Изобретение относится к области сварки, н частности холодной сварке фольговых материалов, один из которых покрыт хрупким, преимущественно оксидным, слоем, обладающим диэлектрическими свойствами.
Цель изобретения - обеспечение стабильных параметров качества сварки.
Способ холодной сварки давлением алюминиевой и медной фольги заключается в том, что фольги помещают между матрицей и пуансоном, прикладывают внешнее давление, фиксируют величину критического давления, при котором возникают сигналы акустической эмиссии (АЭ) в результате разрушения хрупкого слоя, регистрируют, начиная с этого давления, сигналы АЭ, считают их и сравнивают с наперед заданным значением, изменяя режим последующего нагружения по результатам сравнения, считают сигналы АЭ, превышающие первый порог амплитудной дискриминации на уровне 1,5 U ,где и, - максимальная амплитуда сигналов АЭ от пластической деформации свариваемых материалов, и сигналы АЭ, превышающие второй порог амплитудной дискриминации на уровне (0,6-0,8)112, где Uj - максимальная амплитуда сигналов АЭ, возникающих в результате разрушения хрупкого слоя, определяют отношение количества сигналов АЭ, превьшающих первый и второй пороги амплитудной дискриминации, и снимают внешнюю нагрузку, когда абсолютное количество сигналов АЭ, превышающих второй порог амплитудной дискриминации, и отношение количества сигналов АЭ, превышающих первый порог амплитудной дискриминации, к количеству сигналов АЭ, превышающих второй порог амплитудной дискриминации, достигают заданных значений.
Выбор величин порогов амплитудной дискриминации и отношения количества сигналов, превышающих эти пороги, связан с необходимостью обеспечения комплекса параметров сварного соединения, в частности прочности и электропроводности.
Требование достижения заданного значения абсолютной величины количества сигналов АЭ, превышающих второй порог амплитудной дискриминации на уровне (0,6-0,8) U, связано с контролс. м iipouecca разрушения оксид
0
5
0
5
0
5
0
5
0
5
ной пленки на определенное количество фрагментов. Одновременное требование обеспечения заданного отношения количества сигналов на первом уровне дискриминации 1,5 U,, к количеству сигналов на втором уровне дискриминации связано с устранением влияния паразитных явлений (трение, отклонения в режимах нагружения и т.п.) и обеспечением необходимой площади контакта образующихся ювениль- ных поверхностей.
Если в процессе сварки пороги дискриминации, количество сигналов АЭ, превышающих второй порог дискриминации, и отношение количества сигналов, превьпнающих первый и второй пороги дискриминации, отличаются от оптимальных, то при приложении внешней нагрузки или не обеспечиваются необходимые прочность и электропроводность сварного соединения, или происходит недопустимое сквозное продавливание фольги.
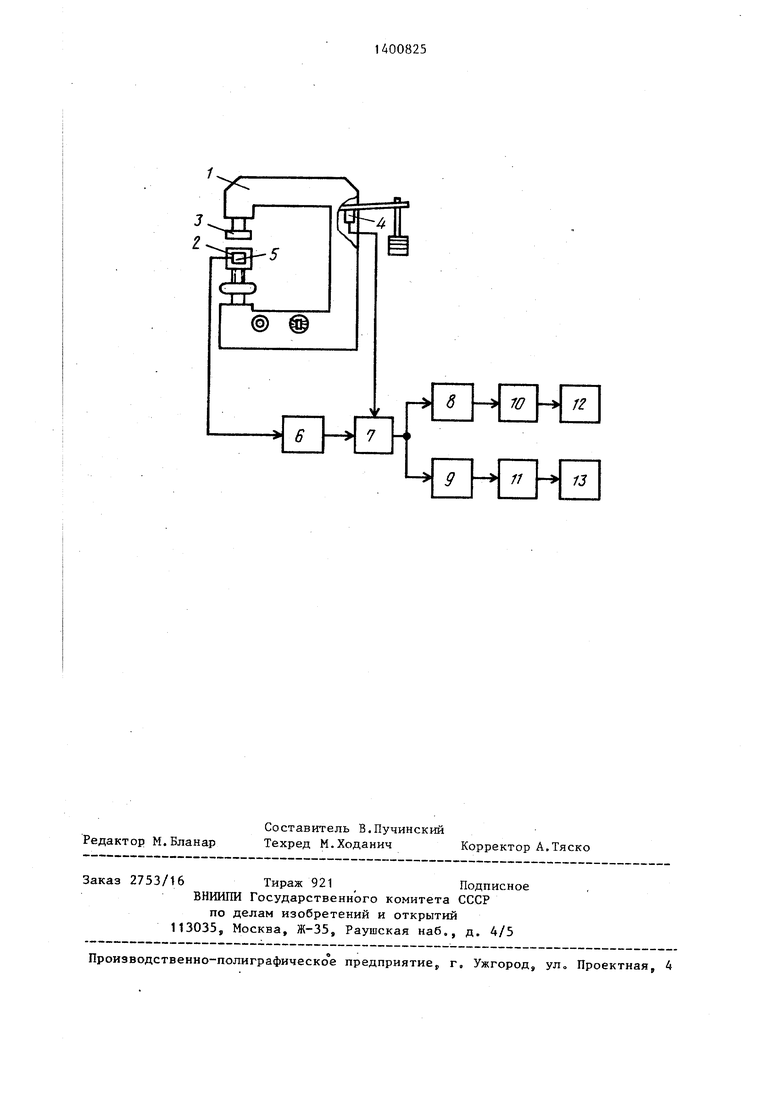
На чертеже представлена схема установки для реализации способа холодной сварки давлением алюминиевой фольги обмоток с медной фольгой.
Установка содержит пресс 1, матрицу 2, пуансон 3, преобразователь 4 давления во временной интервал, преобразователь 5 акустико-эмисси- онных сигналов, установленный на матрице 2, усилитель 6, ключ 7, амплитудные дискриминаторы 8 и 9, счетчики 10 и 11, цифровые индикаторы 12 и 13. I
Перед проведением сварки проводят настройку установки, которая осуществляется в три этапа.
На первом этапе между матрицей 2 и пунаосном 3 помещают медную фольгу и алюминиевую фольгу без оксидного слоя.
Включают пресс 1, прикладывают давление к образцам. С помощью преобразователя 4 преобразовывают давление во временной интервал. На выходе преобразователя 5 получают сигналы акустической эмиссии,возникаю-, щие в результате пластической деформации свариваемых образцов, усиливают их усилителем 6 и Селектируют по времени с помощью ключа 7 управляемого сигналами с, преобразователя , 4, пропуская на амплитудные дискриминаторы 8 и 9 только сигналы акустической эмиссии, возникающие в ди
апазоне давлений,прикладываемых к образцам от критического до давлени при котором снимают нагрузку с образцов . Определяют с помощью индикатора 12 максимальную амплитуду U, сигналов акустической эмиссии, возникающих в результате пластической деформации свариваемых образцов.
На втором этапе помещают между матрицей 2 и пуансоном 3 образцы меной и алюминиевой фольги с оксидным слоем. Включают пресс 1. Определяют с помощью индикатора 13 максимальную амплитуду Uj сигналов акустической эмиссии, возникающих в результате разрушения оксидного слоя. Устанавливают первый порог амплитудной дискриминации (порог амплитудного дискриминатора 8) на уровне 1,5 и, и второй порог амплитудной дискриминации (порог амплитудного дискриминатора 9) на уровне (0,6 - 0,8) и.
На третьем этапе помещают между матрицей 2 и пуансоном 3 образцы медной и алюминиевой фольги с оксидным слоем. Включают пресс 1,считают количество сигналов акустической эмиссии по обоим каналам счетчиками 10 и 11. Регистрируют их количество цифровыми индикаторами 12 и 13. Определяют отношение показания цифрового индикатора 12 к показанию цифрового индикатора 13. Регистрируют это отношение.
При получении необходимых параметров качества сварки, которые определяют металлографическим методом и испытаниями на прочность,настраивают утановку по соответствующим показания индикатора 13 и отношению показаний индикаторов 12 и 13.
Затем проводят сварку штатных из- делий. Регистрируют показания индикаторов 12 и 13, определяют отношение показаний индикатора 12 к показанию индикатора 13. Сравнивают показание индикатора 13, а также отношение показаний индикаторов 12 и 13 с данными, полученными на третьем этапе настройки установки. По результатам сравнения судят о качестве сварного соединения и управляют режимом на гружения пресса.
В качество пресса при реализации способа используют твердомер,модернизированный с учетом особенностей сварки давлением. Контроль проводят регистратором акустико-эмиссионных сигналов. Величину амплитуды сигналов АЭ измеряют осциллографом.
Проведение холодной сварки давлением по предлагаемому способу позволяет обеспечить стабильные параметры сварных соединений алюминиевой и медной фольги (прочность и электропроводность) , полностью исключив брак при производстве трансформаторов, работающих в экстремальных условиях.
Формула изобретения
0
Способ холодной сварки давлением алюминиевой и медной фольги, заключающийся в том,что фольги помещают меж-- ду матрицей и пуансоном,прикладывают внешнее давление, фиксируют величи5 ну критического давления, при котором возникают сигналы акустической эмиссии, которые считают и сравнивают с заданным значением, изменяют режим последутощего нагружения по реQ зультатам сравнения, о т л и ч а ю П1 и и с я тем, что, с целью обеспечения стабильных параметров качества сварки, считают сигна.пы акустической эмиссии, превышающие лервый порог амплитудной дискриминации на уровне
1,5 максимальной амплитуды сигналов от пластической деформации свариваемых материалов, и сигналы, превышающие второй порог амплитудной дискриминации на уровне (0,6-0,8) максимальной амплитуды сигналов, воз- низкающих в результате разрушения хрупкого слоя, определяют отношение количества сигналов, превышающих первый и второй пороги амплитудной дискриминации, и снимают внепшюю нагрузку, когда абсолютное количество сигналов, превышающих второй порог aмпJи тyднoй дискриминации, и отношение количества сигналов, превышающих первый порог амплитудной дискриминации, к количеству сигналов, превышающих второй порог амплитудной дискриминации, достигают заданных значешпЧ.
0
5
0

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТБРАКОВКИ СВАРНЫХ СОЕДИНЕНИЙ ПРИ СВАРКЕ ДАВЛЕНИЕМ | 1985 |
|
SU1380432A1 |
| Способ отбраковки сварных соединений при сварке давлением | 1987 |
|
SU1470047A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ | 1985 |
|
SU1381858A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1989 |
|
SU1727293A1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ПРЕДЕЛЬНОГО СОСТОЯНИЯ И РАННЕГО ПРЕДУПРЕЖДЕНИЯ ОБ ОПАСНОСТИ РАЗРУШЕНИЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2009 |
|
RU2403564C2 |
| СПОСОБ РАСПОЗНАВАНИЯ ИСТОЧНИКОВ СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ, ВОЗНИКАЮЩИХ ПРИ ДЕГРАДАЦИИ МАТЕРИАЛА, ОБРАЗОВАНИИ ТРЕЩИН И РАЗРУШЕНИИ КОНСТРУКЦИИ | 2014 |
|
RU2569078C1 |
| Способ контроля износа режущего инструмента и устройство для его осуществления | 1982 |
|
SU1038083A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| УСТРОЙСТВО ОБНАРУЖЕНИЯ ДЕФЕКТОВ В СВАРНЫХ ШВАХ В ПРОЦЕССЕ СВАРКИ | 2014 |
|
RU2572662C2 |
| Устройство обнаружения дефектов в сварных швах в процессе сварки | 2019 |
|
RU2727065C1 |
Изобретение относится к области сварки, в частности к холодной сварке фольговых материалов, один из которых покрыт хрупким, преимущественно оксидным, слоем. Цель - обеспечение стабильных параметров качества сварки. Помещают алюмини- ев-ую и медную фольгу между матрицей и пуансоном. Фиксируют величину критического внешнего давления, при котором возникают сигналы акустической эмиссии (АЭ). Считают количество сигналов АЭ, превышающих уровень 1,5 максимальной амплитуды сигналов от пластической деформации (первый порог) и количество сигналов АЭ, превышающих уровень 0,6-0,8 максимальной амплитуды сигналов в результате разрушения хрупкого слоя (второй порог). Определяют отношение к-оличеств этих сигналов. Внешнюю нагрузку снимают, когда абсолютное количество сигналов АЭ, превышающих второй порог, и отношение количества сигналов после прохождения первого и второго порогов достигнут заданных значений. При этом исключается брак при производстве трансформаторов, работающих в экстремальных условиях.1 ил. CS S (Л
| Патент США № 4207771, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
