1
Изобретение относится к технологии производства изделий из кристаллических материалов и может быть использовано при изготовлении пьезоре- зонансных датчиков на основе кристаллического кварца.
Цель изобретения - упрощение процесса.
Соединяемые элементы через слой легкоплавкого стекла приводят в соприкосновение друг с другом с механическим поджатием и нагревают с пос- ледукнцим охлаждением. Причем соглас- но изобретению соединяемые элементы со слоем легкоплавкого стекла нагревают до 490+10 С, при этом скорость нагрева и охлаждения не более 25 с/мин, а нагрев и охлаждение осуществляют в среде азота при давлении не менее З Ю Па.
Такой способ соединения кварцевых элементов пьезорезонансных датчиков с помощью легкоплавкого стекла обеспечивает возможность безгистерезис- ного соединения с высокой механической прочностью и работу датчика в широком температурном диапазоне, а также исключает операцию предварительной обработки стекла, что упрощает технологический процесс.
ел
i( « О
В способе используют легкоплавко свинцовосодержащее стекло, имеющее температуру деформации 345+15°С и температурный коэффициент линейного расширения oi (10+0,3).10 1/°С. Для получения минимального возможного по толщине слоя легкоплавкого стекла, обеспечивающего безгистерез ность соединения, экспериментально установлена температура нагрева 490+10 С.
Для предотвращения возникновения предельно допустимых термодеформаций экспериментально установлена скорость нагрева и охлазкдения не более 25°С/мин, причем процесс осуще-т ствляется в среде азота, который исключает пузьфьковые газовключения в стеклосоединениях и защищает от раз- рушейия электроды частотозадающих элементов пьезорезонансных.датчиков Осуществляя технологический процесс в среде азота, исключается операция предварительной обработки стекла , а именно,отжиг в вакууме, которая необходима для исключения пузырьковых газовключений в стекле. Этим самым упрощается технологический процесс.
Давление азота, обеспечивакацее высококачественное стеклосоединение составляет не менее 3 -ю Па,
Полученное стеклосоединение обладает хорошей-адгезией по отношению к варцу, а при затвердевании приобретает большую механическую прочность.
Данный способ реализован на примере соединения с помощью легкоплавкого стекла кварцевого манометричес- коЕо блока.
Кварцевый манометрический блок представляет собой вакуумированный мембранньш манометрический элемент абсолютного давления и состоит из двух кварцевых мембран кварцевого кольца и силочувствительного пьёзо- резонатора, находящихся в жестком . соединении между собой с помощью легкоплавкого стекла. Вывод электродов пьезорезонатора на внешнюю поверхность блока осуществлен серебро- содержащей пастой.
Способ осуществляется следукнцим образом, о
Вначале производят очистку кварцевых деталей, предназначенную для удаления с поверхности кварцевых деталей органических загрязнений.
частиц абразива, -а также снятия дефектного слоя толщиной л-3 мкм.
Затем осуществляют подготовку мембран к операции соединения. Мембраны нагревают на воздухе до температуры 450+20 С и наносят на периферийную часть мембран с помощью стеклянных нитей диаметром 1-1,5 мм доQ рожки стекла шириной 2 мм, толщиной 0,3 мм. Б паз мембраны укладываются две стеклянные нити длиной 4 мм, диа метром 0,4 мм. Мембраны выдерживаются при 450+20 0 в течение 20 мин,
5 затем охлаждаются до комнатной температуры. Скорость нагрева и охлаждения не превышает 25 с/мин.
Подготовленные детали приводят в соприкосновение, при этом для юсQ тировки деталей относительно друг друга используют медные оправки.. Механическое поджатие осуществляют с помощью груза 0,7 кг. Собранную конструкцию кварцевого манометрического
5 блока помещают в вакуумную установку оснащенную нагревательным элементом. Контроль температуры осуществляется термопарой хромель-капель с выводом на вольтметр. Процесс соедине-
Q кия производят в азотной среде при давлении 3-10 Па. При давлении азота менее 3-10 Па возрастает величина погрешности гистерезиса из-за появления пузырьковых газовключений в стекле.
Далее приведены примеры конкретного исполнения соединения кварцевых элементов пьезорезонансных датчиков с помощью легкоплавкого стекла. В процессе экспериментальной обработки были изготовлены манометрические кварцевые блоки при вариации температуры спаиваний в диапазоне 480-500 6 и скорости нагрева и охлаладения 0,5-25 С/мин, в среде азота при давлении 5-10 Па.
5
0
В табл. 1 дана ности. гистерезиса
зависимость погреш- J от температуры
В. табл. 2 дана зависимость погрешности гистерезиса Y
нагрева и 490 С,
от скорости
охлаждения при t c Р 3-10 Па.
Таблица 2
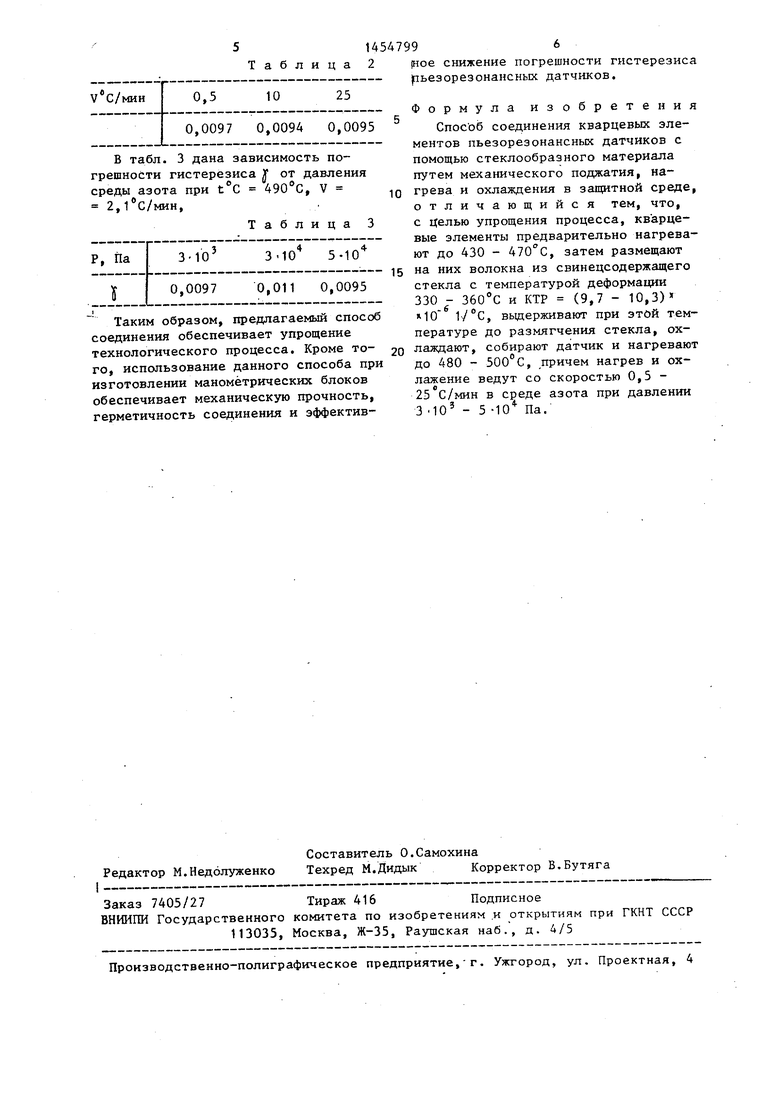
В табл. 3 дана зависимость погрешности гистерезиса f от давления среды азота при t С 490 С, V 2,1 с/мин,
Таблица 3
Таким образом, предлагаемый способ соединения обеспечивает упрощение технологического процесса. Кроме то- го, использование данного способа при изготовлении манометрических блоков обеспечивает механическую прочность, герметичность соединения и эффектив
5
0
рое снижение погрешности гистерезиса рьезорезонансных датчиков.
Формула изобретения
Спос об соединения кварцевых элементов пьезорезонансных датчиков с помощью стеклообразного материала путем механического поджатия, нагрева и охлаждения в защитной среде, отличающийся тем, что, с целью упрощения процесса, кварцевые элементы предварительно нагревают до 430 - , затем размещают на них волокна из свинецсодержащего стекла с температурой деформации 330 - и КТР (9,7 - 10,3) 10 lyc, выдерживают при этой температуре до размягчения стекла, охлаждают, собирают датчик и нагревают до 480 - 500°С, ,причем нагрев и ох- лажение ведут со скоростью 0,5 - 25 с/мин в среде азота при давлении 3 Ю - 5 Ю Па.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕГКОПЛАВКОЕ СТЕКЛО "2ЛС" | 2013 |
|
RU2540749C2 |
| ПЬЕЗОРЕЗОНАНСНЫЙ ИЗМЕРИТЕЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ ДАВЛЕНИЯ | 2004 |
|
RU2282837C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ РЕЗОНАТОРОВ С ЛИНЕЙНОЙ ТЕМПЕРАТУРНО-ЧАСТОТНОЙ ХАРАКТЕРИСТИКОЙ | 2008 |
|
RU2366037C1 |
| ПЬЕЗОРЕЗОНАНСНЫЙ ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ АБСОЛЮТНОГО ДАВЛЕНИЯ | 2016 |
|
RU2623182C1 |
| Способ диффузионной сварки | 2020 |
|
RU2730349C1 |
| ДАТЧИК ДАВЛЕНИЯ | 1996 |
|
RU2098783C1 |
| ЧАСТОТОРЕЗОНАНСНЫЙ ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ ДИФФЕРЕНЦИАЛЬНОГО ДАВЛЕНИЯ И ЧАСТОТОРЕЗОНАНСНЫЙ ДАТЧИК ДИФФЕРЕНЦИАЛЬНОГО ДАВЛЕНИЯ | 2017 |
|
RU2690699C1 |
| Пьезорезонансный датчик давления | 1988 |
|
SU1553858A1 |
| ЧАСТОТОРЕЗОНАНСНЫЙ ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ДАТЧИКА ДИФФЕРЕНЦИАЛЬНОГО ДАВЛЕНИЯ | 2018 |
|
RU2679640C1 |
| РЕЗОНАНСНЫЙ СЕНСОР ДАВЛЕНИЯ, УСИЛИЯ ИЛИ ПЕРЕМЕЩЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2379638C1 |
Изобретение относится к технологии производства изделий из кристаллических материалов и может быть использовано при изготовлении пьезорезонансных датчиков на основе кристаллического кварца. Изобретение позволяет упростить процесс. Способ соединения кварцевых элементов пьезо- резонансного датчика осуществляют путем предварительного нагрева кварцевых элементов до температуры 430- 470°С, затем н них размещают волокна из свинецсодержащего стекла с тем-, пературой деформащги 330-360 С и КТР (9,7-10,3) 10 , выдерживают при этой температуре до размягчения стекла, охлаждают, собирают датчик, механически поджимают, нагревают до 480-500 С и охлаждают, причем нагрев и охлаждение ведут со ско- ; ростью О,5-25°С/мин в среде азота при давлении З.ю - 510 Па. Погрешность гистерезиса полученного манометрического кварцевого блока составляет 0,0094-0,011. 3 табл. СЛ
| КОНТЕЙНЕР | 1967 |
|
SU216230A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Weirauch D.F., Schwartz R.I | |||
| and Bennett R.C | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| - Vetraso- nics Symposium, 1979, p | |||
| Прибор для извлечения золота и других самородных металлов | 1910 |
|
SU874A1 |
