4;
ел
00 00
Изобретение относится к технологии производства радиотехнических средств автоматики и вычислительной техники.
Цель изобретения - повышение про- изводительности процесса, а также улучшение эксплуатационных возможностей.
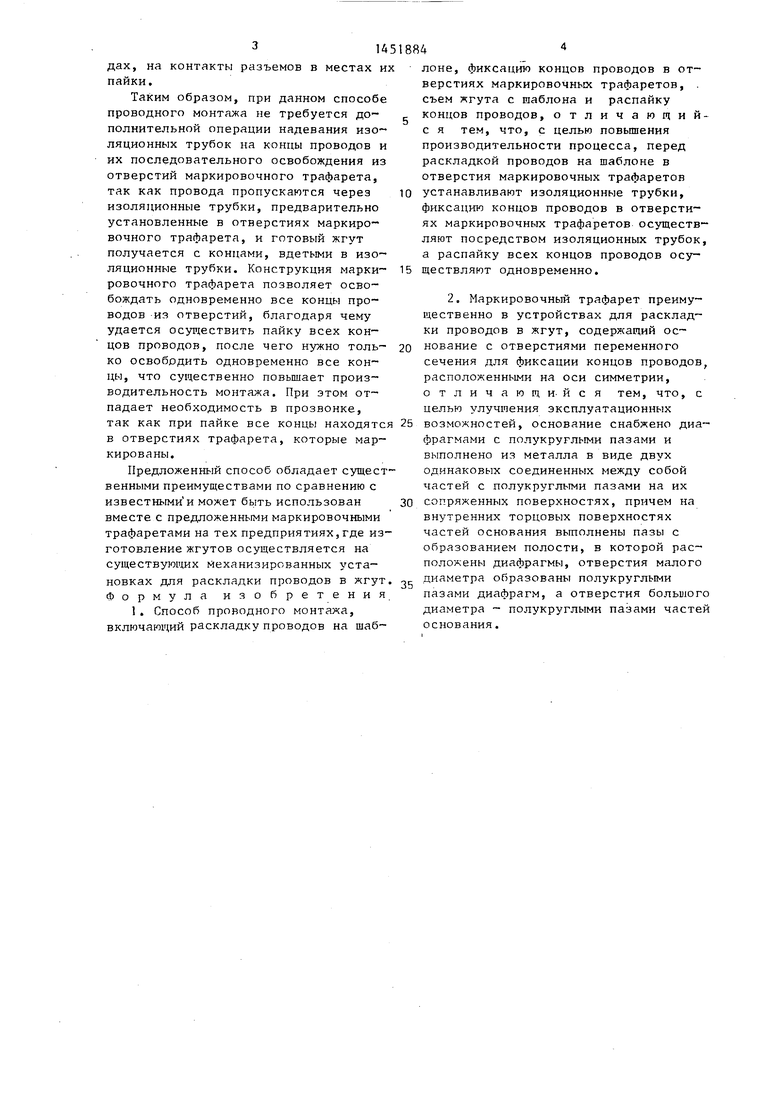
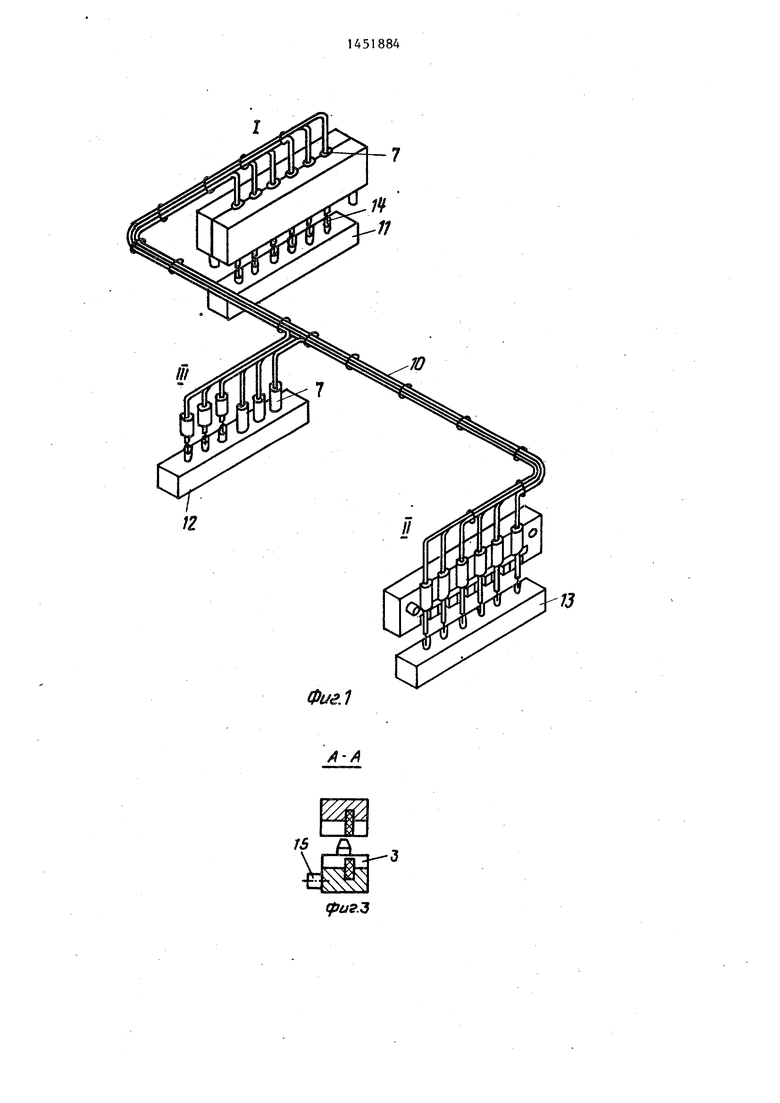
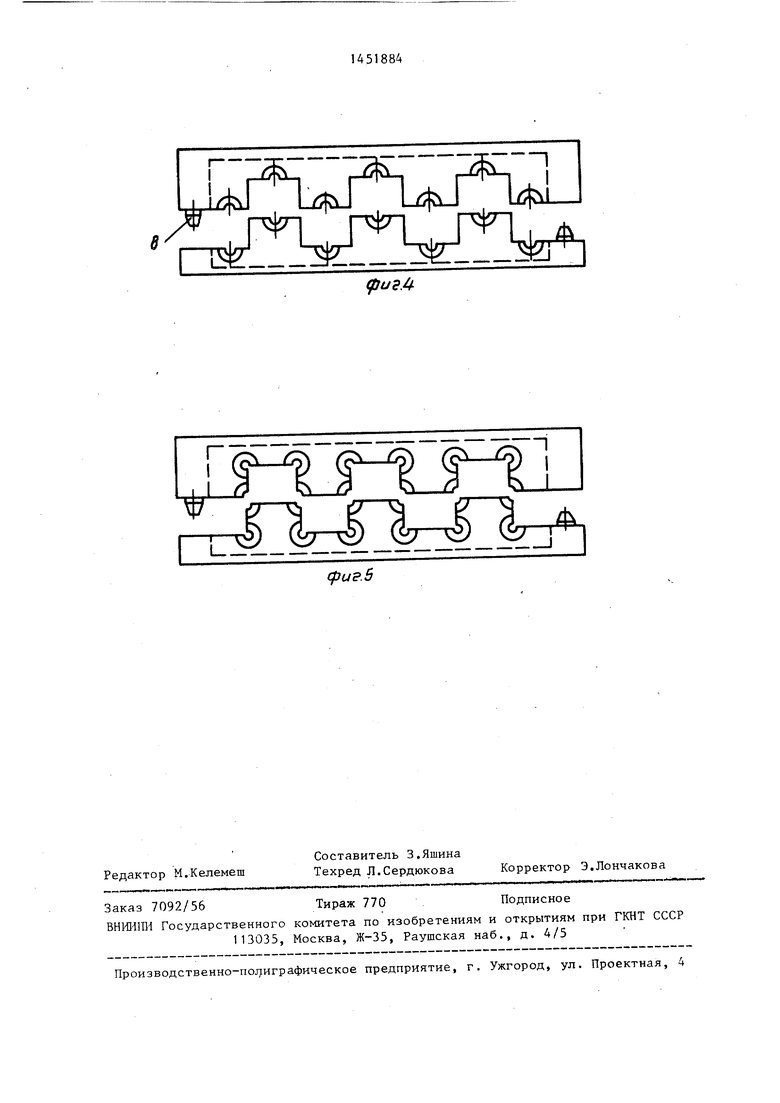
На фиг.1 показаны стадии выполнения предлагаемого способа проводного монтажа с помощью жгута, уложенного между соединяемыми блоками; на .. фиг.2 - маркировочный трафарет в разобранном виде с одним рядом отверстий; на фиг.З - разрез А-А на фиг.2; на фиг.4 - трафарет с двумя рядами отверстий, расположенными в ш-ахматном порядке; на фиг.З - то же, с отверстиями, расположенными в два ряда.
Способ проводного монтажа осуществляется при использовании маркировочного трафарета.
Маркировочный трафарет содержит основание с отверстиями переменного сечения, которое вьтолнено из металла в виде двух одинаковых частей 1 и 2, соединенных между собой, на сопряженных поверхностях которых выполнены полукруглые пазы 3. На внутренних поверхностях частей 1 и 2 основания выполнены пазы 4, которые образуют полость для размещения диафрагм 5 с полукруглыми пазами 6. Отверстия малого диаметра основания образованы полукруглыми пазами 6 диафрагм 5, а отверстия большого диаметра основания образованы полукруглыми пазами 3 частей 1 и 2. В отверстия основания устанавливают изоляционные трубки 7. Диаметр отверстий основания соответствует наружному диаметру изоляционных трубок 7. Причем трафарет имитирует присоединяемый разъем и может быть различным: однорядным, двухрядным и т.д., с различньм расположением отверстий относительно друг друга Оба корпуса стыкуются друг с другом по поверхности, проходящей через оси пазов 3, и жестко фиксируются друг с другом благодаря установочньм цангам 8 и 9. Пазы 3 в частях основания выполнены на высоте, равной высоте из оляционны трубок, в которых установлены эластичные диафрагмы 5. Контур диафрагм выполнен таким, что после сборки обоих корпусов обе диафрагмы также стьг куются по плоскости разъема, т.е.
0 Q j
5
0
5
контуры металлических частей 1 и 2 основания и диафрагм одинаковы. Все отверстия маркировочного трафарета маркированы в соответствии с таблицей соединения проводов.
Перед укладкой проводов в отверстия маркировочных трафаретов вручную или с помощью каких-либо механизированных приспособлений вводят изоляционные трубки 7, нарезанные по высоте, соответствующей высоте отверстий больБ1ОГО диаметра. Трубки могут иметь маркировку или быть без маркировки. После этого осуществляют механизированную раскладку проводов с фиксацией концов в отверстиях тра-- фарета, в которых уже имеются изоляционные трубки. После завершения раскладки завязывают провода в жгут 10, Снимают его с шаблона вместе с трафаретами между соединяемыми разъемами П - 13. Затем распаивают все концы проводов к контактам 14 разъемов без их осврбождения из маркировочных трафаретов (позиция I).После этого, разъединяют обе части основания маркировочных трафаретов, освободив таким образом одновременно все концы проводов из отверстий трафаретов (позиция II). Далее надевают изоляционные трубки, находящиеся на проводях, на места распайки проводов с контактами разъема, обеспечив надежную изоляцию контактов (позиция
III).
Для раскладки проводов малого диаметра эластичные диафрагмы 5 устанавливают в пазах частей 1 и 2 таким образом, чтобы после сборки между ними в местах стыковки сохранился зазор Л , величина которого меньше диаметра провода (фиг.З). Это менее трудоемко, чем изготовление отверстий малого диаметра в местах стыковки резиновых диафрагм. Концы проводов фиксируются в зазоре между диафрагмами. Маркировочный трафарет в собранном виде, заправленный изоляционными трубками, устанавливают на шаблон по установочным пальцам 15 в соответствии с чертежом жгута, после чего осуществляют раскладку проводов и их вязку в жгут. После распайки всех концов проводов на разъемы отсоединяют обе части 1 и 2 трафаретов, тем самым одновременно освобожу дают все провода и надевают изоляционные трубки 7, накодящиеся на проводах, на контакты разъемов в местах и пайки.
Таким образом, при данном способе проводного монтажа не требуется дополнительной операции надевания изо ляционных трубок на концы проводов и их последовательного освобождения из отверстий маркировочного трафарета, так как провода пропускаются через изоляционные трубки, предварительно установленные в отверстиях маркировочного трафарета, и готовый жгут получается с концами, вдетыми в изоляционные трубки. Конструкция маркировочного трафарета позволяет освобождать одновременно все концы проводов из отверстий, благодаря чему удается осугцествить пайку всех концов проводов, после чего нужно только освободить одновременно все концы, что существенно повышает производительность монтажа. При этом отпадает необходимость в прозвонке.
лоне, фиксацию концов проводов в отверстиях маркировочных трафаретов, . съем жгута с шаблона и распайку концов проводов, отличающий- с я тем, что, с целью повышения производительности процесса, перед раскладкой проводов на шаблоне в отверстия маркировочных трафаретов
0 устанавливают изоляционные трубки, фиксацию концов проводов в отверстиях маркировочных трафаретов осуществляют посредством изоляционных трубок, а распайку всех концов проводов осу-
5 ществляют одновременно.
2. Маркировочный трафарет преимущественно в устройствах для раскладки проводов в жгут, содержащий ос- 0 кование с отверстиями переменного
сечения для фиксации концов проводов, расположенными на оси симметрии, отличающи-йся тем, что, с целью улучшения эксплуатационных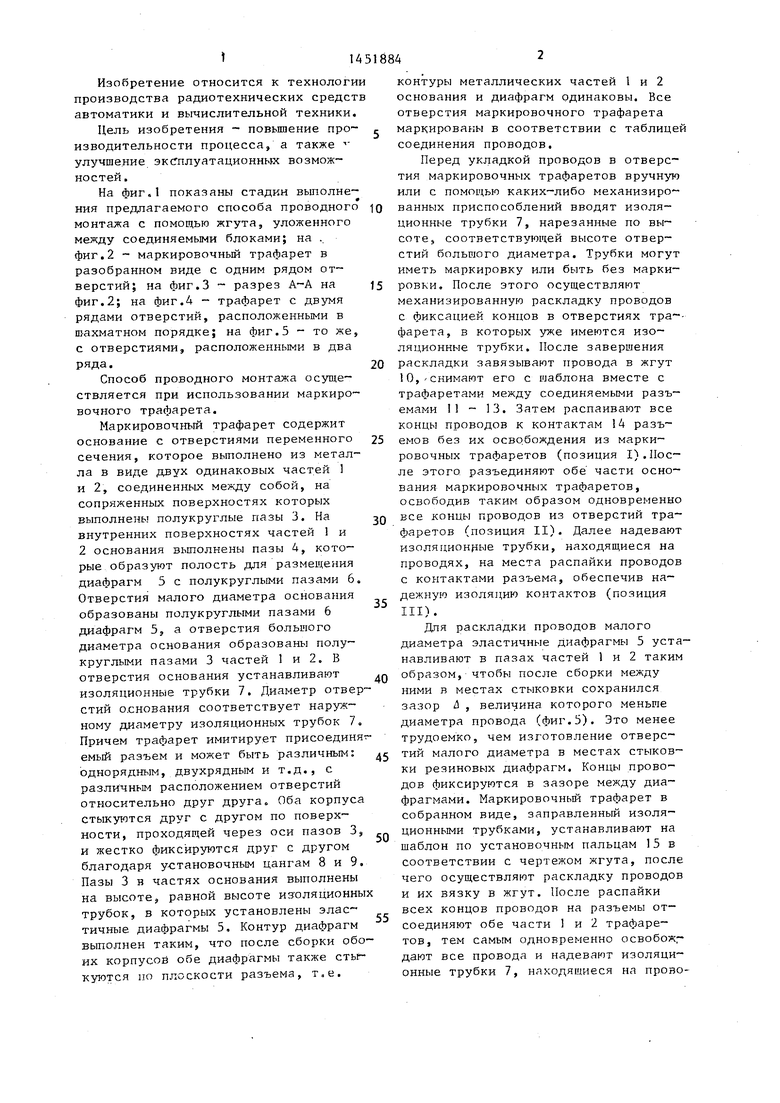
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для раскладки проводов в жгут | 1989 |
|
SU1647940A1 |
| Способ изготовления жгута | 1980 |
|
SU944178A1 |
| Способ проводного монтажа | 1983 |
|
SU1190561A1 |
| Способ проводного монтажа | 1977 |
|
SU677139A1 |
| Шаблон для укладки проводов | 1984 |
|
SU1474875A1 |
| Шаблон для раскладки проводов в жгут | 1986 |
|
SU1401656A1 |
| Устройство для изготовления жгутов преимущественно с несущей перфорированной панелью | 1987 |
|
SU1466034A1 |
| Способ изготовления жгута | 1985 |
|
SU1275801A1 |
| Устройство для прокладки проводов на шаблоне | 1977 |
|
SU743041A1 |
| Шаблон для изготовления жгутов проводов | 1984 |
|
SU1304084A1 |
Изобретение может быть ислоль- зовано в автоматике и вычислительной технике, преимущественно,в устройствах для раскладки проводов в жгут. Раскладывают провода-на шаблоне, в отверстия маркировочных трафаретов (Ж) устанавливают изоляционные трубки, с помощью которых фиксируются концы проводов, снимают жгут с шаблона и распаивают одновременно все концы проводов. МТ содержит основание с отверстиями переменного сечения, состоящее из двух одинаковых частей 1 и 2, соединенных между собой, на сопряженных поверхностях которых выполнены полукруглые пазы. На внутренних поверхностях частей 1,2 основания выполнены пазы, образующие полость для размещения диафрагм 5 с полукруглыми пазами. Отверстия малого диаметра образованы полукруглыми пазами диафрагм 5, а отверстия большого диаметра - полукруглыми пазами частей оснований. Иовьппается производительность процесса. 2 с.п. ф-лы, 5 ил. (О (Л
так как при пайке все концы находятся 25 возможностей, основание снабжено диав отверстиях трафарета, которые маркированы.
Предложенный способ обладает существенными преимуществами по сравнению с известными и может быть использован вместе с предложенными маркировочными трафаретами на тех предприятиях,где изготовление жгутов осуществляется на существующих механизированных установках для раскладки проводов в жгут. Формула изобретения
5
фрагмами с полукруглыми пазами и выполнено из металла в виде двух одинаковых соединенных между собой частей с полукруглыми пазами на их сопряженных поверхностях, причем на внутренних торцовых поверхностях частей основания вьтолнены пазы с образованием полости, в которой расположены диафрагмы, отверстия малого диаметра образованы полукруглыми пазами диафрагм, а отверстия большого диаметра - полукруглыми пазами частей основания.
Фи€,1
f А
(иг.:з
iJ Ьфи
cpuP.B
I
п
(pu.
| Способ изготовления жгута | 1985 |
|
SU1275801A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для прокладки проводов на шаблоне | 1977 |
|
SU743041A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
