Ими
4:% 4::. СО
ОС
ос
Изобретение относится к обработке отверстий деформирующим инструментом, а именно к исследованию состояния поверхности после обработки.
Цель изобретения - повышение производительности труда и расширение технологических возможностей за счёт возможности фиксации изменения микрорельефа в зоне контакта.
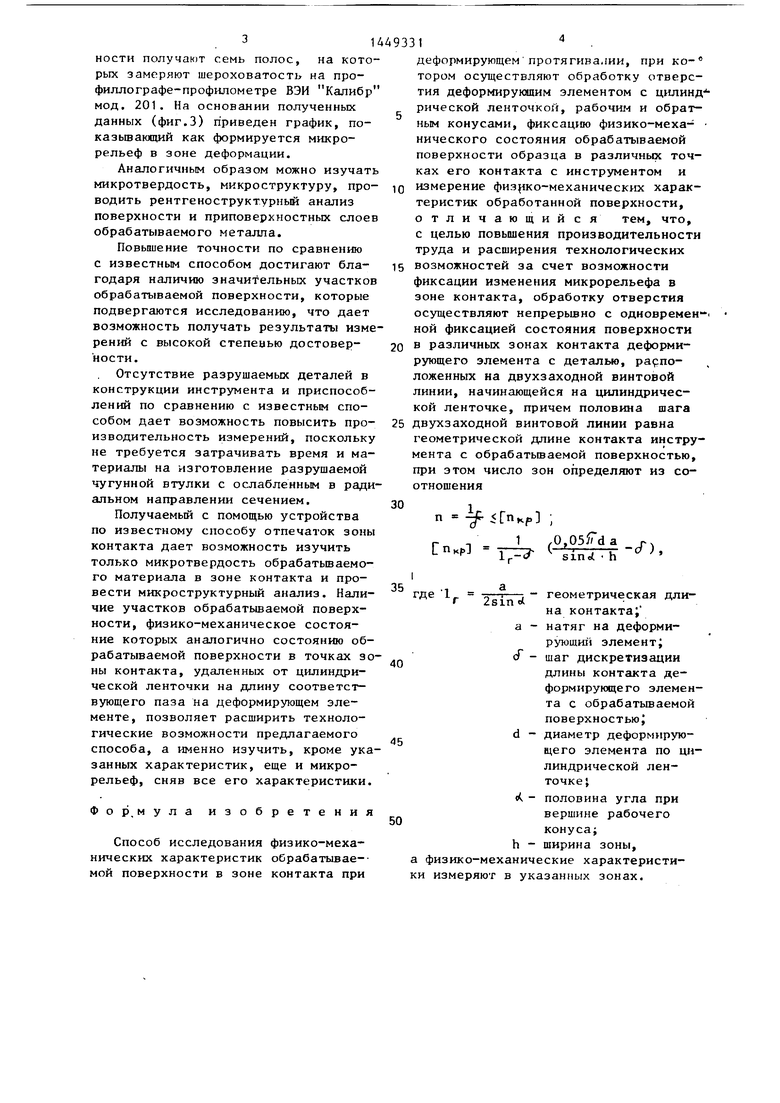
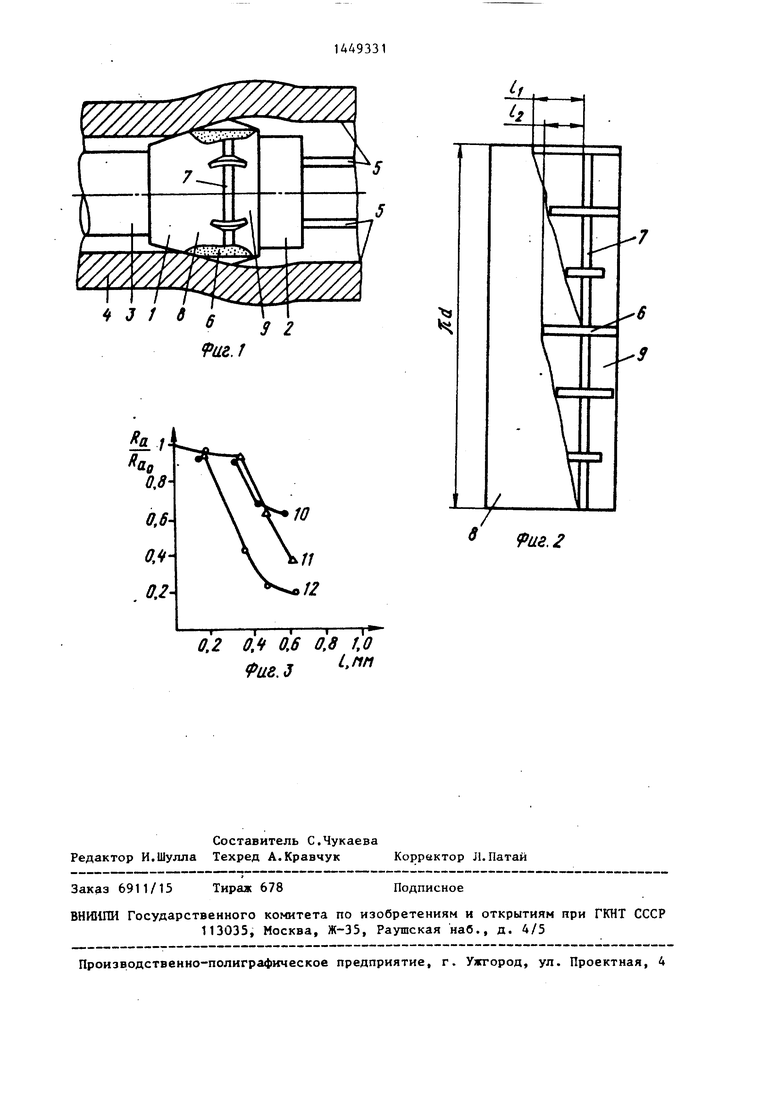
На фиг.1 изображена схема способа исследования физико-механических характеристик обрабатьшаемой поверхности в зоне контакта при деформирующем протягивании; на фиг.2 - развертка деформирующего элемента по цилиндрической ленточке на фиг.З - график изменения относительной шероховатости по контакта.
Способ исследования физико-механических характеристик обрабатываемой поверхности в зоне контакта при деформирующем протягивании заключается в следующем.
С помощью деформирукидей протяжки содержащей деформирукчций элемент 1 , расположенный на оправке 2, и хвостовик 3, осуществляют непрерывное протягивание образца в виде втулки деформирующим элементом 1, на обработанной поверхности остаются следы 5 в виде полос вдоль образующей втулки от пазов 6, котарые выполнены в зоне сопряжения цилиндрической ленточки 7, . рабочего 8 и обратного 9 конусов.
По мере продвижения деформирующего элемента 1 через отверстие образца 4 рабочий конус 8 инструмента воздействует на обрабатываемую поверхность и формирует новое состояние последней - упрочняет ее, изменяет микрорельеф, причем формирование происходит на всей протяженност контакта поверхностей инструмента И-образца. Состояние обрабатываемой поверхности в требуемой точке фиксируется благодаря отсутствию даль - нейшего воздействия поверхности инструмента на обрабатываемую поверхность в том месте, где выполнен паз имеющий геометрические параметры, определяемые по формуле. Таким образом, на обработанной поверхности остаются полосы, состояние поверхности которых соответствует состоянию обрабатываемого материала в исследуемой точке зоны контакта, в дальнейшем исследуются общеизвестными методами металлографии, подвергаются механическим испытаниям и измеряется микрорельеф. На основании полученных результатов можно создать график, характеризующий процесс формирования микрорельефа (фиг.З) и физико-механические характеристики в процессе обработки.
Пример. Для сравнения известного и предлагаемого способов исследования состояния поверхности изготовлен деформирующий элемент со следующими геометрическими параметрами:
диаметр по цилиндрической ленточке мм; углы рабочего и обратного конуса с 0, 4 , ширина цилиндрической ленточки b 1 MMj длина рабочего конуса 1 20 мм, обратного
100 8 мм; ширина пазов h 2 мм, длина наибольшего паза при натяге на деформирующий элемент а 0,2 мм
25
1 1„
1 г 2sinJ
1,43 мм.
Наибольшее число пазов п определяют из соотношения
30
ГПкьЗ
1 0,05gd а г.. Т hsineL
При шаге дискретизации (Г 0,2 мм п Kf. 8,05, величина геометрической протяженности контакта 1 равномерно определена между пазами с шагом сГ 0,2 мм ,43 ми, I,. 1, -S- 1,43-0,2-1,23 мм и т.д.
Таким образом, определяют число пазов
40
1,43 0,2
7
В случае , это приводит к увеличению фактической длины контакта и искажению получаемых данных,
Указанным деформирующим элементом обработаны втулки из стали 20 Г без остановки процесса протягивания с одновременной фиксацией состояния обрабатываемой поверхности в различных точках контакта инструмента с образцом. Втулки до обработки имеют размеры dxL 44, мм и толщины стенок t 2; З; 5 мм.Обработку ведут с натягом на деформирующий
элемент а 0,2 мм, скорость протягивания V 0,04 м/с, в качестве технологической смазки используют масло Индустриальное 2,0. После протягивания на обработанной поверхности получают семь полос, на которых замеряют шероховатость на про- филлографе-профилометре ВЭИ Калибр мод. 201. На основании полученных данных (фиг.З) п риведен график, по- казывакхций как формируется микрорельеф в зоне деформации.
Аналогичным образом можно изучать микротвердость, микроструктуру, проводить рентгеноструктурный анализ поверхности и приповерхностных слоев обрабатываемого металла.
Повьпиение точности по сравнению с известным способом достигают благодаря наличию значительных участков обрабатываемой поверхности, которые подвергаются исследованию, что дает возможность получать результаты измерений с высокой степеиью достоверности.
. Отсутствие разрушаемых деталей в конструкции инструмента и приспособлений по сравнению с известным способом дает возможность повысить производительность измерений, поскольку не требуется затрачивать время и материалы на изготовление разрушаемой чугунной втулки с ослабленным в радиальном направлении сечением.
Получаемый с помощью устройства по известному способу отпечаток зоны контакта дает возможность изучить только микротвердость обрабатываемого материала в зоне контакта и провести микроструктурный анализ. Наличие участков обрабатьшаемой поверхности, физико-механическое состояние которых аналогично состоянию обрабатываемой поверхности в точках зоны контакта, удаленных от цилиндрической ленточки на длину соответствующего паза на деформирующем элементе, позволяет расширить технологические возможности предлагаемого способа, а именно изучить, кроме указанных характеристик, еще и микрорельеф, сняв все его характеристики.
Фор. мула изобретения
Способ исследования физико-механических характеристик обрабатывае-- мой поверхности в зоне контакта при
деформирующем протягива.ши, при ко- тором осуществляют обработку отверстия деформирующим элементом с цилинд- рической ленточкой, рабочим и обратным конусами, фиксацию физико-меха- нического состояния обрабатываемой поверхности образца в различных точках его контакта с инструментом и
Q измерение физико-механических характеристик обработанной поверхности, отличающийся тем, что, с целью повышения производительности труда и расширения технологических
5 возможностей за счет возможности фиксации изменения микрорельефа в зоне контакта, обработку отверстия осуществляют непрерьшно с одновремен- ной фиксацией состояния поверхности
0 в различных зонах контакта деформирующего элемента с деталью, рарпо- ложенных на двухзаходной винтовой линии, начинающейся на цилиндрической ленточке, причем половина шага
5 двухзаходной винтовой линии равна
геометрической длине контакта инструмента с обрабатьшаемой поверхностью, при этом число зон определяют из соотношения
30
п
Г „ т 1 г X
СпкрТ - ( ;.„. -оГ),
0
5
0
™ г - 1гЬ
а Ггеометрическая длина контакта; натяг на деформи- рующи11 элемент; шаг дискретизации длины контакта деформирующего элемента с обрабатьшаемой поверхностью; диаметр деформирующего элемента по цилиндрической ленточке J
половина угла при вершине рабочего конуса;
h - ширина зоны,
а физико-механические характеристики измеряют в указанных зонах.
d fae,2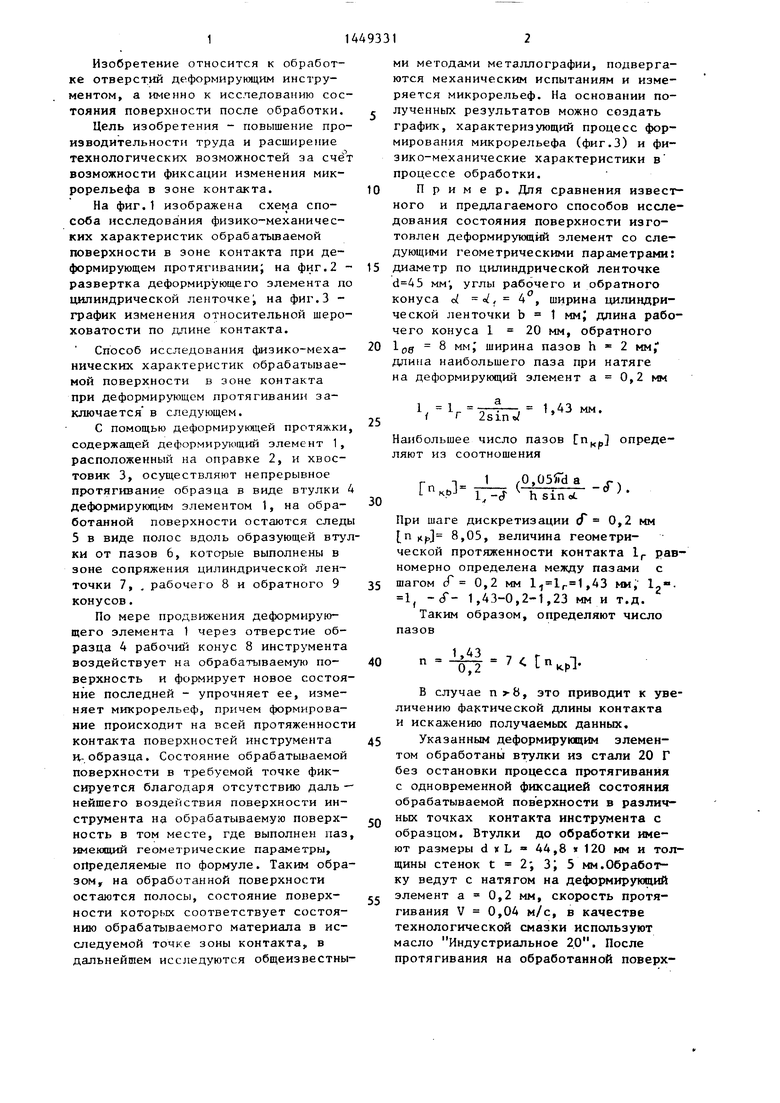
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| Устройство для остановки процесса деформирующего протягивания | 1977 |
|
SU742057A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРУЮЩЕГО ЭЛЕМЕНТА ПРОТЯЖКИ | 1987 |
|
SU1651444A1 |
| Динамометр для определения контактных давлений | 1989 |
|
SU1719933A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| Способ деформирующего протягивания | 1988 |
|
SU1523318A1 |
| Динамометр для определения контактных давлений при деформирующем протягивании | 1987 |
|
SU1466916A1 |
Изобретение относится к обработке отверстий деформирующим инструментом и касается исследования состояния поверхности после обработки. Целью изобретения является повышение производительности труда и технологических возможностей способа за счет фиксации изменения микрорельефа в зоне контакта. Для этого протягивание осуществляют непрерывно с одновременной фиксацией состояния поверхности в различных зонах контакта деформирующего элемента с деталью, расположенных на двухзаход- ной винтовой линии, начинающейся на цилиндрической ленточке. Половина шага двухзаходной винтовой линии соответствует геометрической длине контакта инструмента с обрабатьшае- мой поверхностью.Число пазов определяют по расчетной зависимости. На обработанной поверхности остаются полосы, состояние поверхности которых соответствует состоянию обрабатываемого материсша в исследуемой точке зоны контакта. Физикс5-мехзни- ческие характеристики измеряют в указанных зонах. По полученным значениям судят о характере формирования микрорельефа. 3 ил. to Г ИП
0.2 0. 0.6 0.8 1,0 Риг.З
Составитель С.Чукаева Редактор И.Шулла Техред А.КравчукКорректор Л.Патай
Заказ 6911/15
Тираж 678
ВНШШИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Устройство для остановки процесса деформирующего протягивания | 1977 |
|
SU742057A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
