1
Изобретение относится к лйгксэй промьошленности, а именно к устройствам для манипулирования тонкими гибкими изделиями, в частности раскладывания полотна, и может быть использовано предприятиями трикотажной промышленности.
Известно устройство для укладки и обрезки полотна, содержащее каретку для настилания полотна, смонтированную на направляющих стола, горизонтальный транспортер-накопитель для полотна, накопитель рассеченных настилов, расположенный у торца нас тилочного стола, устройство для раскроя рассеченного настила на комплектовочные средства (1
Недостатком указанного устройства является сложная и металлоемкая конструкция, а это влечет-за собой, большую стоимость оборудования. Кроме того, данное устройство не позволяет раскладывать полотна/ .уложенные непосредственно в поддоны.
Целью изобретения является расширение технологических возможностей путем обеспечения возможности подачи полотна, уложен-ного в поддонах, а так же создание настилочного обсу
рудования, несложного по конструкции и небольших габаритов.
Указанная цель достигается тем,
5 что известная линия, содержащая каретку для настилания полотна, смон-, тированную на направляющих стола, (Транспортирующий орган .для полотна, накопитель рассеченных настилов,
10 расположенный у торца стола, ,устройство для раскроя рассеченного настила на детали и комплектовочные средства, имеет подъемник для полотна, установленный между торцом
J5 стола и накопителем рассеченных
настилов и связанный с транспортирующим органом для полотна и с кареткой, а накопитель рассеченных настилов состоит из вертикальной рамы,
20 несущей параллельно расположенные одна над другой с зазором пластины, смонтированные с возможностью перемещения относительно вертикальной оси рамы посредством цепной передачи,
25 при этом транспортирующий орган для подачи полотна выполнен в виде расположенного под столом рольганга. Кроме того, подъемник полотна состоит из вертикальной направляющей,
30 двух горизонтальных платформ с захватами, смонтированных с возможностью перемещения вдоль направляющих, к откидного столика для соеди.нения плоскости стола с соответствующей плоскостью накопителя рассеченных настилов, причем одна, из горизонтальных платформ расположена на уровне рольганга, а другая - на уровне каретки.
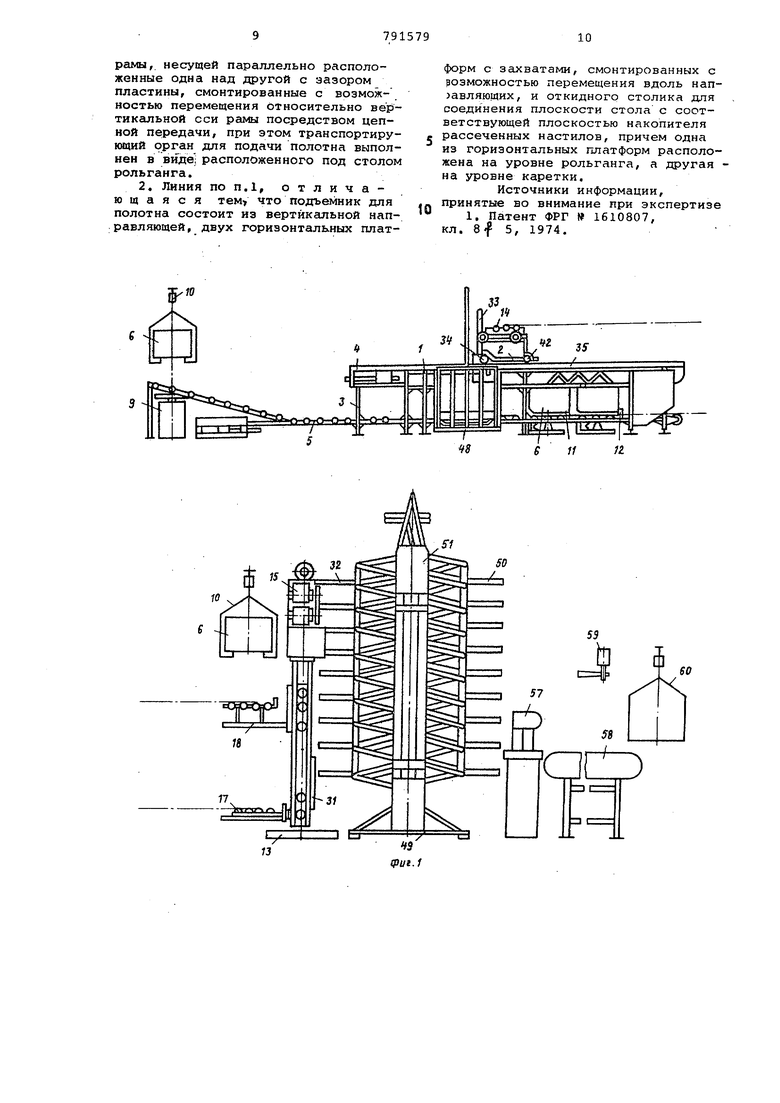
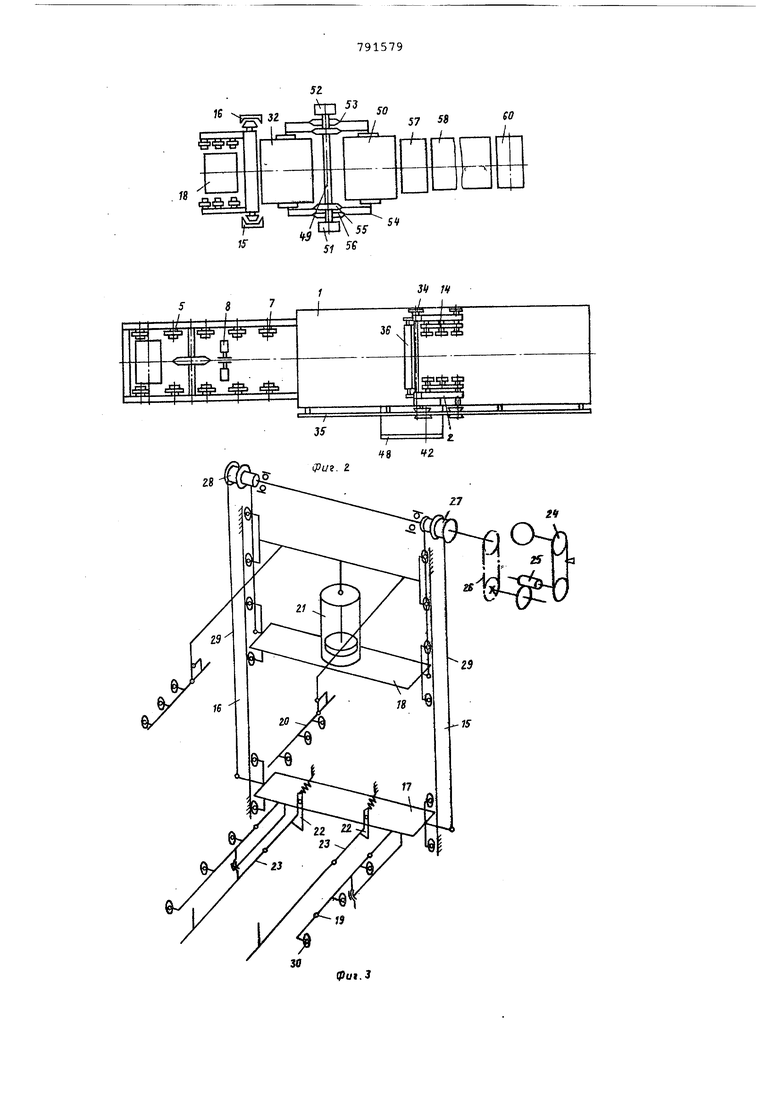
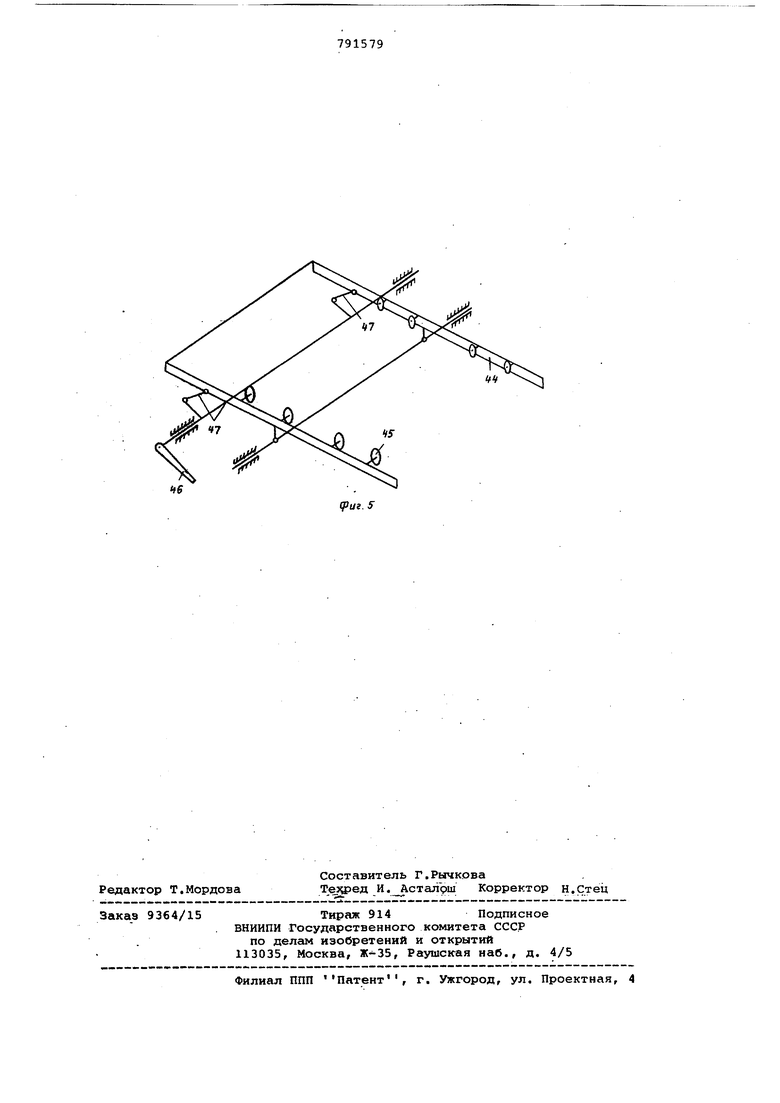
На фиг. 1, 2 схематично показана линия для настилания и раскроя полотна; на фиг. 3 - кинематическая схема подъемника для полотна; на фиг, 4 - кинематическая схема каретки; на фиг. 5 - грузовая платфорт ма.
Линия для настилания и раскроя полотна содержит неподвижный настилочный стол 1 с перемещающейся по нему кареткой 2. Стол 1 состоит из .каркаса 3, который собирается изотдельных секций. ;Крышка1 4 стола 1 изготовлена из двенадцати миллиметровой фанеры, на которую наклеен винипласт.
Под ,адстилочным1столом 1 размещен транспортирующий орган 5 раскладываемого полотна, который предназна- ; чен для временного хранения и поочередной подачи полотна в поддонах 6 на каретку 2. Полотно может храниться в книжках, имеющих длину 410510 мм, ширину 340-750 мм, высоту 160-300 мм или в рулонах диаметром 200-450 мм и шириной 750 мм. Количество поддонов 6, одновременно находящихся на транспортирующем .органе, 19 штук.
Транспорти)ующий орган 5 (см. фиг. 2) состоит из рамы, собираюгцейся из однотипных секций, у которых на боковых направляющих установлены неприводные ролики 7 для поддонов б, а по центру расположена г вижущаяся цепь (,1 мм, ,l8 м/с) с толкателями 8. Начало направляющих транспортирую-щего органа (рольганга) 5 приподнято и расположено над пневмостолом 9 и под участком подвесного, люлечного, грузонесущего конвейера 10. На противоположном конце рольганга 5 последовательно с шагом, равным ширине транспортируемогс поддона 6, расположены над роликами 7 отсекатели 11 и 12, имеющие возможность noBcjpOTa.i в горизонтальной плоскости т.е в ПЛОСКОСТИ рольганга.
Конвейер 10.соединяет вязальный цех, склад и участок раскроя и комт плектовки и имеет автоматическое адресование. Дех,7имеет| несколько настилочно-раскройшах линий, Поэтоtfy на конвейере 10 в местах его подхода к рольгангу 5 имеют.ся датчики, которые считывают информацию (адрес, куда должна быть доставлена люлька, где находится поддон с полотном) и дают команду при подходе
люльки с поддоном б на подъем соответствующего пневмостола 9.
У противоположного конца рольган га 5, у торца настилочного стола 1 расположен подъемник 13 для полотна предназначенный для перегрузки поддонов 6 с полотном с рольганга 5 на грузовую платформу 14 настилочной каретки 2 и перегрузки пустых поддонов 6 на конвейер 10. Грузоподъемник 13 имеет, грузоподъемность 50 кг. Он состоит из двух направляющих 15,16 (см. фиг. 3), по которым перемеща.ются разновысокие платформы 17 и 18 с захватами 19 и 20. Верхний захват 20 снабжен пневмоцилиндром 21, Нижний захват 19 снабжен фиксаторами 22 и упорами 23 рычажного типа, которые под действием силытяжести имеют возможность поворота вокруг оси. Перемещение захватов 19, 20 осуществляется, от привода, включающего, например, электродвигатель 17-АОЛ-22-4, кли.ноременную передачу 24, редуктор 25 РЧУ-63, цепную передачу 26, барабаны 27, 28 и тросы 29.
Захваты 19 и 20 соединены с платформами 17, 18 шарнирно. Плат:формы 17, 18 выполнены в виде свободно вращающихся роликов 30. Для контроля наличия поддона б на захва те 19 и подачи сигнала на перемещение платформ 17, 18 сам захват 19 имеет датчик в виде микропереключателя. Кроме того,боковые направляющие 15, 16 имеют датчик типа ВПК, а на платформах 17, 18 находятся кулаки. Датчики установлены таким образом, чтобы нижний захват при движении вверх устанавливался на уровне грузовой платформы 14 настилочной каретки 2. На направляющих 15, 16 со cтopoJ ы, противоположной платформам 17, 18, имеется откидной столикплоскость 31 для соединения плоскости стола 1 с соответствующей плоскостью накопителя 32 рассеченных настилов,
Каретка 2 предназначена для настилания трикотажных полотен, сложенных в книжку или намотанных в рулон Скорость настилания 0,035-0,35 м/с, максимальная ширина настилаемого полотна 750 мм. Каретка 2 состоит из .рамы 33 (см.фиг.1) ,опираклцейся на четыре колеса 34, два из Которых контактируют с направляющей 35 на столе 1, а два непосредственно с поверхностью стола 1. Рама 33 (см. фиг. 4) имеет грузовую платформу 14 и подающие валики 36. Для регулировки зазора между валиками 36 предусмотрены винты 37. Для регулировки зазора по высоте предусмотрен механизм подачи валиков 36, состоящий из зубчатых реек 38, зубчатых колес 39 и маховичка 40. Для обеспечения одностороннего вращения:вгшиков 36
при движении каретки 2 вправо-влево предусмотрены храповые пары 41. Вращение на валики 36 передается через систему зубчатых передач от приводного колеса 42, состоящего из двух клиновидных дисков. За счет изменения расстояния между последними можно изменять скорость вращения подающих валиков 36.
В каретке 2 также предусмотрена ручная подача полотна от рукоятки 43 через систему зубчатых передач. Неприводная качающаяся грузовая платформа 14 состоит из рамы 44 (см, фиг. 5), на которой установлены ролики 45. Для поворота рамы 44 предназначены рукоятка 46 и система рычагов 47. Перемещение каретки 2 может осуществляться, например, от жестко связанной с ней приводной платформы 48 настильщицы. Ее привод состоит, . например, из комплектного привода типа ПМУ, редуктора и открытой зубчатой передачи. Минимальная скорость передвижения 0,035 м/с, максимальная - 0,35 м/с, диапазон регулирования скорости 10:1, грузоподъемность 100 кг.
У торца настилочного стола 1 за подъемником 13 полотна расположен . накопитель 49 рассеченных настилов, предназначенный для временного хранения рассеченных частей настила. Он выполнен в виде параллельных плоскостей 50, укрепленных на вертикальной раме, состоящей из телескопических колонн 51, 52. Параллельные плоскости 50 укреплены на цепях 53 с помощью кронштейнов 54. На колоннах 51, 52 расположены приводные и неприводные звездочки 55, 56. С помощью звездочек 55, 56 и цепей 53 осуществляется круговое перемещение плоскостей 50 в вертикальной плоскости.
За накопителем 49 установлен раскройный стол 57, оснащенный ленточными ножами. Комплектовочный стол 58 является продолжением раскройного стола 57. Участок комплектовки предназначен для выполнения операций по подрезке деталей кроя, прдсачек, комплектования, связывания пачек кроя и складывания последних в поддоны 6. Над столом 58 расположен перегрузчик 59, с помощью которого поддон с кроем перегружается на конвейер 60 со съемными люльками, соединяющий закройный и швейный цеха.
Линия для настилания и раскроя полотна работает следующим образом. Режим работы линии - полуавтоматический. Управление механизмами линии -дистанционное с пульта управления, установленного на настилочном столе 1 (см. 4)иг. 1, 2) .
Трикотажное полотно, уложенное а поддоны 6, по подвесному конвейеру 10 подают на определенную части
лочно-раскройную линию. При подходе к ее (линии) подъемному пневмостолу, 9 датчик считывания информации дает . команду на подъем пневмостола 9 и его поверхность приходит в контакт с поддоном 6, приподнимает его, люлька уезжает, а поддон остается. Пневмо-стол 9 опускается, а поскольку он расположен между направляющими рольганга 5, то поддон 6 остается на наклонной части транспортера 5 и
0 скатывается на его горизонтальную часть.
Перемещение поддонов 6 осуществляется движущейся по центру рольганга 5 цепью с толкателями 8, которые
5 толкают поддон по роликам 7 в противоположный конец рольганга 5, где имеются отсекатели 11, 12. Цепь с толкателями 8 движется постоянно. В том случае, когда поддон 6 упирается
0 в соседний или в упор отсекателей 11, 12, толкатель 8 поворачивается и проходит под поддоном.
В начальном положении нижний захват 19 находится на уровне рольганга 5, а верхний захват 20 находится на
5 уровне грузовой платформы 14 настилочной каретки 2. Для перегрузки поддона с полотном с рольганга 5 на грузовую платформу 14 работница нажимает кнопку, установленную в тор0це настилочного стола 1. При этом отсекатель 12 при помощи электромагнита открывается, а отсекатель 53 закрывается. Крайний поддон 6 с полотном выталкивается толкателем 8
5 на захват 19 подъемника 13, нажимает на фиксаторы 22 (см. фиг. 3). Упоры 26 рычажного типа под действием силы тяжести поворачиваются вокруг оси и тем самым фиксируют .
0 поддон с полотном.
В это же время пустой поддон 6, находящийся на грузовой платформе 14, перегружается на захват 20 верхней платформы 18. Для этого рама 44 грузовой платформы 14 от рукоятки
5 46 и рычагов 47 наклоняется в сторону захвата 20, и поддон скатывается на него. Поддоны на захватах 19, 20 покоятся на роликах 30 (см. фиг. 3),
Микропере1 лючатель; подъемника 13
0 дает сигнал о наличии поддона 6 с полотном на захвате 19, при этом . отсекатель 12 закрывается, а отсекатель 11 открывается, и происходит передвижение следующего поддона с
5 полотном в торец рольганга 5. От этого сигнала включается привод подъемника 13, и платформы 17, 18 синхронно поднимаются. При этом тросы 29 наматываются на барабаны 27, 28. При движении платформ 17
0 и 18 их кулачки нажимают на датчики ВПК и отключают привод подъемника 13, при этом упоры 23 цепляются за кронштейн каретки 2, поворачиваются и освобождают поддон. Поско; ьку зах5
ват 19 имеет при подъеме наклон, то поддон б после освобождения от упоров скатывается на грузовую платформу 14 каретки 2.
В это же время верхний захват 20 платформы 18 поднимается до уровня подвесного конвейера 10. Шток пневмоцилиндра 21 платформы 18 при поступлении сигнала от датчика конвейера; 10 о том, что идет свободная люлька, поднимается для того, чтобы оставить на люльке поддон.. (В начале цикла на захвате 20 поддона,нет, но подъем осуществляется все равно) После того, как шток пневмоцилиндра 21 опустился, он нажимает на микропереключатель, установленный на пневмоцилиндре, и включает привод подъемника 13, в результате чего платформы 17, 18 синхронно опускаются и устанавливаются: платформа 17 на уровне рольганга 5, а платформа 18 на уровне грузовой платформы 14 каретки 2. Датчики типа ВПК, которы имеются на боковых направляющих . , . подъемника 13, .дают; сигнал на отсекатели 11, 12, в результате чего поддон с полотном с рольганга 5 загружается на захват 19 платформы
17.
Синхронизация скоростей передвижения каретки 2 и подачи полотна осуществляется путем изменения угловой скорости нажимных валиков 36 посредством изменения зазора между дисками колеса 42.
На ;каретке| 2 производится заправка полотна на ширитель и между подающими валиками 36. Настилание полотна производится с поддона 6. В соответствии с толщиной настилаемого полотна винтами 37 (см. фиг. 4 регулируе тс зазор между вгаликами 36. В соответствие с высотой настила механизмом подачи 38, 39, 40 валиков 36 регулируется зазор между ними. При движении каретки вправо для обеспечения одностороннего : вращения валиков 36 собачка левой . Зфаповой. пары 41 скользит, а собачка правой храповой пары 41 входит в зацепление с храповиком и через систему зубчатых передач передает вращение на нажимные валики 36. При движении каретки влево в зацепление с храповиком входит правая собачка 41,|тем самым обеспечивая противополюжное вращение валиков 36. При перемещении каретки 2 вдоль настиЛОЧНО1ЧЭ стола 1, ее приводное колес 42, контактируя с направляющей 35, вращается за счет сил трения и чере систему зубчатых колес с храповыми парами 41 и цепную передачу передает, вращение на валики 36.
В каретке 2 также предусмотрена ручная подача полотна от рукоятки 43 через систему зубчатых передач.
При перемещении плaтфop ы 48 настильщицы вдоль стол. 1 перемещается и жёстко связанная с ней каретка 2, которая раскладывает полотно на столе 1.
После настилания партии полотна, настил рассекается на секции. Перегрузка рассеченных настилов с плоскостей накопителя на раскройный стол 57 осуществляется вручную простым передвижением настила. Рассеченные куски настила перегружают на свободные плоскости 50 накопителя 49. Для этого плоскость 50 (см. фиг. 1) и откидной столик-плоскость 31 подгоняют на уровень настилочного стола 1 и сдвигают полотно, таким образом загружается весь накопитель 49. С последнего полотно подают на ленточные йожи 57, а после раскроя на участок для комплектования кроя-, Круговое перемещение плоско.стей 50 накопителя 49 в вертикальной плоскости для передачи полотна на раскройные столы (к ленточным ножам) осуществляется вращением звездочек 55, 56, которые перемещают цепи 53 с закрепленными на них этими плоскостями 42, При этом последние всегда остаются в горизонтальном положении.
Скомплектованные пачки кроя укладывают в поддоны 6, находярдаеся в люльках. После заполнения поддона работница набирает адрес на Пульте управления и перегрузчик автоматически перегружает люльку с кроем на конвейер 60.
Даннаялинияпредназначена для механизации и автоматизации настилания и раскроя-полотна.
Предлагаемая линия может быть использована при механизации и автоматизации всего процесса производст-ва изделий, например верхнего трикотажа, бельевого ассортимента и т.д.
Формула изобретения
1. Линия для настилания и раскроя полотна, содержащая каретку для настилания полотна, смонтированную на направляющих стола, транспортирующий орган для полотна, накопитель рассеченных настилов, расположенный у торца стола, устройство для раскроя рассеченного настила на детали и комплектовочные средства, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения возможности подачи полотна, уложенного в поддонах, она имеет подъемник для полотна, установленный между торцом стола и накопителем рассеченных настилов и связанный с транспортирующим органом для полотна и с кареткой, а накопитель рассеченных 5 настилов состоит из вертикальной
рамы, несущей параллельно расположенные одна над другой с зазором пластины, смонтированные с возможностью перемещения относительно вертикальной сси рамы посредством цепной передачи, при этом транспортирующий орган для подачи полотна выполнен в виде расположенного под столом рольганга.
2, Линия ПОП.1, отличающаяся тем что подъемник для полотна состоит из вертикальной направляющей, двух горизонтальных платформ с захватами, смонтированных с розможностью перемещения вдоль нап авляющих, и откидного столика для соединения плоскости стола с соответствующей плоскостью накопителя рассеченных настилов, причем одна из горизонтальных платформ расположена на уровне рольганга, а другая на уровне каретки.
Источники информации, принятые во внимание при экспертизе
0
1, Патент ФРГ 1610807, кл. 8f 5, 1974.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для настилания и раскроя полотен ткани на закройном столе | 1980 |
|
SU880933A1 |
| Поточная линия для производства изделий верхнего трикотажа | 1978 |
|
SU958539A1 |
| Устройство для настилания полотна заданной длины на стол | 1978 |
|
SU745836A1 |
| Способ выкраивания прямоугольных деталей и устройство для его осуществления | 1987 |
|
SU1618370A1 |
| Настилочно-раскройная машина | 1991 |
|
SU1802837A3 |
| Устройство для формирования настилов полотен рулонного материала и подачи их к вырубному прессу | 1983 |
|
SU1125178A1 |
| АДАПТИВНАЯ СИСТЕМА ДЛЯ ФОРМИРОВАНИЯ НАСТИЛОВ ИЗ РУЛОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2339563C1 |
| Машина для настилания полотен ткани на раскройный стол | 1974 |
|
SU546549A1 |
| УСТРОЙСТВО ДЛЯ НАСТИЛАНИЯ ПОЛОТЕН ЗАДАННОЙ ДЛИНЫ НА НАСТИЛОЧНЫЙ СТОЛ | 1967 |
|
SU216608A1 |
| Раскройный настилочный стол | 1957 |
|
SU112929A1 |

J6
ffl
51 f
587
Oye. г
28
J ;
./
1
J.,J
fHт Flir
V2
I VO
J7
