Изобретение относится к электротехнике и может бьз1ть использовано для присоединения многожильных кабелей, а также в технологических процессах изготовления и контроля жгутов.
Цель изобретения - повышение производительности.
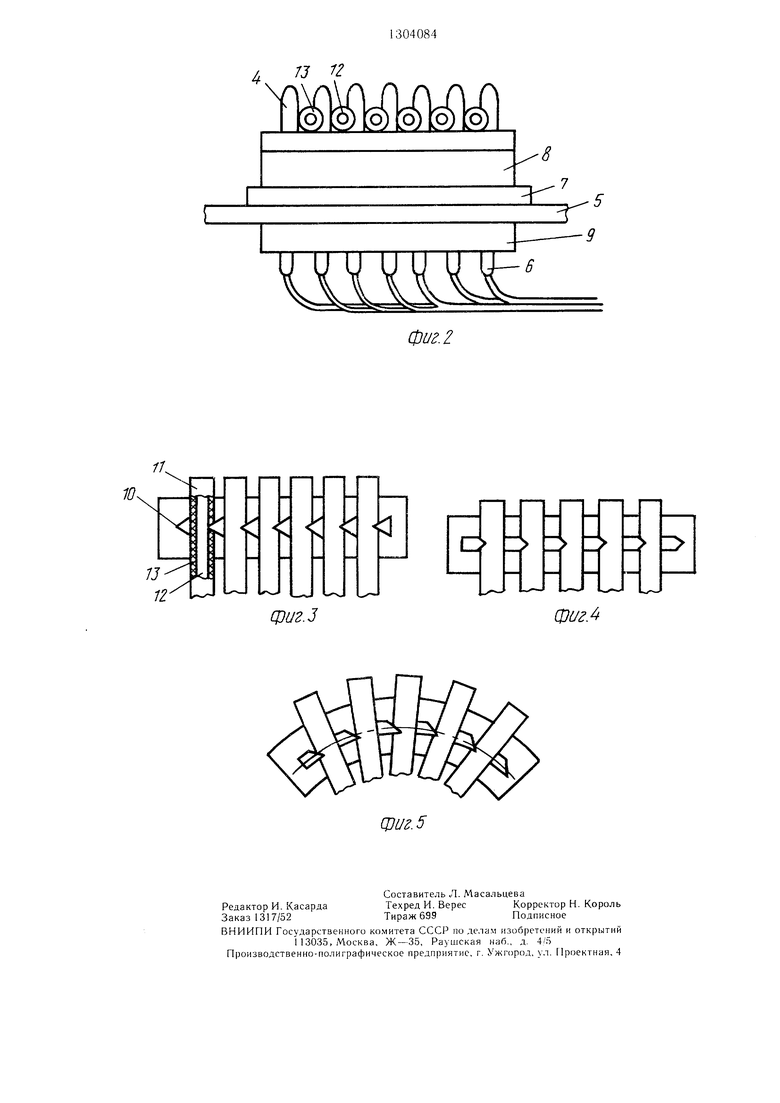
На фиг. 1 изображен шаблон, вид в плане; на фиг. 2 - концевой фиксатор, вид сбоку; на фиг. З - то же, вид сверху; на фиг. 4 и 5 - варианты конструкции концевых фиксаторов и их элементов.
Шаблон состоит из основания 1 (фиг. 1), на котором размещены фиксаторы 2, определяющие трассу прокладываемых проводов, и концевые фиксаторы 3. Каждый концевой фиксатор 3 (фиг. 2) состоит из элементов, выполненных в виде штырей 4, в сечении имеюп;их заостренную фор.му. Штыри 4 жестко установлены в пластине 5, электрически изолированы друг от дру| а и соединены с контактами 6 разъема 7, состоящего из вилки 8 и розетки 9.
Заострения 10 штырей 4 направлены в одну сторону в направлении к прокладываемому проводу 11. Расстояние между штыря.ми 4 MeHBUje сум.мы диаметра жилы 12 провода 11 и толщины изоляции 13 и больше толщины изоляции. Контакты 6 розетки 9 разъема 7 электрически соединены со схемой контроля правильности раскладки жгута (не показано).
Штыри 4 могут иметь к сечении форму треугольника (фиг. 3) в случае, когда на один фиксатор приходится большое количество проводов и расстояние между шты рями должно быть небольшим. В том случае, когда число нроводов на один фиксатор мало, для удобства работы с шаблоно.м расстояние между пггырями может быть уве. 1ичено, а штыри могут иметь в сечении форму прямоугольника, симметрично заостренного с одной стороны (фиг. 4). Если в ответвлении жгута концы проводов располагаются радиально, то цггыри установлены по ок)уж- ности и имеют неси.мметричное заострение (фиг. 5). Шаблон содержит маркировочные трафареты 14, которые используются для но- вышения производительности труда при монтаже жгута,
Изготовление электрожгутов осуществляется следуюгци.м образом.
Провод 11 заданной длины укладывается на основание 1 ц аблона чере.з фиксаторы 2. Концы провода 11 продевают в соответствующие отверстия .маркировочных трафаретов 14 и вводят между соответствующими щтырями одного из фиксаторов 3. Изоляция 13 на конце провода 11 при этом перерезается заостренной частью одного из щтырей 4, так как они расположены на расстоянии, меньщем суммы диаметра жилы 12 провода 11 и толщины изоляции 13.
При введении конца провода 11 между штырями 4 жила 12 провода полностью не
0
5
0
5
0
0
.5
0
5
перерезается, так как расстояние между штырями не может быть меньше толщины изоляции 13. Другой из щтырей, между которыми вводят провод 11, не повреждает изоляцию 13 провода госкольку заострения 10 штырей направлены в одну сторону в направлении к нрокладьпзаемому проводу. При перерезании изоляции 13 провода 11 жила 12 контактирует со штырем 4, обращенным острием к проводу, и не контактирует с другим штырем, обращенным к проводу тупой стороной. Подобны.м образо.м вводится второй конец нровода между двумя соответ- ствующи.ми ппъфями концевого фиксатора.
Таким образом, данный провод подключается к схе.ме контроля правильности ук- . 1адки проводов жгута, поскольку цтыри 4 электрически соединены с контактами 6 разъема 7. После ук. щдки всех проводов в жгут осуществляется его вязка нитками или лентой (не ноказано). Затем разъем 7 щаблона раз ьединяют, жгут снимают с шаблона и переностя на контрольный стенд, где подсоединяют к стенду через вилки 8, остающиеся на ответвлениях жгута, и осуществляют контро;1ь иара.метров жгута (сопротивления изоля ши и др.).
После проверки жг ута на контрольном стенде концы проводов извлекают из зазоров между пггырями 4 и, оставив маркировочные трафареты на проводах, закрепляют КОНП.Ы проводов каждого ответвления временным бандажом (липкой .;1ентой или те.х- но.югическими зажимами). В таком виде жгут постунает на моптажную онера цию, где концы проводов с нарушенной изоляцией уда,1яются. Выполнение элементов концевого фиксатора в виде аггырей, в сечении имеющих заостренную форму, приче.ч заострения направлены в одну сторону, размещены друг от друга на расстоянии, меньшем суммы диаметра жилы и толщины изо;1яции и больи:ем толщины изоляции, и э;1ектрически изолирован: : х, позволяет упростить конструкцию и повысить надежность электрического соединения в процессе вьиюлнения техно;10гических операций.
Размещепие на шаблоне разъемов, контакты которых соединены с концевыми фиксаторами, расшиояет ei o технологические возможности, позволяя контролировать параметры жгута после онераций вязки и спа- тия с щаблона.
Формула изобретения
Шаблон для изготовления жгутов проводов, содержащий монтах пую панель с уста- новленными на ней трассировочными щпиль- ками и концевыми фиксаторами, отличающийся те.м, что, с целью повыщения производительности, концевые фиксаторы выполнены в виде ряда расноложенных с зазором 1нтырей, каждый из которых выполнен с ре- жуцдей кромкой, обращенной в сторону соседнего щтыря, при этом режущие кромки ориентированы в одну сторону.
ШШШ
Ш11
фиг. 2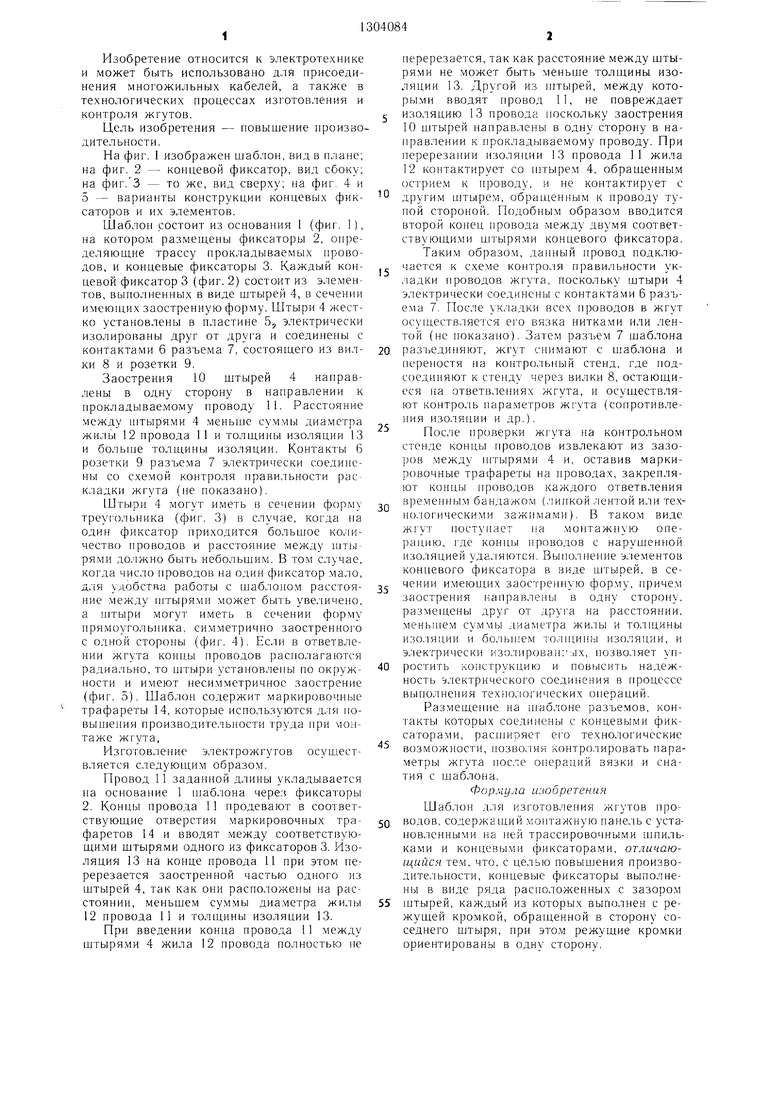
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для раскладки проводов в жгут | 1989 |
|
SU1647940A1 |
| Шаблон для раскладки проводов в жгут | 1986 |
|
SU1401656A1 |
| Шаблон для изготовления жгутов проводов | 1985 |
|
SU1354252A1 |
| Шаблон для изготовления жгутов проводов | 1984 |
|
SU1302331A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1638821A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖГУТОВ | 1990 |
|
RU2014765C1 |
| Способ проводного монтажа | 1977 |
|
SU677139A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1786699A1 |
| Устройство для изготовления жгутов преимущественно с несущей перфорированной панелью | 1987 |
|
SU1466034A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1739533A1 |
Изобретение относится к электротехнике, в частности к монтажной технике. Цель изобретения - повышение производительности. Шаблон содержит монтажную панель 1, на которой установлены трассировочные шпильки 2 и концевые фиксаторы 3. Каждый концевой фиксатор выполнен в виде ряда расположенных с зазором штырей 4, имеющих на стороне, обраш.ен- ной в сторону соседнего штыря, режущую кромку 10. Режушие кромки 10 ориентированы в одну сторону. Такой шаблон позволяет контролировать параметры жгута после операций вязки и снятия жгута с шаблона. 5 ил. (Л со о NU о 00 4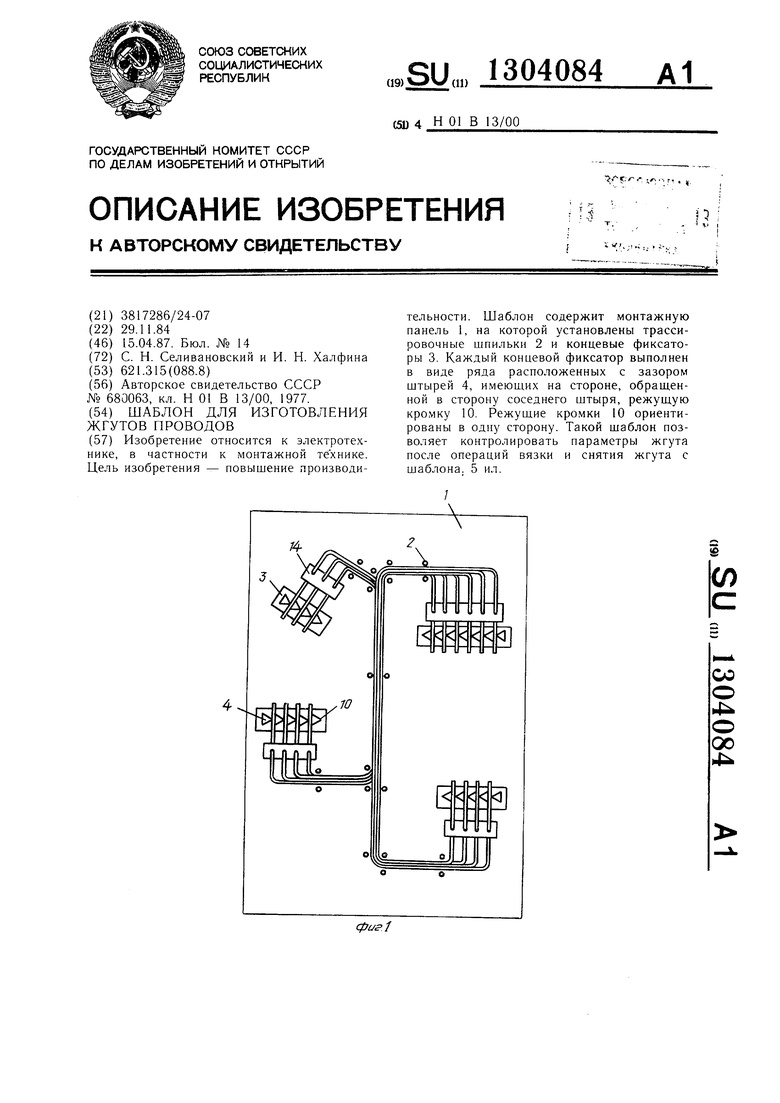
73- 12
Фиг.З
фиг А
Составитель Л.Масальцева
Редактор И. КасардаТехред И. ВересКорректор Н. Король
Заказ 1317/52Тираж 699Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
i 13035, Москва, Ж--35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. 5
| Шаблон для изготовления жгутов проводов | 1977 |
|
SU680063A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
