4 СЛ
СО
со
Изобретение относится к контролю и управлению процессом прессования порошковых материалов и может быть использовано для контроля процесса прессования по параметрам сигналов акустической эмиссии (АЭ)-,
Цель изобретения - повышение достоверности контроля процесса прессования за счет того, что регистриру- ют сигналы АЭ, возникающие в прессуемом материале.
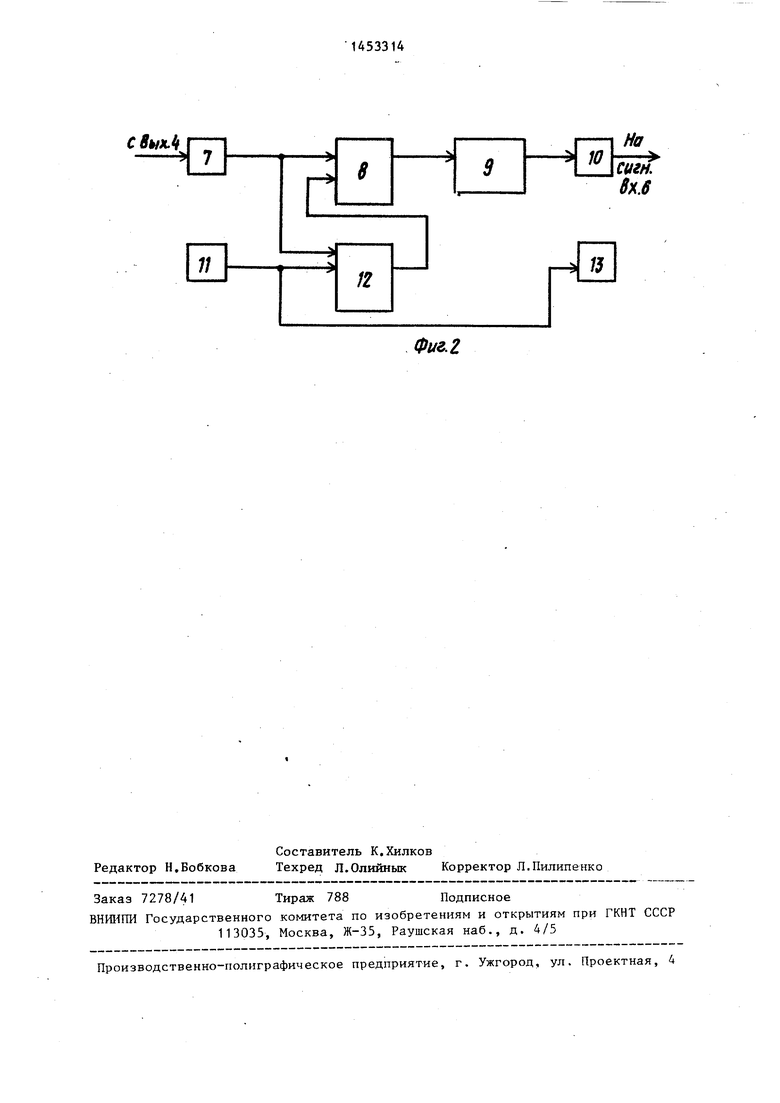
На фигс1 представлено устройство для контроля процесса прессования порошковых материалов; на фиг.2 - блок-схема регистратора суммарной энергии сигнала АЭ.
Устройство для контроля процесса прессования содержит пуансон 1, матрицу 2, систему 3 нагружения, соеди- ненные последовательно преобразователь 4 контрольного параметра, характеризующего плотность прессовки, регистратор 5 контрольного параметра, блок 6 управления системой 3 нагружения, выход которого соединен с входом системы 3 нагружения. Преобразователь 4 контрольного параметра расположен внутри пуансона 1, в качестве преобразователя 4 контрольного параметра использован преобразователь сигналов АЭ, а в качестве регистратора 5 - регистратор суммарной энергии сигнала АЭ.
Регистратор суммарной энергии сигналов АЭ содержит соединенные последовательно предусилитель 7, аналоговый ключ 8, интегратор 9 и измерительный вольтметр 10, предназначенный для соединения с входом блока 6 уп- равления, соединенных последовательно регулятора 11 уровня дискриминаци и компаратора 12, измерительного вольтметра 13 уровня дискриминации, вход которого соединен с выходом ре- гулятора 11 уровня дискриминации, выход компаратора 12 соединен с вторым входом аналогового ключа 8, второй вход компаратора 12 соединен с выходом предусилителя 7, а вход предуси- лителя 7 предназначен для подключе ния к преобразователю 4 контрольного параметра (преобразователь сигналов
АЭ).
Способ контроля процесса прессования порошковых материалов осуществля ется следующим образом.
Засыпают порошок, предназначенный для прессования (не показан) в матрицу 2, подводят пуансон 1 с помещенным внутрь преобразователем 4 контрольного параметра к прессуемому порошковому материалу до соприкосновения, производят уплотнение, в процессе которого непрерывно регистрируют энергию акустического излучения. В момент достижения заданного уровня энергии акустического излучения прессование прекращают. Величину энергии акустического излучения определяют по суммарной энергии сигналов АЭ. Плотность прессовки определяют сравнением фактической суммарной энергии сигналов АЭ с расчетной, соответствующей заданной плотности прессовки, которую определяют на основании эмпирических зависимостей или таблиц.
Устройство для контроля процесса прессования порошковых материалов работает следующим образом.
Усилие прессования от системы 3 нагружения передается на пуансон 1. В матрице 2 уплотняется порошок, предназначенный для прессования. Преобразователь 4 конт.рольного параметра возбуждается акустическими сигналами АЭ, где они преобразуются в электрические. Электрические сигналы АЭ подаются на вход регистратора 5 контрольного параметра, предназначенного для измерения суммарной энергии сигналов АЭ. При достижении заданного уровня суммарной энергии сигналов АЭ с выхода регистратора 5 контроль- ного параметра подается управляющий сигнал на вход системы 3 нагружения и прессование прекращается.
Регистратор суммарной энергии сигналов АЭ, являющийся регистратором 5 контрольного параметра, работает следующим образом.
Электрические сигналы АЭ поступают с выхода преобразователя 4 контрольного параметра на предусилитель 7, где подвергаются усилению. С пред- усилителя 7 сигнал подается на первый вход компаратора 12 и на второй вход аналогового ключа 8. Регулятором 11 уровня дискриминации устанавливается пороговьш уровень компаратора 12, этот уровень контролируется измерительным вольтметром 13 уровня дискриминации. При прохождении сигналов АЭ, имеющих амплитуду вьщ1е уровня дискриминации, компаратор 12 переключается в другое состояние и открывается сигнальньш вход аналогового ключа 8. Тем самым обеспечивается прохождение сигналов АЭ с пред- усилителя 7 на интегратор 9, вырабатывающий напряжение, величина которого пропорциональна суммарной энергии сигналов АЭ. Это напряжение измеряется измерительным вольтметром 10.
Таким образом, предлагаемые способ и устройство позволяют повысить достоверность контроля процесса прессования за счет измерения сигналов АЭ, возникающих при прессовании порошков .
Формула изобретения
1.Способ контроля процесса прессования порошковых материалов, заключающийся в том, что во время прессования регистрируют величину контрольного параметра, характеризующего плотность прессовки, а при достижении заданного уровня параметра прессование прекращают, отличающийся тем, что, с целью повышения достоверности, в качестве контрольного параметра регистрируют суммарную энергию сигналов акустической эмиссии, сопровождающих процесс прессования .
2.Устройство для контроля процесса прессования порошковых материалов, содержащее пуансон, матрицу, систему нагружения, соединенные последовательно преобразователь кон3314
10
15
20
25
30
IK
трольного параметра, регистратор контрольного параметра и блок управления системой нагружения, выход которого соединен с входом системы нагружения, отличающееся тем, что преобразователь контрольно- ;го параметра расположен внутри пуансона, в качестве преобразователя использован преобразователь сигналов акустической эмиссии, а в качестве регистратора - регистратор суммарной энергии сигналов акустической эмиссии.
3. Устройство по п.2, о т л и - чающееся тем, что регистратор суммарной энергии сигналов акустической эмиссии выполнен в виде соединенных последовательно предусили- теля, аналогового ключа, интегратора и измерительного вольтметра, предназначенного для соединения с входом блока управления системой нагружения, соединенных последовательно регулятора уровня дискриминации и компаратора, измерительного вольтметра уровня дискриминации, вход которого соединен с выходом регулятора уровня дискриминации, выход компаратора соединен с вторым входом аналогового ключа, второй вход компаратора соединен с выходом предусилителя, а вход предусилителя предназначен для подключения к преобразователю сигналов акустической эмиссии.
Фиг.2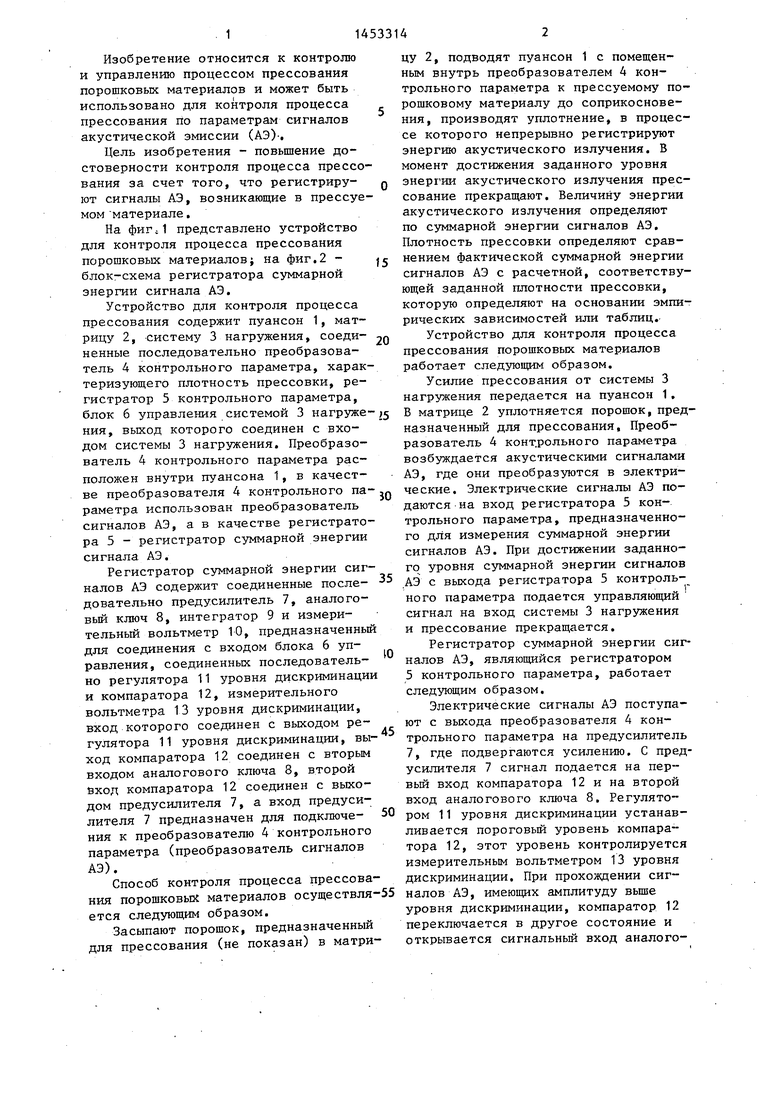

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля водонепроницаемости образца бетона и устройство для его осуществления | 1989 |
|
SU1619157A1 |
| Способ холодной сварки давлением алюминиевой и медной фольги | 1986 |
|
SU1400825A1 |
| Способ акустико-эмиссионного контроля металлических объектов и устройство для его осуществления | 2020 |
|
RU2736175C1 |
| УСТРОЙСТВО РЕГИСТРАЦИИ СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ | 2003 |
|
RU2251688C1 |
| Устройство для акустико-эмиссионного контроля материалов | 1985 |
|
SU1270684A1 |
| СПОСОБ УПРАВЛЕНИЯ РЕЖИМОМ НАГРУЖЕНИЯ ЛАБОРАТОРНОГО ПРЕССА ПРИ ИСПЫТАНИИ ОБРАЗЦА ГОРНОЙ ПОРОДЫ | 2013 |
|
RU2530449C1 |
| СПОСОБ МОНИТОРИНГА СТЕПЕНИ ДЕГРАДАЦИИ СТРУКТУРЫ МАТЕРИАЛА И ОПРЕДЕЛЕНИЯ ОСТАТОЧНОЙ ПРОЧНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2649081C1 |
| Устройство контроля качества изделий | 1986 |
|
SU1350606A1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ПРЕДЕЛЬНОГО СОСТОЯНИЯ И РАННЕГО ПРЕДУПРЕЖДЕНИЯ ОБ ОПАСНОСТИ РАЗРУШЕНИЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2009 |
|
RU2403564C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ВЫСОКОЭНЕРГЕТИЧЕСКИХ МАТЕРИАЛОВ | 2020 |
|
RU2750683C1 |
Изобретение касается контроля и управления процессом прессования порошковых материалов и может быть использовано для контроля процесса прессования по параметрам сигналов акустической эмиссии (АЭ). Целью изобретения является повьшение достоверности контроля процесса прессования за счет того, что регистрируют сигналы АЭ, возникающие в прессуемом материале. При прессовании непрерьтно регистрируют суммарную энергию сигналов АЭ, при достижении заданного уровня энергии прессование прекращают. 2 с. и 1 з.п. ф-лы, 2 ил. S (Л
| Способ контроля процесса прессования порошковых материалов | 1983 |
|
SU1154041A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Виноградов В.А., Радомысель- ский И.Д | |||
| Прессование и прокатка ме- таллокерамических материалов | |||
| - М.: Машгиз, 1963, с.27, 102-113. | |||
