4;
СП

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления бетонной смеси | 1987 |
|
SU1534041A1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ПЕНОПОЛИСТИРОЛБЕТОНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2447040C2 |
| БЕТОННАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2007 |
|
RU2351562C1 |
| БЕТОННАЯ СМЕСЬ | 2010 |
|
RU2433973C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ВОДНО-ЦЕМЕНТНОЙ СМЕСИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2410237C1 |
| Способ изготовления трубчатых изделий и устройство для его осуществления | 1987 |
|
SU1616823A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНИТОЦЕМЕНТНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2500655C2 |
| Комплексная добавка для бетонной смеси | 1991 |
|
SU1770308A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ПЕНОБЕТОНА, СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПРИГОТОВЛЕНИЯ ПЕНОБЕТОНА И СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ | 1997 |
|
RU2132314C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПРИГОТОВЛЕНИЯ РАДИАЦИОННО-ЗАЩИТНОГО КОМПОЗИТА И НАПОЛНИТЕЛЬ ДЛЯ ПРИГОТОВЛЕНИЯ СЫРЬЕВОЙ СМЕСИ (ВАРИАНТЫ) | 2000 |
|
RU2170962C1 |
Изобретение относится к области производства изделий и конструкций из железобетона и может быть использовано для изготовления монолитных водоводов из пластичных бетонных смесей. Цель изобретения - повышение водонепроницаемости, морозостойкости и прочности бетона, а также снижение энергоемкости. Для этого прессование бетонной смеси проводят при - избыточном пульсирующем давлении 0,1 - 0,3 МПа с частотой пульсации 0,04-0,06 Гц, скважности импульса 0,3-0,5 с и выдержке смеси в заполненной форме в течение 1-3 мин. В бетонную смесь вводят добавку из группы меламиноформальдегидных смол в количестве 0,12-0,25 мас.%, которую с водой затворения предварительно подвергают вибрационно-импульсной- обработке в течение 1-1,5 мин при частоте пульсации 900-950 Гц. Использование добавки исключает расслоение бетонной смеси при транспортировке и укладке в форму. 1 з.п. ф-лы, 1 табл. и СО с:
(N9
СО
Изобретение относится к производству изделий и конструкций из железобетона и может быть использовано для изготовления труб монолитных во- доводов из пластичных бетонных смесей.
Цель изобретения - повьпиение водонепроницаемости, морозостойкости и прочности бетона, а также снижение энергоемкости.
Способ формования железобетонных изделий, преимущественно монолитных водоводов, заключается в при- готовлении бетонной смеси с пластифи цирующей добавкой последующем - транспортировании ее по трубопроводу, заполнении формы и прессовании смеси под избыточным.давлением. Прессование бетонной смеси проводят, при из- быточном пульсирующем давлении 0,1- 0,3 МПа с частотой пульсации 0,04- 0,06 Гц, скважности лмпульса 0,3- 0,5 с и выдержке смеси в заполненной форме в течение 1гЗ мин. Для снижени энергоемкости при приготовлении бетонной смеси в воду затворення вводят добавку из Группы меламинофор- мальдегидных смол в количестве 0,12- 0,25 мас.%, раствор подвергают виб- рационно-импульсной обработке в течение 1-1,5 мин при частоте пульса- цш4 900-950 Гц.
Пример. Готовят пластичную бетонную смесь с водоцементным отношением В/Ц 0,30 при расходе сухих составляющих на 1 м бетона 600 кг напрягающего цемента, 650 кг кварцевого песка с модулем крупности М цр 2,8 и 990 кг щебня фракции 5-20 мм В качестве добавки из группы фенол- формальдегидных смол используют добавку, отвечающую требованиям ТУ 6- 14-625-80 с изменением 1 в количеств 0,12% от массы бетона, т.е. 0,12 (2420:100) .2,9 кг.
Воду затворенйя в количестве 180 л смещиваЮт с добавкой и подвергают вибрационно-импульсной обработке в течение 1-1,5 мин при частоте пульсации 900-950 Гц, для чего используют- пудьсационный аппарат типа РПА.
Затем компоненты бетонной смеси перемешивают по обычной технологии до получения пластичной массы и с Помощью двухкамерного насоса типа БН-15 осуществляют вертикальное транспортирование по трубопроводу и заполнение формы. В процессе транспор
Q
5 5 ,.
0
5
тирования проводят в непрерывном режиме прессование бетонной смеси при избыточном пульсирующем давлении 0,1-0,3 МПа с частотой пульсации 0,04-0,06 Гц и скважности импульса 0,3-0,5 с с последующей выдержкой в заполненной форме --1-3 мин.
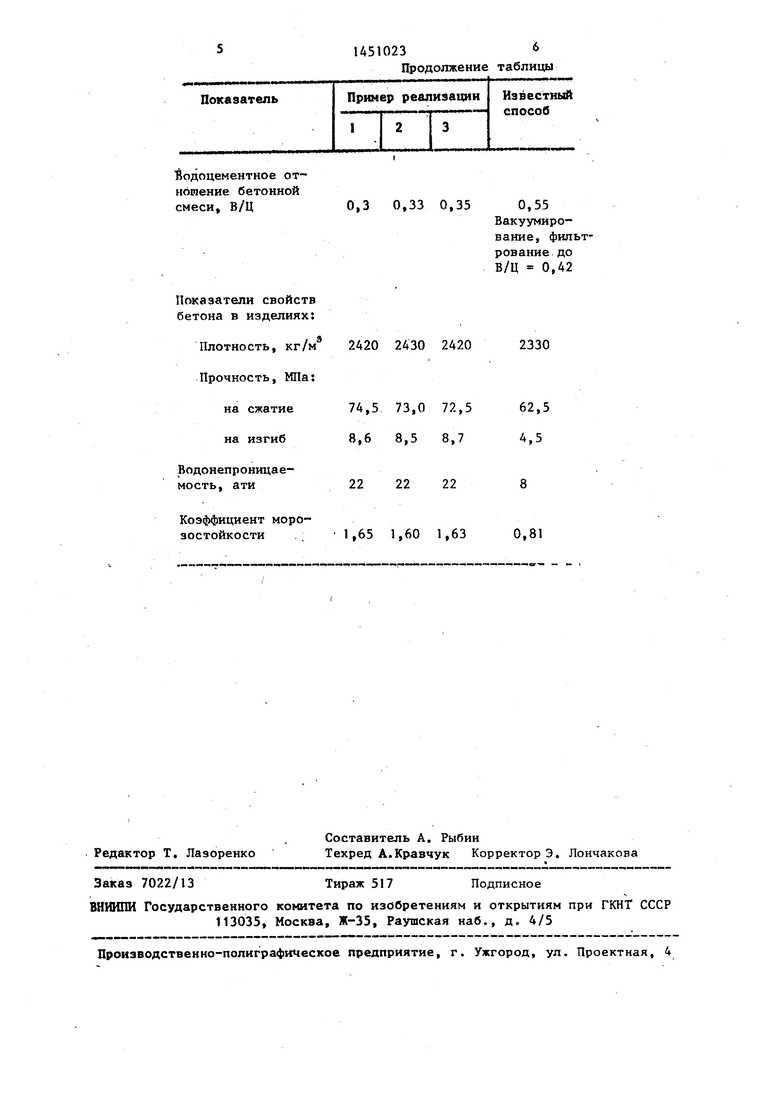
Конкретные примеры реализации спо- соёй и показатели свойств бетона- в изделиях приведены в таблице в сопоставлении с известным способом.
При использовании предлагаемого способа резко повьшаются прочностные свойства бетона, при этом прочность на сжатие превьшшет 70 МПа против 52,5 МПа, а на изгиб составляет 8,5-8,7 МПа против 4,5 МПа, водонепроницаемость бетона достигает высокой величины - 22 ати против 8 ати, кроме того, коэффициент морозостойкости по относительной потере прочности по Сравнению с эталонным образцом возрастает до 1,6-1,65 против 0,81.
Высокие показатели свойств бетона обеспечивают изготавливаемым водоводам высокие эксплуатационные характеристики, долговечность и атмос- феростойкость.
Бибрационно-импульсная обработка добавки с водой затворенйя продолжительностью 1-1,5 мин при частоте 900- 950 Гц придает ей состояние высокой активности с развитием наибольшего пластифицирующего эффекта,.а пульсирующее давление прессования 0,1- 0,3 МПа с частотой пульсации 0,4- 0,06 Гц при скважности импульса 0,3-0,5 с при использовании добавки 0,12-0,25 мас,% из группы мелами- ноформальдегидных смол исключает расслоение бетонной смеси на стадии ее транспортирования и укладке в- форму, что обусловлено особенностью реологического состояния бетонной пластичной смеси, т,е. ее тиксотроп- ными свойствами при периодическом интенсивном разжижении и схватывании (влияние эффективной вязкости, зависимой от напряжения сдвига).
Упрощение формования при улуч- щении технологических свойств бетонной смеси достигается в результате исключения вакуумирования и фильтрации, что при уменьшении избыточного давления до 0,1-0,3 МПа существенно снижает металлоемкость и энергоемкость способа.
Способ позволяет осуществлять не- , прерьтное формование и наращивание горизонтальных монолитных водоводов.
1А5
Формула изоб
р е т е н и я
1, Способ формования железобетонных изделий, преим ущественно монолитных водоводов, включающий приготовление бетонной смеси с пластифицирующей добавкой, транспортирование по трубопроводу, заполнение формы и прессование смеси при избыточном давлении, отличающийся тем, что, с целью поньпаения водонепроницаемости,- морозостойкости и прочности бетона, прессование бетонПоказатель
Пример .реализации
Параметры прессования бетонной смеси в процессе вертикального транспортирования :
Давление избыточное, МПа
Частота пульсации , Гц
Давление допрес- совки в форме, МПа
Продолжительность
допрессовки, мин
Количество вводимой
добавки, мас.%
Вибрационно-импульс- ная обработка добавки с водой затворе- ния:
900 925 950 1 1,25 1,5
1А51023
ной смеси проводят при избыточном пульсирующем давлении 0,1 - 0,3 МПа с частотой пульсации 0,04 - 0,06 Гц
и скважности импульса 0,-3 - 0,5 с в процессе транспортирования, заполнения формы и вьщержки смеси в заполненной форме в течение 1 - 3 мин. 2. Способ по п. 1,отличаW щ и и с я тем, что, с целью снижения энергоемкости, при приготовлении бетонной смеси в воду затворе- ния вводят добавку из группы мелами- ноформальдегидных смол в количестве
0,12 - 0,25 мас.%, раствор подвергают вибрационно-импульсной обработке в течение 1 - 1,5 мин при частоте пульсации 900 - 950 Гц.
Известный способ
7,5
8
0,5
Водоцементное отношение бетонной смеси, В/Ц
0,3 0,33 0,35
2420 2430 2420
74,5 73,0 72,5 8,6 8,5 8,7
22
22
22
1,65 1,60 1,63
Редактор Т. Лазоренко
Составитель А. Рыбин
Техред А.Кравчук Корректор Э. Лончакова
Заказ 7022/13
Тираж 517
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
0,55
Вакуумиро- вание, фильтрование до В/Ц 0,42
2420
72,5 8,7
22
1,63
2330
62,5 А,5
8 0,81
Подписное
| Авторское свидетельство СССР № 759312, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
