Изобретение относится к раскройному производству, в частности к способу формирования раскладок и настилов материалов, и может быть использовано в швейной и трикотажной отраслях промьшшенности.
Цель изобретения - повышение производительности труда и экономии полотна.
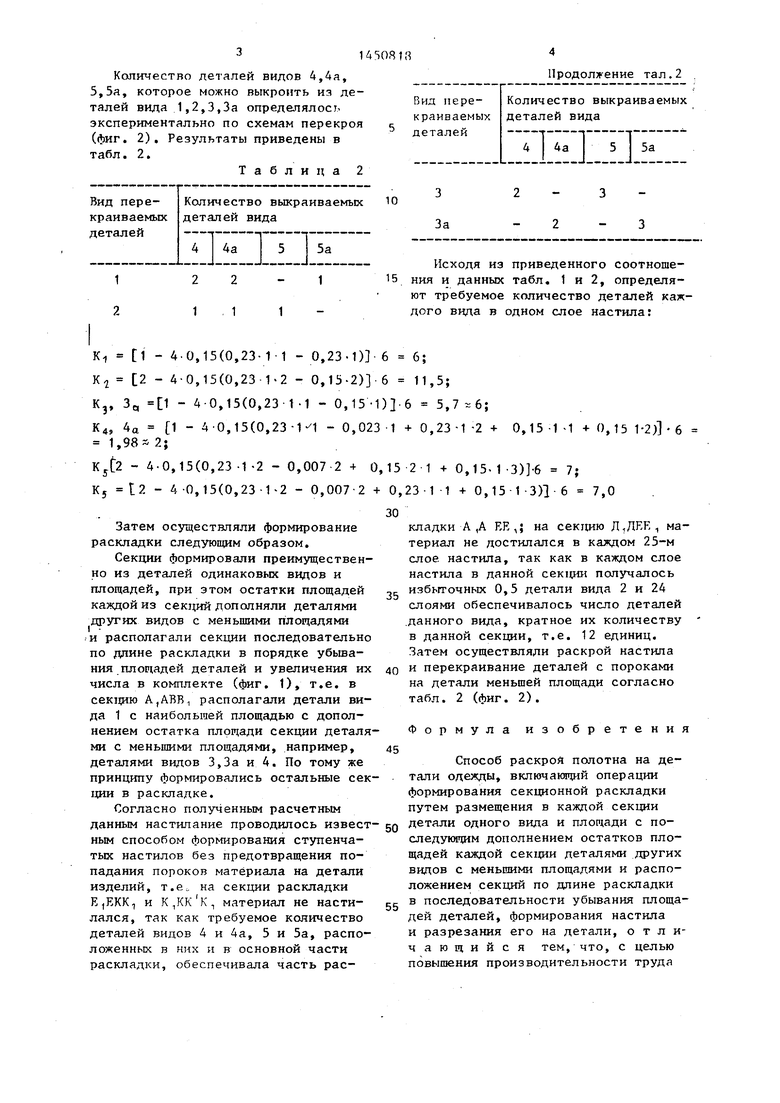
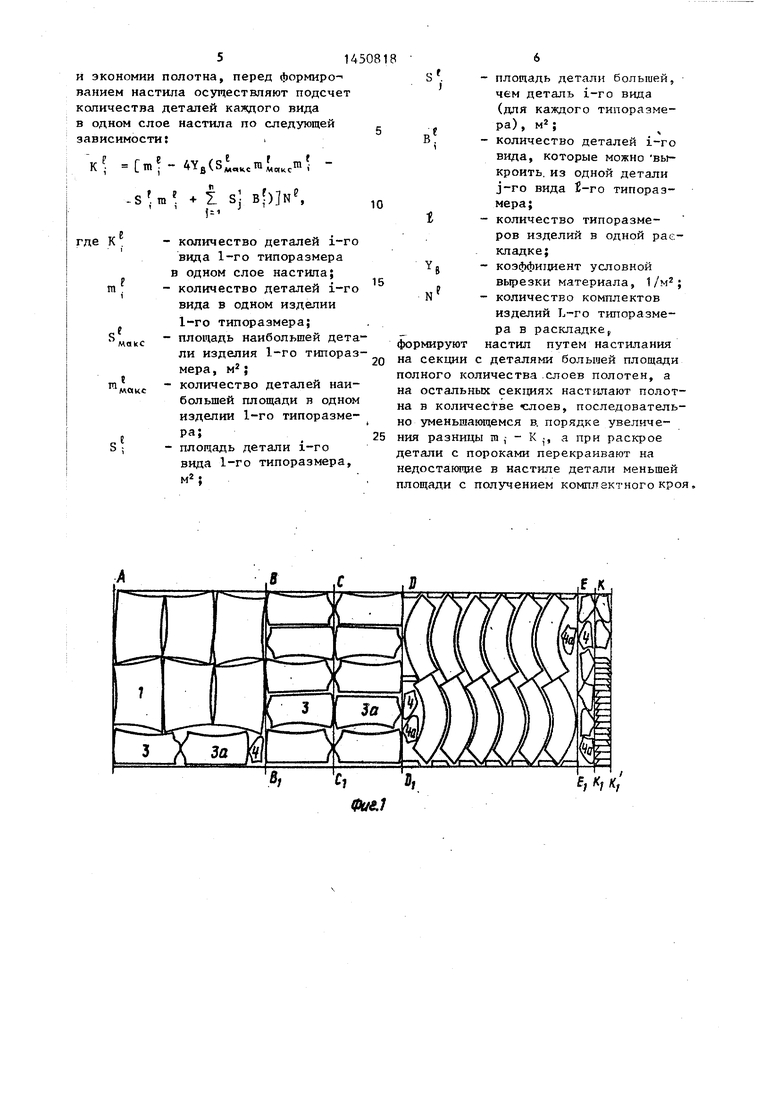
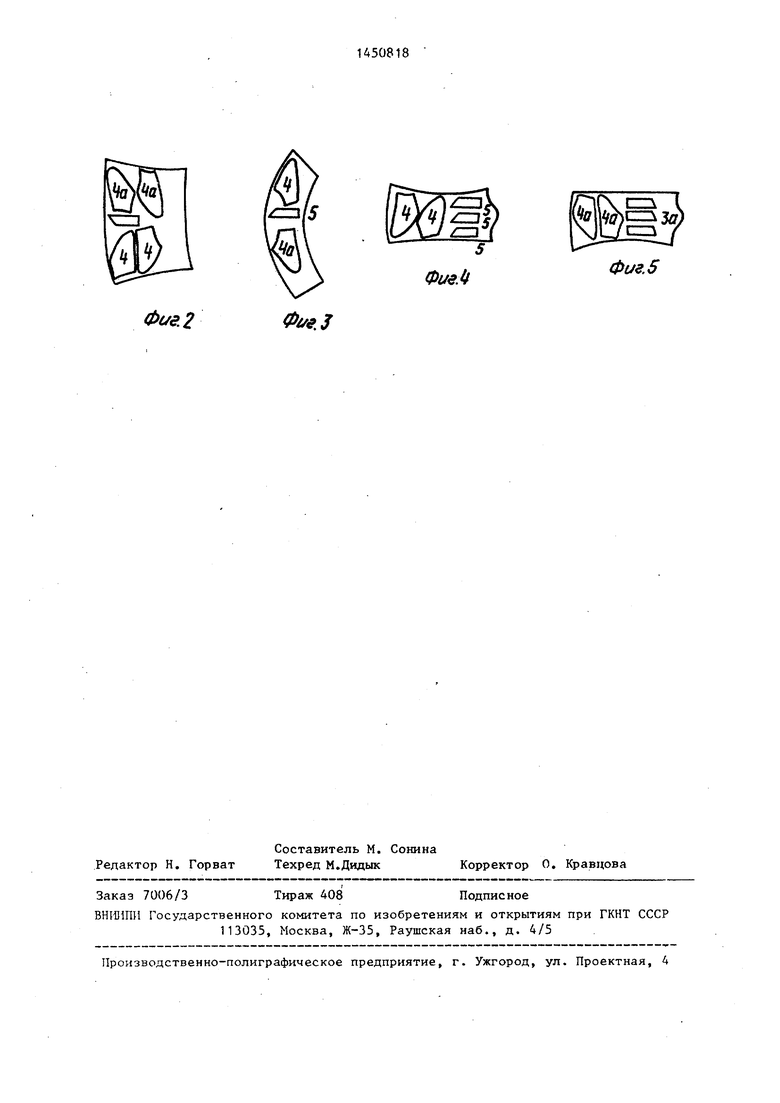
На фиг. 1 представлена раскладка деталей комбинации для женщин, сформированная с преимущественным вьще- лением деталей 1 в секцию А.АВВ,, деталей 3 - в секцию ,; деталей За - в секцию деталей 2 - в секцию деталей 4 и 4а - в секдаю К,ЕКК„ деталей 5 и 5а - в секцию на фиг.2 - схема перекроя детали 1; на фиг.З - схема перекроя детали 2; на фиг.4 - схема перекроя детали 3; на фиг.З - схема перекроя детали За.
Способ раскроя полотна на детали одежды включает операции формирования секционной.раскладки путем размещения в каждой секции деталей одного вида и площади с последующим дополнением остатков площадей каждо сектщи деталями других видов с меньшими площадями и расположением секций по ппкне раскладки в последовательности убывания площадей деталей формирование растила и разрезания его на детали. Перед формированием настила осуществляют подсчет количества деталей видя в основном слое настила по следующей зависимости:
К. т . - 4Ув(,,кст
т
f т, е
.Is , Р., ) N% i-
де К .
™
макс
га
макс
-количество деталей i-ro вида 1-го типоразмера
в одном слое настила;
-количество деталей i-ro вида в одном изделии 1-го типоразмера;
-плор1адь наибольшей де тали изделия 1-го типоразмера,
-количество деталей наибольшей площади в одном изделии 1-го типоразмера;
Y
N
S - площадь детали 1-го вида 1-го типоразмера, S .- - плоп1адь детали, боль- шей, чем деталь i-ro
вида (для каждого типоразмера) ,
В. - количество деталей i-ro вида, которые можно вы- кроить из одной детали
j-ro вида 1-го типоразмера (определяемое экспериментально) ;
t - количество типоразмеров из- делий в одной раскладке;
-коэффициент условной вьфезки материала;
-количество комплектов
Iизделий L-ro типоразмера в раскладке.
Коэффшдаент 4 имеет размерность 1/м. Затем формируют настил путем настилания на секции с деталями большей площади полного количества слоев полотен, а на остальных секциях настилают полотна в количестве слоев последовательно уменьшающемся в порядке увеличения разницы га;- Kj При раскрое детали с пороками перекрывают на недостающее в настиле детали меньшей площади с получением комплектного кроя.
Пример. Проводилось формирование настила на комбинации для жен- Щин по секционной раскладке (фиг.1).
Раскладка содержит. 6 комплектов лекал комбинации 104 размера по обхвату груди одной модели. Условная вырезка составляет 15%, .0,15. Площади лекал деталей изделий по их видам и их количество в комплекте изделия приведены в табл.1.
Таблица 1
Деталь-Площадь, i Количество в ком- j м i плекте изделия
314508li
Количество деталей видов 4,4а, 5,5а, которое можно выкроить из деталей вида 1,2,3,За опредепялось экспериментально по схемам перекроя 5 (фиг. 2). Результаты приведены в табл. 2.
Таблица 2
Продолжение тал.2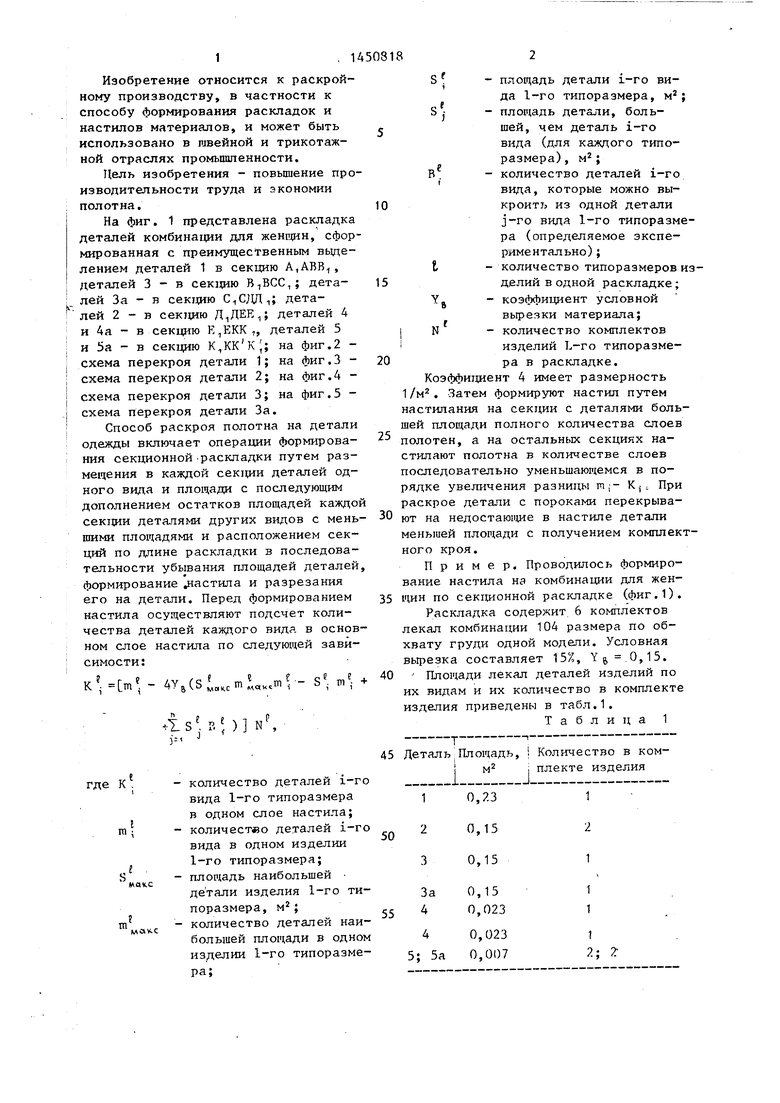
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К РАСКРОЮ РУЛОННОГО МАТЕРИАЛА С ЛОКАЛЬНЫМИ И РАСПРОСТРАНЕННЫМИ ДЕФЕКТАМИ | 1995 |
|
RU2084191C1 |
| Способ раскроя авровых тканей | 1989 |
|
SU1614789A1 |
| Способ изготовления одежды | 1988 |
|
SU1676579A1 |
| Способ настилания полотен ткани с рисунком в клетку и полоску | 1986 |
|
SU1563665A1 |
| Способ формирования настила ткани с рисунком в клетку и полоску | 1987 |
|
SU1570702A1 |
| Устройство для нумерации деталей одежды | 1987 |
|
SU1431967A1 |
| СПОСОБ ПЕРЕРАБОТКИ БЫТОВЫХ И ПРОМЫШЛЕННЫХ ОТХОДОВ ВТОРИЧНОГО ТЕКСТИЛЯ | 2009 |
|
RU2414551C1 |
| Линия для настилания и раскроя полотна | 1978 |
|
SU791579A1 |
| Способ настилания и раскроя эластичных полотен | 1986 |
|
SU1395577A1 |
| Способ выкраивания прямоугольных деталей и устройство для его осуществления | 1987 |
|
SU1618370A1 |
Изобретение относится к раскройному производству. Цель изобретения - повьииение производительности и экономии полотна. Способ раскроя полотна на детали одежды включает операции формирования сек11ионной раскладки путем размер1ения в каждой сек1щи .; В,ж:С,; С,СДД,; Д,ДЕЕ,; ,; К КК К; деталей одного вида и площади с последуюпщм дополнением остатков площадей каждой секции деталями других видов с меньшими площадями и расположением секций по длине раскладки в последовательности убывания площадей деталей 1,3,За, 2,4,4а, формирования настила и разрезания его на детали. Перед формированием настила осутчествляют подсчет коли-t чества деталей каждого вида в одном слое настила по определенной зависимости. Затем формируют настил путем настилания на секции с деталями большей п/1ощади полного количества слоев, полотен, а на остальных секциях настилают полотна в количестве слоев, последовательно уменьшающемся в порядке увеличения разницы m - К , а при раскрое детали с пороками перекраивают на недостающие в настиле детали меньшей площади с получением комплектного кроя. 5 ил., 2 табл. Ф (Л 4 01 о 00 СХ)
Ki 1 - 4. 0,15(0,23-м - 0,23-1) 6 К С2 - 4-0,15(0,23-1-2 - 0,15-2)-6
4-0,15(0,23 t-1 - 0,15 - 40,15(0,23-1-1 - 0,02
К,, 3q 1
К4, а 1 1,98- 2;
Kjt2 - 4-0,15(0,23-1-2 - 0,007 2 -f К, t2 - 4-0,15(0,23-1-2 - 0,007-2
Затем осуществляли формирование раскладки следующим образом.
Секции формировали преимущественно из деталей одинаковых видов и площадей, при этом остатки площадей каждой из секций дополняли деталями других видов с меньшими площадями и располагали секции последовательно по длине раскладки в порядке убьша- ния площадей деталей и увеличения их числа в комплекте (фиг. 1), т.е. в сек1щю A,ABBi располагали детали вида 1 с наибольшей площадью с дополнением остатка площади секции деталями с меньшими площадями, например, деталями видов 3,3а и 4. По тому же принципу формировались остальные секции в раскладке.
Согласно полученным расчетным данным настилание проводилось извест ным способом формирования ступенчатых настилов без предотвращения попадания пороков материала на детали изделий,
на секции раскладки Е,ЕККт и К,КК К, материал не настилался, так как требуемое количество деталей видов 4 и 4а, 5 и 5а, расположенных в них н в основной части раскладки, обеспечивала часть рас
Исходя из приведенного соотношения и данных табл. 1 и 2, определяют требуемое количество деталей каждого вчда в одном слое настила:
6;
11,5; 5, - 0,23-1 -2 + 0,15 -1 -1 + 0,15 1-2) 6
2-1 + 0,15- 1 -3)-6 7; 3-1 1 -f 0,15 1 -3)1 6 7,0
кладки А ,А ЕЕ,; на секцию материал не достилался в каждом 25-м слое настила, так как в каждом слое настила в данной секции получалось избыточных О,5 детали вида 2 и 24 слоями обеспечивалось число деталей данного вида, кратное их количеству в данной секции, т.е. 12 единиц. Затем осуществляли раскрой настила и перекраивание деталей с пороками на детали меньшей площади согласно табл. 2 (фиг. 2).
Формула изобретения
Способ раскрой полотна на детали одежды, включающий операции формирования секционной раскладки путем размещения в каждой секции детали одного вида и площади с последующим дополнением остатков площадей каждой секции деталями других видов с меньшими площадями и расположением секций по длине раскладки в последовательности убывания площадей деталей, формирования настила и разрезания его на детали, отличающийся тем, что, с целью повышения производительности труда
и экономии полотна, перед формиро- ванием настила осуществляют подсчет количества деталей каждого вида в одном слое настила по следующей зависимости;i
к
Стп5 - 4Y(sf,«,mJ,,m - -S.m + i SJ в;)N
E
де
m .
макс
-количество деталей i-ro вида 1-го типоразмера
в одном слое настила;
-количество деталей i-ro вида в одном изделии 1-го типоразмера;
-площадь наибольшей детали изделия 1-го типоразмера ,
OIkC
количество деталей наибольшей площади в одном изделии 1-го типоразмера; 25 площадь детали i-ro вида 1-го типоразмера,
0
15
0
25
в;
S . - площадь детали большей, чем деталь i-ro вида (для каждого типоразмера),
-количество деталей i-ro вида, которые можно выкроить, из одной детали j-ro вида t-ro типоразмера;
-количество типоразмеров изделий в одной рае- кладке;
-козффи1Д1ент условной вырезки материала,
-количество комплектов изделий L-ro типоразмера в раскладкеJ
формируют настил путем настилания на секции с деталями большей площади полного количества .слоев полотен, а на остальных секциях наст 1лают полотна в количестве «слоев, последовательно уменьшающемся в. порядке увеличения разницы m ,- - К J, а при раскрое детали с пороками перекраивают на недостающие в настиле детали меньшей площади с получением комплектного кроя,
N
е
Фиг. 2
0US.l4
Фиг. 5
| Пугачевская С.М., Горпжова Л.И., Пацьор Р.И | |||
| и др | |||
| Нормирование и рациональный расход тканей в швейном производстве | |||
| Киев: Техника, 1980, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
