Изобретение относится к области электротехники и может быть использовано в технологических процессах изготовления и контроля правильности раскладки проводов жгутов.
Цель изобретения - расширение функциональных возможностей шаблона.
На фиг. 1 изображен предлагаемый шаблон, общий вид; на фиг. 2 - концевой фиксатор, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - штырь концевого фиксатора; на фиг. 5 - сечение А-А на фиг. 4.
Шаблон содержит монтажную панель 1, на которой расмещены промежуточные трассировочные шпильки 2 и концевые фиксаторы 3. Каждый концевой фиксатор выполнен в виде ряда расположенных с зазором штырей 4 из изоляционного материала. Штыри в сечении имеют заостренную форму (фиг. 3). Каждый штырь 4 имеет на заостренном ребре несколько пазов, в которые устанавливают контакты 5 с режущей кромкой. Заостренные ребра штырей и режущие кромки контактов ориентированы в одну сторону и составляют общую режущую кромку 6. На штыри 4 устанавливают планки 7, на них указаны обозначения контактов соединителя, на который будут распаяны провода жгута, лежащие в данном концевом фиксаторе, причем толщина планок 7 выбирается такой, чтобы предотвратить замыкание на один контакт 5 двух проводов 8, лежащих друг наддругом между двумя штырями 4. Общие режущие кромки 6 штырей 4 и контактов 5 ориентированы в одну сторону в направлении к прокладываемому проводу 8. Расстояние между штырями 4 меньше суммы диаметра жилы 9 провода 8 и толщины изоляции 10 и больше, толщины изоляции. Контакты 11 розетки 12 разьема 13 электрически соединены со схемой контроля правильности распайки жгута (на фиг. не показано).
Штыри 4 могут иметь в сечении форму треугольника или другую форму, заостренную с одной стороны. Каждый контакт 5 на штыре 4 с помощью печатного или проводного монтажа соединяется с вилкой 14 разьема 13, расположенного на шаблоне. Вилка 14 позволяет с помощью розетки 12 электсл С
о J о ± о
рически соединить каждый контакт 5 на штырях 4, а следовательно, и каждый провод концевого фиксатора 3 со схемой контроля правильности раскладки и последующей распайки жгута.
Роль маркировочных трафаретов выполняют планки 7, разделяющие ряды проводов 8 в концевых фиксаторах 3,
В концевом фиксаторе3 (в зависимости от количества проводов в жгуте) может быть уложено 3... 8 рядов проводов и соответственно может быть от 3 до 8 планок 7, а на каждом штыре 4 - от 3 до 8 контактов 5.
Каждый штырь 4 (фиг. 4 и 5) имеет основание 15, контакты 5, плату 16с печатным монтажем, крышку 17ипровода 18дляэлектрического соединения с контактами вилки 14 разъема 13. Но платы 16 с печатным монтажем может и не быть и контакты 5 штыря 4 могут соединяться с контактами вилки 14 только с помощью проводного монтажа.
Контакты 5 могут закрепляться в основании 15 любым известным способом, например, устанавливаться на клей, крепиться с помощью винтов. При плотной посадке контактов 5 крышка 17 может устанавливаться также на клей или любым другим известным способом, например крепиться с помощью винтов, Штыри 4 в основании концевого фиксатора 3 крепятся жестко любым известным способом.
Изготовление жгутов осуществляется следующим образом.
Провод 8 необходимой длины укладывается на монтажную панель 1 через трассировочные шпильки 2. Концы провода 8 вводят между соответствующими штырями одного из фиксаторов 3 согласно маркировке на основании фиксатора для первого ряда проводов или согласно маркировке на планках 7 для последующих рядов проводов. Изоляция 10 на конце провода 8 перерезается заостренной частью штыря 4 и контакта 5, так как штыри 4 расположены на расстоянии, меньшем суммы диаметра жилы 9 провода 8 и толщины изоляции 10.
При введении конца провода 8 между штырями 4 жила 9 провода полностью не перерезается, так как расстояние между штырями не может быть меньше толщины изоляции 10. Другой из штырей, между которым вводят провод 8, не повреждает изоляцию 10 провода, поскольку режущие кромки 6 направлены в одну сторону. При перерезании изоляции 10 жила 9 соединяется с контактом 5 на штыре 4 и не соединяется с соседним контактом на этом же штыре, так как провод укладывается на планку 7, толщина планки выбирается та
кой чтобы не было замыканий на один контакт двух проводов, лежащих друг над другом между двумя штырями. Подобным образом вводится второй и последующие
концы проводов между двумя соответствующими штырями концевого фиксатора.
После раскладки первого ряда проводов в фиксаторе 3 устанавливается планка 7 с маркировкой и начинается раскладка второго ряда проводов, и так далее.
Таким образом, каждый провод подключается к схеме контроля правильности укладки проводов жгута через свой контакт 5 на штыре 4, а каждый контакт 5 на штыре 4
электрически соединен с контактами 11 разъема 13,
После проверки правильности раскладки жгута на контрольном стенде закрепляют концы проводов, фиксатор 3 с планками 7
бандажом или липкой лентой, отсоединяют вилку 14 разъема 13 от розетки 12 и жгут отправляют на монтажную операцию, где каждый провод в соответствии с маркировкой на планке 7 распаивается на контакт
соединителя. Концы проводов с поврежденной изоляцией обрезаются
Выполнение штырей концевого фиксатора из изоляционного материала с несколькими контактами, имеющими в
сечении заостренную форму, и наличие пленок, разделяющих ряды проводов в фиксаторе, позволяют повысить производительность при раскладке проводов жгута, расширить функциональные возможности
фиксатора и эксплуатационные свойства шаблона, уменьшить технологические отходы провода, идущего на изготовление жгута, выполнить концевой фиксатор компактным.
Формула изобретения
1. Шаблон для раскладки проводов в жгут, содержащий монтажную панель, на которой расположены трассировочные шпильки и концевые фиксаторы, каждый из
которых выполнен в виде ряда расположенных на основании с зазором один относительно другого штырей с режущими кромками, которые ориентированы в одну сторону, отличающийся тем. что, с
целью расширения функциональных возможностей, каждый штырь концевого фиксатора выполнен из электроизоляционного материала и снабжен контактом с режущей кромкой, расположенным в выемке, выполненной на режущей кромке штыря.
2 Шаблон по п. 1,отличающийся тем, что каждый штырь концевого фиксатора снабжен дополнительными контактами с режущими кромками, расположенными над основным контактом в выемках, выполненнь:х вдоль режущей кромки штыря, а каждый концевой фиксатор снабжен разделительной планкой, расположенной на его
штырях над контактами, причем толщина планки больше расстояния между смежными контактами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для изготовления жгутов проводов | 1984 |
|
SU1304084A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1638821A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1786699A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1739533A1 |
| Шаблон для изготовления жгутов проводов | 1984 |
|
SU1302331A1 |
| Шаблон для раскладки проводов в жгут | 1987 |
|
SU1541800A1 |
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖГУТОВ | 1990 |
|
RU2014765C1 |
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1672598A1 |
| Способ изготовления жгутов из проводов | 1987 |
|
SU1448423A1 |

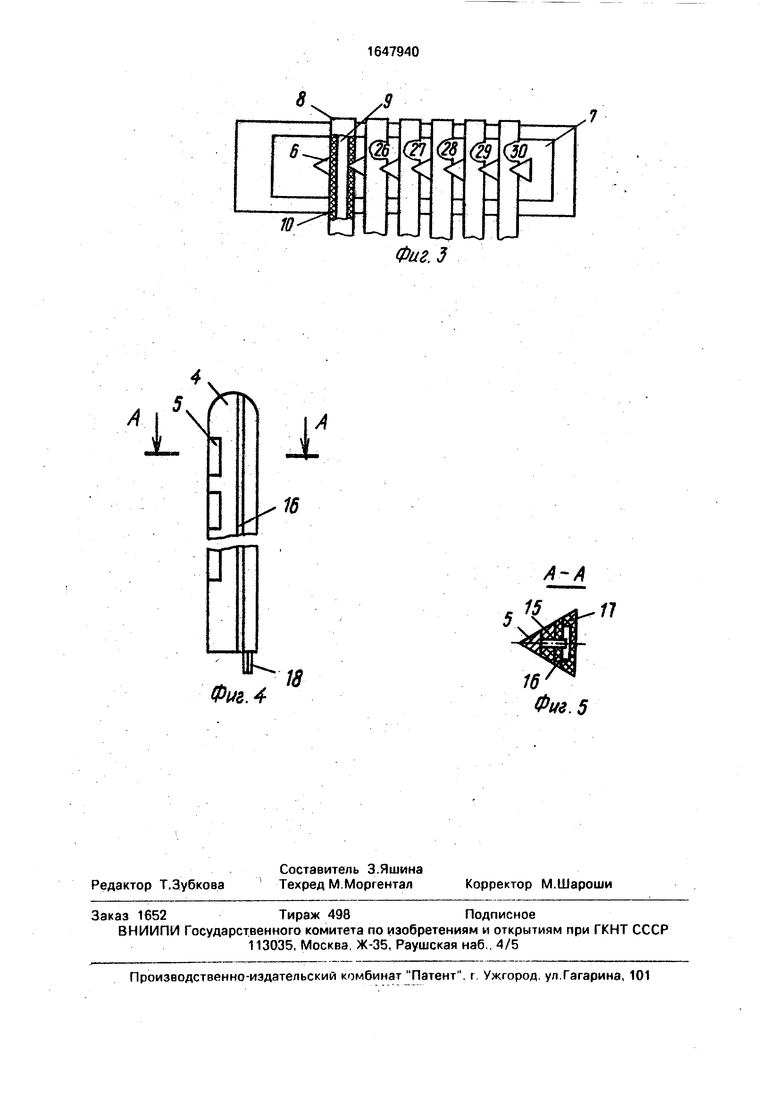
Изобретение относится к электротехнике. Цель - расширение функциональных возможностей шаблона для раскладки проводов в жгут. Для ее достижения каждый штырь 4 концевого фиксатора выполнен из электроизоляционного материала и имеет контакт 5 с режущей кромкой. Контакт расположен в выемке режущей кромки штыря. Заостренные ребра штырей и режущие кромки контактов ориентированы в одну сторону и составляют общую режущую кромку. На штыри 4 устанавливают планки с обозначением контактов соединения, на который будут распаяны провода жгута. Толщина планки больше расстояния между смежными контактами. 1 з.п. ф-лы, 5 ил.
п
Фиг. 2
v
1
Я1Ч
I
JK
Фм.4
18
Фиг.З
Фиг. 5
| Шаблон для изготовления жгутов проводов | 1984 |
|
SU1304084A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
