалибровку с обжатием 4,5,7,10, 12% и обточку поверхности на 0,02; 0,03; 0,04; 0,045; 0,06 его диаметра По окончании этих операций проводят волочение на размер 23 ьт и отжиг в проходных печах с роликовым подом при 750-760 С.
Результаты испытаний приведены в табл. 1.
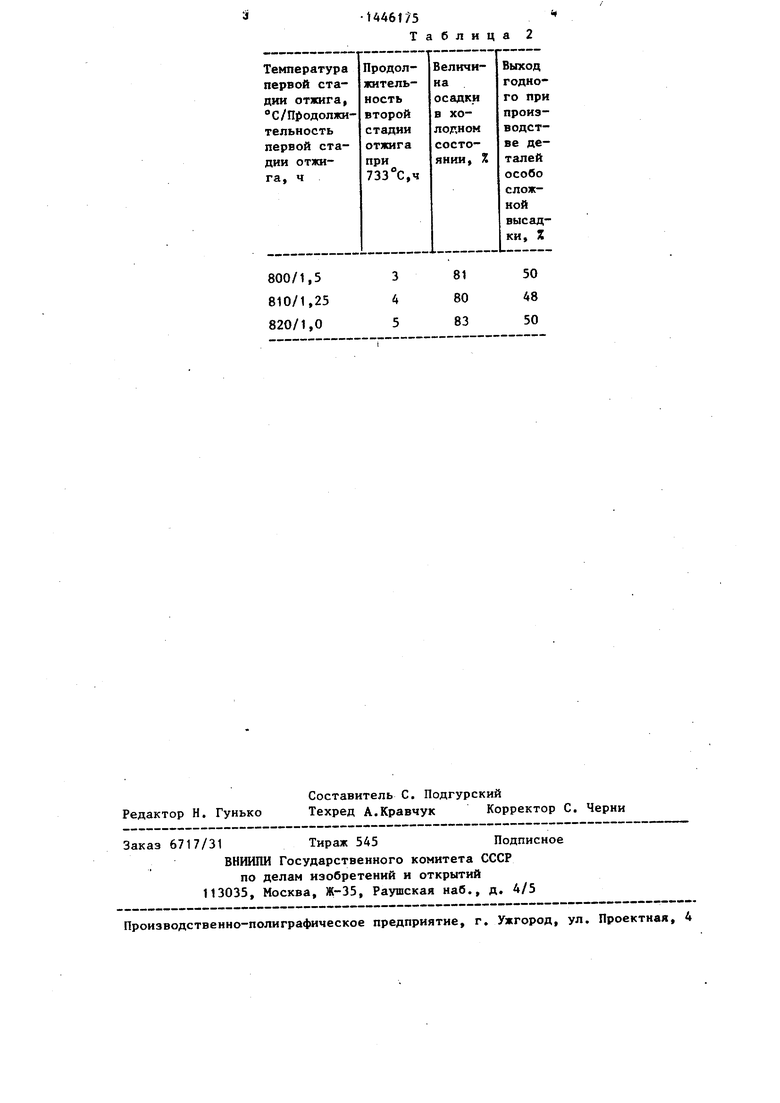
о При обработке по известному способу подкат из стали по выходу из последней клети стана охлаждают со скоростью больше критической до 820, 800,, далее на воздухе, затем подвергают калибровке (волочению) и проводят двухстадийный отжиг. Первую стадию осуществляют при 800,810 820 С в течение 1; 1,25{ 1,5 ч, затем охлаждают на воздухе до 300°С, после чего проводят вторую стадию при 733 С с вьщержками 3,4 и 5 ч и последующим охлаждением на воздухе
Q 5
5
0
5
0
Результаты испытаний приведены в табл. 2.
Как видно из табл. 1 и 2, использование предлагаемого способа обработки проката для холодной высадки позволяет повысить выход годного при производстве калиброванной стали для деталей особо сложной высадки с 50 до 95%, что достигается за счет высокой степени деформируемости стали, а именно осадкой до 90% без разрушений поверхности проката, что обеспечивается содержанием зернистого перлита в микроструктуре стали 85-90% и исключением поверхностных дефектов.
Формула изобретения
Способ обработки проката преимущественно для холодной высадки, включающий ускоренное охлаждение до 800- 760°С непосредственно на выходу из последней клети стана с последующим охлаждением на воздухе, подготовку поверхности, волочение и отжиг,, отличающийся тем, что, с 1 ;елью повьш1ения выхода годного при производстве калиброванной стали для деталей особо сложной высадки, перед подготовкой поверхности проводят промежуточный отжиг при 730-760 с, а перед волочением осуществляют под- Калибровку проката с обжатием 5-10% и его обточку на величину 0,03-0,45 его диаметра, а отжиг после волочения при 750-760°С.
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки горячекатаного проката при изготовлении автомобильных крепежных изделий методом холодной объемной штамповки | 2021 |
|
RU2762283C1 |
| Способ производства калиброванного прутка, преимущественно конструкционных углеродистых и легированных сталей, предназначенного для получения изделий методом холодной высадки | 1990 |
|
SU1752466A1 |
| Способ подготовки горячекатаного проката для изготовления высокопрочных крепежных стержневых изделий | 2019 |
|
RU2728153C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОГО ПРОКАТА ПОД ХОЛОДНУЮ ОБЪЕМНУЮ ШТАМПОВКУ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2530603C1 |
| Способ термической обработки прокатаиз дОэВТЕКТОидНыХ СТАлЕй | 1979 |
|
SU829687A1 |
| СПОСОБ ОБРАБОТКИ ГОРЯЧЕКАТАНОГО ПРОКАТА ПОД ВЫСАДКУ БОЛТОВ | 2008 |
|
RU2380432C1 |
| СПОСОБ ОБРАБОТКИ ГОРЯЧЕКАТАНОГО ПРОКАТА ПОД ХОЛОДНУЮ ОБЪЕМНУЮ ШТАМПОВКУ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2434949C1 |
| СПОСОБ ОБРАБОТКИ ГОРЯЧЕКАТАНОГО ПРОКАТА | 2012 |
|
RU2486260C1 |
| СПОСОБ ПОДГОТОВКИ КАЛИБРОВАННОГО ПРОКАТА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТИЗНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553321C1 |
| Способ обработки проката из спокойных сталей для холодной высадки | 1978 |
|
SU765375A1 |
Изобретение относится к области черной металлургии и может быть использовано при производстве проката для холодной высадки. Цель изобретения - повьшение выхода годного при производстве калиброванной стали. Дпя этого по выходу из последней клети стана прокат ускоренно охлаждается до 800-760 С, далее - на воздухе, затем проводят отжиг при 730-760°С, подкалибровку с обжатием 5-10% и обточку поверхности на 0,03-0,45 диаметра проката, волочение на окончательный размер и отжиг при 750-760°С. 2 табл.
| Способ термической обработки прокатаиз дОэВТЕКТОидНыХ СТАлЕй | 1979 |
|
SU829687A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ производства калиброванной стали для холодной высадки | 1976 |
|
SU588245A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ обработки проката из спокойных сталей для холодной высадки | 1978 |
|
SU765375A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
