этой кромки равна максимальной толщи- 25 воляет уменьшить деформацию древесин|е ср езаемого слоя или незначительrio превьппает ее. Угол заточки и
у|гол скоса передней поверхности выг оянены переменными. В зоне 5 боков ой поверхности эти углы выполнены
б;ольшими, чем в остальной части
30
иы и налипание почвы на инструмент, а в результате - снизить энергоемкость резания.
Формула изобретения
Инструмент для резания древесины, содержащий стойку, на которой закреплен нож, имеющий заточку по передней и боковой поверхностям, отличаю- щ и и с я тем, что, с целью снижения энергоемкости резания, нож выполнен с переменными углами скоса и заточки передней поверхности, причем угол скоса и угол заточки в зоне боковой поверхности выполнены большими, а стойка смещена в упомянутую зону.
; Инструмент работает следующим о бразом.
При движении инструмента вокруг в фезаемого пня вначале производит, р езание профилирующая режущая кром- к{а 8, которая за один проход созда- eJT участок стенки прорези, равный за- Данной толщине срезаемого слоя. Следом за ней производит резание не
иы и налипание почвы на инструмент, а в результате - снизить энергоемкость резания.
Формула изобретения
Инструмент для резания древесины, содержащий стойку, на которой закреплен нож, имеющий заточку по передней и боковой поверхностям, отличаю- щ и и с я тем, что, с целью снижения энергоемкости резания, нож выполнен с переменными углами скоса и заточки передней поверхности, причем угол скоса и угол заточки в зоне боковой поверхности выполнены большими, а стойка смещена в упомянутую зону.
V
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2011 |
|
RU2467840C1 |
| Торцово-коническая фреза | 1983 |
|
SU1142281A1 |
| Измельчитель пней | 1989 |
|
SU1764571A1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 200-400 мм из низколегированной стали | 2020 |
|
RU2749966C1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 300-410 мм из аустенитной хромоникелевой стали | 2020 |
|
RU2749967C1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 200-400 мм из низкоуглеродистой стали | 2020 |
|
RU2750062C1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 180-300 мм из аустенитной хромоникелевой стали | 2020 |
|
RU2749976C1 |
| Способ отделения удаляемой из продукта несквозной цилиндрической части и устройство для его осуществления | 2022 |
|
RU2819807C1 |
| Способ термофрикционной резки дисковой пилой нагретого трубопроката диаметром 40-120 мм из аустенитной хромоникелевой стали | 2021 |
|
RU2767341C1 |
| Способ термофрикционной резки дисковой пилой нагретого трубопроката диаметром 120-200 мм из аустенитной хромоникелевой стали | 2021 |
|
RU2767358C1 |
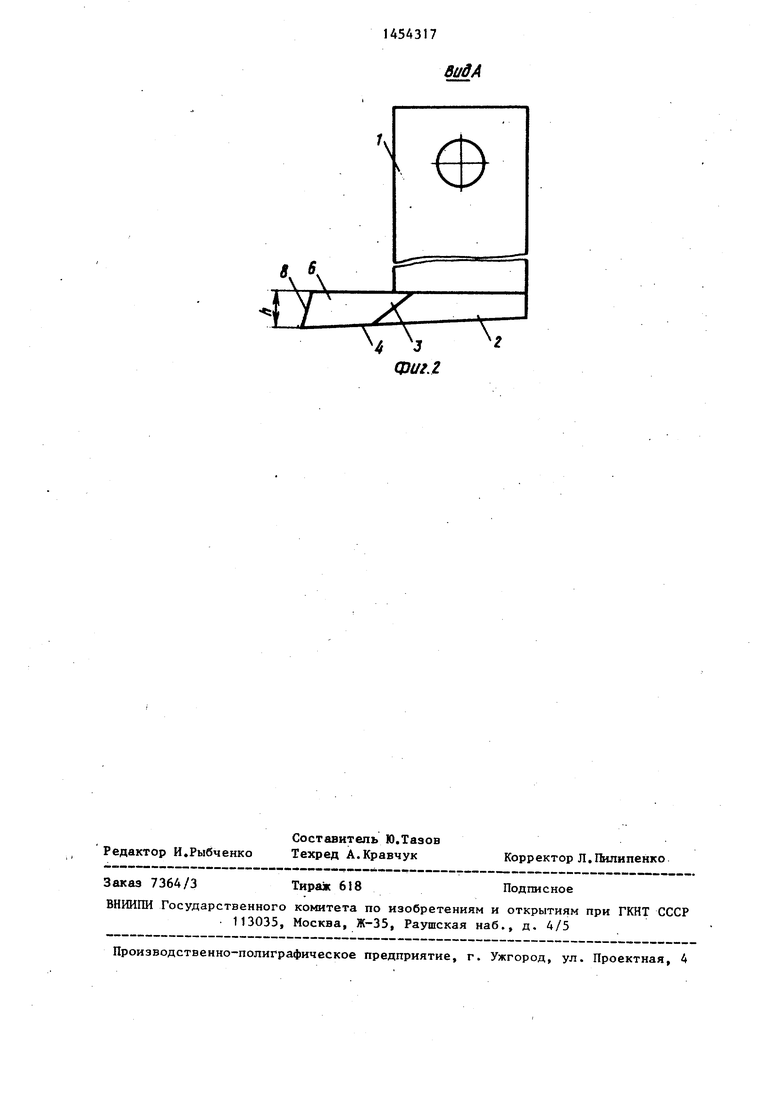
Изобретение относится к режущим инструментам машин для корчевания пней путем вырезания по контуру. Цель изобретения - снижение энергоемкости резания. Инструмент содержит стойку 1 и расположенный под углом к ней нож 2 с заточкой по передней поверхности.3, непрофилирующую режущую кромку 4 и клиновидный выступ. Затачиваемая и боковая 7 поверхности клиновидного выступа образуют профилирующую режущую кромку 8, высота проекции которой на плоскость, перпендикулярную направлению движения, равна максимальной подаче. Угол заточки у клиновидного выступа выполнен большим, чем у остальной части ножа 2. При движении инструмента относительно пня профилирующая режущая кромка 8 создает стенку прорези, а непрофилирующая 4 - дно прорези,Передняя поверхность направляет стружку в сторону от крепежной части, а передняя поверхность 3 остальной часг ти ножа 2 выбрасывает ее из зоны резания в свободное пространство, 2 ил. о 
Фиг.г
| Корчеватель пней | 1978 |
|
SU808051A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ИЗМЕЛЬЧЕНИЯ ДРЕВЕСИНЫ. "''^''' •" "'' | 0 |
|
SU312758A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
