4ib
СП
сл
:0
11
Изобретение относится к текстильной промьшшенности.
Цель изобретения. - повьшение точности контроля путем регулировки чувствительности в зависимости от скорости снижения контролируемого материала.
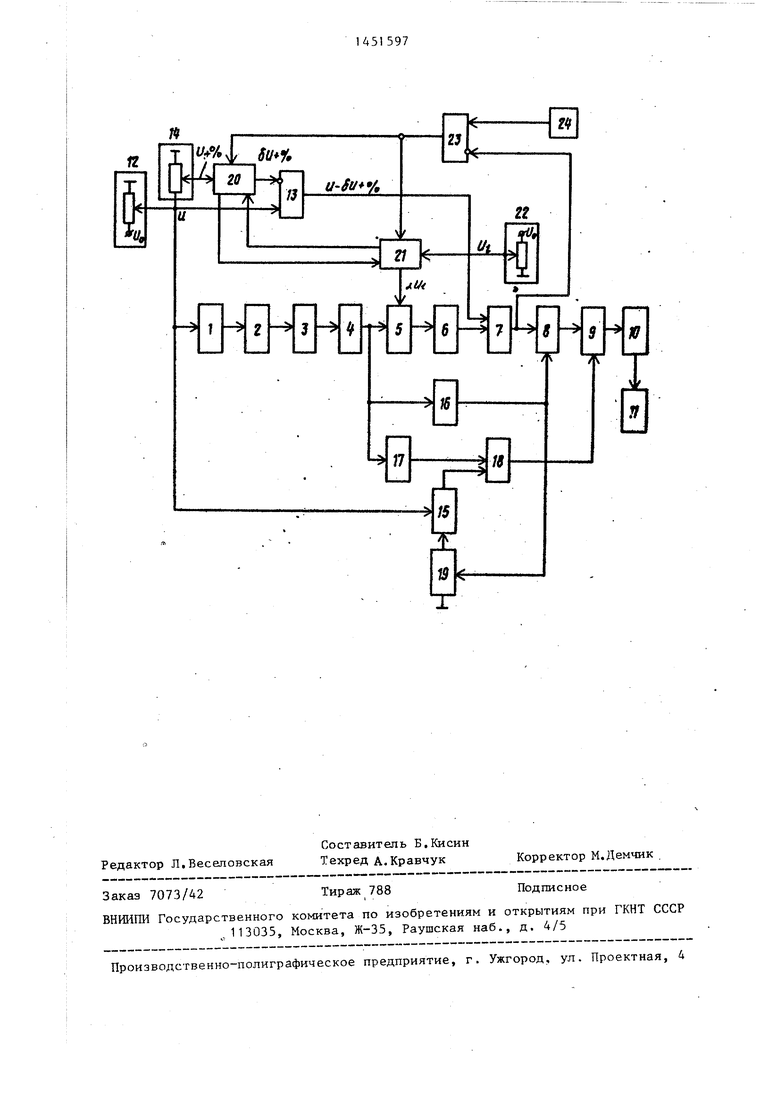
На чертеже представлена блок-схе ма устройства.
Устройство для контроля линейной плотности волокнистых материалов содержит последовательно включенные управляемый источник 1 питания (ВЧ- генератор), датчик 2 линейной пппт- ности материала, демодулятор 3, усилитель 4, низкочастотный 5 и высокочастотный 6 фильтры, а также последовательно включенные компаратор 7, ключ 8, элемент ИЛИ 9 и регистратор, состоящий из формирователя 10 и исполнительного органа 11.
Задатчик 12 номинального значения линейной плотности материала.выходом связан с входом сумматора 13, входами питания задатчиком 14 и 15 предельных отклонений линейной плотност материала от номинального значения и управляющим входом источника 1, Выход усилителя 4 соединен с входами селектора 16 чувствительности и через низкочастотный фильтр 17 с одним входом компаратора 18, .другой вход которого связан с выходом задатчика 15, а выход - с входом элемента ИЛИ 9. Выход селектора 16 связан с управляющими входами ключей В и 9. Вхо задатчика 15 соединен с выходом ключа 19, вход которого заземлен Один вход компаратора 7 связан с выходом высокочастотного фильтра 6, а другой с выходом сумматора 13, Вход опорного напряжения цифроаналогового пре- образоватетеля СДАЛ) 20 подключен к выходу задатчика 14, а вход опорного напряжения ЦАП 21 подключен к выходу задатчика 22 предельной длины дефекта. При этом выход ЦАП 20 соединен с входом сумматора 13, а выход ЦАП 21 - с управляющим входом низкочастотного фильтра 5. Цифровые входы ЦАП 20 и 21 подключены к выходу реверсивного счетчика 23, взаимоинверсные входы которого соединены с выходами управляемого генератора 24 импульсов и компаратора 7. При этом емкость счетчика 23 должна быть боль ше возможного числа шагов квантования ЦАП 20 и 21.
0
5
0
5
О
5
0
5
0
5
При последовательном регулировании чувствительности устройства по отклонениям линейной плотности материала от номинального значения .и по длине распределения этого дефекта выход обратной связи ЦАП 20 соединяют с входом разрешения преобразования ЦАП 21, а выход обратной связи ЦАП 21 - с входом разрешения преобразований ЦАП 20.
Конструктивно ЦАП 20 и 21 могут быть выполнены на базе цифровых интегральных схем. При этом выход обратной связи ЦАП 20 представляет собой формирователь сигнала о достижении -минимального уровня выходного напряжения ЦАП, что соответствует максимальной чувствительности устройства по отклонению линейной плотности от номинального значения. Выход обратной связи ЦАП 21 представляет собой фор миро сигнала о достижении максимального уровня выходного напряжения ЦАП, что соответствует номинальной чувствительности устройства по длине дефекта.
Задатчики 12,14,22 и управляемый генератор 24 импульсов выполняются внешними для группы устройств, например, одним блоком на мотальную машину (не показано). Задатчики 12, 14,22 конструктивно могут быть выполнены в виде потенциометров.
Устройство, работает следующим образом.
Условие срабатывания компаратора 7 зависит от порога срабатывания и прохождения информационного сигнала через фильтры 5 и 6. Срабатывание компаратора 7 определяется выражением
(Т + дт) к(и,-и), (I)
йТ и где Т - номинальная линейн-ая плотность поперечного сечения, текс;
приращение линейной плотности попереченого сечения, текс;
напряжение, функционально зависящее от Т, В; напряжение, пропорциональное Т, В;
коэффициент передачи ЦАП 20, по напряжению принимающий значение от нуля до единицы;
%
8
Ilg - напряжение, зависящее от
конструкции устройства, В; К - коэффициент передачи.
Напряжение U функционально связано с Т и задается с помощью выходного параметра задатчика 12, например угла поворота потенциометра, соответствующего номинальной линейной плотности Т. Это позволяет осуществить контроль текстильного материала с различной линейной плотностью поперечного сечения посредством изменения входного параметра Т задатчика 12. Изменение параметра Т приводит к изменению размаха колебаний БЧ-ге- нератора 1, что позволяет получить на выходе датчика 2 сигнал, пропорциональный параметру Т.
Учет приращения линейной гшотнос- ти ДТ осуществляется посредством напряжения 11., устанавливаемого с помощью задатчика 14 с линейной зависимостью выходного параметра от его входного параметра, соответ- ствукмцего йТ и зависящего от коэффициента передачи ЦАП 20, Так как питанием задатчика 14 является выходное напряжение задатчика 12, то задаваемое напряжение 11./ соответствует любому значению номинальной линейной плотности.
Учет длины спонтанных дефектов осуществляется посредством изменения верхней частоты среза фильтра 5, определяемой выражением
:l.VMk,
и
(2)
де-Up - напряжение, пропорциональное длине спонтанного дефекта, В;
скорость мотки текстильного материала, м/с; коэффициент пропорциональности, зависящий от конструкции фильтра 5, в/м; об - коэффициент передачи ЦАП 21 по напряжению, принимающий значения от нуля до единицы.
V.. k Для учета влияния скорости мотки текстильного материала и управления постоянной времени регулирования чувствительности генератор 24 выполняют регулируемым, что обеспечивает эксплуатацию устройства в широ ком диапазоне скоростей мотки и регулирования чувствительности
С помощью задатчнка 12 выставляТаким образом, учет длины спонтанного дефекта осур1ествляется посредством напряжения Uj , задаваемого с по- 55 необходимый режим работы устрой- мощью задатчика 22 с параметрическойства в соответствии с номинальной
зависимостью выходного параметра llg от его входного параметра, соответствующего допустимой длине спонтанноства в
линейной плотностью Т, а посредство задатчика 14 - ее допустимое прира- щение. В соответствии с линейной
10
аеи-иат
, 35
-20
о1ы.
451597
го дефекта и зависящего от коэффициента передачи 11АП 21,
№-1жняя частота среза фильтра 6 постоянная и определяется исходя из максимальной длины спонтанного дефекта (порядка 10 см) при минимальной скорости мотки текстильного материала.
Условие срабатывания компаратора 18 зависит от прохожде гая информационного сигнала через фильтр 17 и напряжения порога срабатывания, поступающего с задат шка (делителя 15 напряжения) 15, Это напряжение соот- ветс Рвует линейной плотности распределенного дефекта и не превышает напряжения, соответствующего удвоенному значению номинальной лийейной плотности контролируемого материала, Так как питанием задатчика 15 является напряжение U, то при контроле материала с различной номинальной плотностью не требуется дополнитель- 25 ной подстройки устройства.
Верхняя частота среза фильтра 17 постоянная и определяется из условия минимальной длины распределенного дефекта (более 100 см) и минимальной скорости мотки текстильного материала.
Селектор 16 чувствительности служит для переключения устройства с рабочего режима на дежурный или наоборот и выполнен, например, в виде диода и интегратора, так что переключение устройства на рабочий режим происходит только по сигналам, поступающим с усилителя 4, соответствую- дг, щим уменьшению линейной плотности материала. При этом время включения селектора 16 значительно меныпе времени вы1слючения, что устраняет влияние селектора 16 на работу устройства.
Для учета влияния скорости мотки текстильного материала и управления постоянной времени регулирования чувствительности генератор 24 выполняют регулируемым, что обеспечивает эксплуатацию устройства в широком диапазоне скоростей мотки и регулирования чувствительности
С помощью задатчнка 12 выставля45
50
нт- 55 необходимый режим работы устрой- йства в соответствии с номинальной
необходимый режим работы устрой- ства в соответствии с номинальной
ства в
линейной плотностью Т, а посредством задатчика 14 - ее допустимое прира- - щение. В соответствии с линейной
51
скоростью движения контролируемого материала выставляется частота следования импульсов генератора 24, а задатчиком 22 устанавливается допустимая длина спонтанного дефекта Проверяемый текстильный материал заправляют в датчик 2 линейной плот- :ности, выполненный, например, в ви- :де измерительного.конденсатора, Текстильный материал приводят в движение. Величина емкости датчика 2 при этом изменяется в соответствии с изменением линейной плотности поперечного сечения материала. Зти изменения емкости датчика 2 модулируют высокочастотные колебания генератора 1. Промодулированный сигнал детектируется демодулятором 3 и усиливается усилителем 4. Выходной сигнал усилителя 4 поступает на селектор 16 чувствительности, который включает ключи 8 и 19 и выводит устройство на рабочий режим, ОдновремеН но сигнал с усилителя 4 фильтруется с помощью фильтров 5 и 6 и поступает на вход компаратора 7, где сравнива- ется с напряжением U- Ц.«, поступа- юпщм с выхода сумматора 13. Сигнал с фильтра 6 несет информацию только о спонтанных дефектах. По достижении уровня напряжения U - этим сиг- налом проиеходит срабатывание компа- ратора 7 и на его выходе образуется прямоугольный импульс, который че- рез ключ 8 поступает на вход злемен- та ИЛИ 9. Одновременно с этим сигнал с усилителя 4 фильтруется с помощью фильтра 17 и поступает на вход ком- паратора 18, где сравнивается с нап- ряжением поступающим с делителя нап ряжения задатчика 15. Сигнал с выхода фильтр а 1.7 несет информацию только о распределенных дефектах. По дос тижении этим сигналом уровня напряжения, поступающего с делителя напряжения задатчика 15 происходит ера батывание компаратора 18 и на его выходе образуется прямоугольный импульс, который поступает на второй вход элемента ИЛИ 9. При наличии одного из сигналов на входе эле1У ен- та ИЛИ 9 на его выходе получают сигнал, запускающий формирователь 10, который вырабатывает имггульс, достаточный для срабатывания исполнительного органа 11. Одновременно с эТиМ сигнал с выхрда компаратора 7 поступает на инверсньй вход счетчи515976
ка 235 изменяющий его кодовое состоя 1ше на выходе. Вместе с тем на прямой
вход счетчика 23 с генератора 24 посс тупают импульсы, число которых в единицу времени соответствует желаемому числу дефектов, при котором обеспечивается оптимальный режим производительности мотальной машины. Код счет10 чика 23 поступает на цифровые входы -ЦАП 20 и 21, в которых преобразованию подвергается опорный аналоговый сигнал и Ug , а цифровой сигнал рассогласования счетчика 23 для них
15 является модулирукщим. ЦАП 20 и 21 изменяют свой коэффициент передачи пропорционально коду счетчика 23 и тем самым изменяют уровень напряжений и+в/ и Ug , поступакщих на сумматор
20 13 и низкочастотный фильтр 5. В результате этого уста.навливается новое условие срабатывания компаратора 7, действую1чее до прихода очередного импульса с генератора 24 или с компа25 ратора 7. Изменение .порога срабатывания компаратора 7 лежит в диапазоне соответствующего изменения контроли- руемых дефектов от минимального зна- чеьшя - дефекта, замена которого це30 лесообразна на узел, до предельно допустимого значения, определяемого задатчиками 14 и 22. Каждый импульс, пришедший с генератора 24, приводит к уменьшению порога срабатывания компаратора 7 (повышение чувствительности), а каждый импульс, пришедший с выхода компаратора 7, увеличивает порог срабатывания (уменьшение чувствительности). При этом автоматически устанавливается такая чувствительность, что число зарегистрированных дефектов в среднем равно их установленному числу в пределах заданного интервала времени . Таким образом, в пределах контроля дефектов от предельно допус- тимого до его минимального значения устройство в автоматическом режиме изменяет свою чувствительность в рамках установленной потери производительности мотального оборудования.
Последовательное регулирование чувствительности устройства осуществляется следую1 дам образом.
Коэффициент перед.ачи ЦАП 20 и 21 в начальный момент равен единице. При этом на выходе обратной связи ПАП 20 сигнал на разрелчение преобразования отсутствует, а на выходе обратной связи ЦАП 7.1 образуется
35
40
45
50
55
сигнал на разрешение преобразования. Поэтому при отсутствии дефектов в материале вначале происходит преобразование сигнала U+o, и при достижении этим напряжением минимального уровня (5 П+«/ ) на выходе обратной связи ЦАП 20 вырабатывается сигнал на разрешение преобразования ЦАП 21, при этом сигнал на разрешение преобг разования с выхода обратной связи ЦАП 21 снимается,, Далее происходит последовательное преобразование сигнала Ug. При срабатывании компаратот. ра 7 происходит изменение кода счетчика 23 в обратном направлении и процесс изменения чувствительности устройства происходит также в обратном направлении.
Формула изобретения
1. Устройство для контроля линейной ппотности волокнистых материалов содержащее задатчик номинального значения линейной плотности материала, выходом подключенный к питающим выходам задатчиков предельных отклонений линейной ппотности материала от номинального значения, к первому входу сумматора и через управляемый источник питания, датчик линейной плотности материала, демодулятор и усилитель - к входам низкочастотных фильтров, выход первого из которых соединен с первым входом первого компаратора, вторым входом связанного с выходом первого задатчика предельного отклонения линейной плотности материала от номинального значения, а выходом - с первым входом элемента ИЛИ, вторым входом подключенного к выходу первого ключа, а выходом - к входу регистратора, вторЬй ключ, вход
которого связан с общей шиной, а выход - с входом первого эадатчика предельного отклонения линейной ппотности материала от номинального значеь
ния, при этом выход второго низкочастотного фильтра через высокочастотный фильтр подключен к первому входу второго компаратора, вторым входом
О соединенного с выходом сумматора, а выходом - с входом первого ключа, отличающееся тем, что, с целью повьшения точности контроля путем регулировки чувствительности в
5 зависимости от скорости движения контролируемого материала, оно снабжено задатчиком предельной длины дефекта, реверсивным счетчиком и управляемым генератором импульсов,. цифроана- 0 логовыми преобразователями, при этом выходы второго компаратора и управляемого генератора импульсов через реверсивный счетчик соединены с цифровыми входами цифроаналоговых преобра5 зователей, опорные входы которых подключены к выходам соответственно второго задатчика предельного отклонения линейной плотности материала от номинального значения и задатчи0 ка предельной длины дефекта, выход первого цифроаналогового преобразователя соединен с вторым входом сумматора, а выход второго цифроаналого вого преобразователя связан с управ- ляюпдам входом второго низкочастотного (}ильтрао
2о Устройство по п.1, о т л и ч а- ю щ е е с я тем, что вход разрешения преобразования и выход обратной - связи одного цифроаналогового преобразователя связан соответственно с выходом обратной связи и с входом раА- решения преобразования другого.
2У
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля линейной плотности волокнистых материалов | 1983 |
|
SU1180794A1 |
| Устройство для контроля линейной плотности волокнистых материалов | 1986 |
|
SU1343354A2 |
| Устройство для контроля манипулятора | 1988 |
|
SU1657375A1 |
| Устройство фазовой автоподстройки частоты | 1987 |
|
SU1478326A1 |
| Устройство для детектирования сигнала ядерного магнитного резонанса влагомера | 1984 |
|
SU1278694A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ МАШИН | 1997 |
|
RU2125716C1 |
| Аналого-цифровой преобразователь | 1986 |
|
SU1410271A1 |
| СЛЕДЯЩИЙ АНАЛОГО-ЦИФРОВОЙ ПРЕОБРАЗОВАТЕЛЬ | 1992 |
|
RU2045813C1 |
| Цифровое устройство для коммутации симистора | 1982 |
|
SU1039005A1 |
| Устройство для регулирования подачи волокна к группе чесальных машин | 1989 |
|
SU1730235A1 |
Изобретение относится к текстильной промышленности. Цель изобретения - повьшение точности контроля путем регулировки чувствительности в зависимости от скорости движения контролируемого материала. Характерной особенностью устройства является возможность автоматического регулирования предельных значений чувствительности измерения в зависимости от скорости перемещения волокнистого продукта в широком диапазоне изменения номинальных значений его линейной плотности. Для решения этой задачи оно снабжено задатчиком предельной длины дефекта, цифроаналого- выми преобразователями, реверсивным счетчиком и управляемым генератором импульсов, 1 з.п. ф-лы, 1 ил. с 
| Устройство для контроля линейной плотности волокнистых материалов | 1983 |
|
SU1180794A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
