1
Изобретение относится к производ-- ству керамических деталей и может быть использовано для изготовления технической керамики методом горячего литья под давлением.
Цель изобретения - повьшение выхода годных деталей.
Пример. Приготовление литейного шликера осуществляют путем смешения с предварительно прокаленным алюмооксидным порошком три етилсили- лированного этилсиликата и термопластичной органической связки. Состав связки, мас.%: парафин 92,7; олеиновая кислота 3,8; воск пчели- ньш 3,5. Из полученного шликера на литейной машине отливают детали - стержни 07,7 я длиной 70 мм. Удаление связки проводят в установке с псевдоожиженным слоем адсорбента
(глинозема) при расходе ожижающего агента - сжатого воздуха 0,2 и скорости ожижения 0,01 м/с. После термообработки, обдувки и зачистки деталей определяют предел прочности при статическом изгибе на разрывной машине МР-0,05 по схеме 3 точек. ; Окончательный обжиг деталей проводят JB окислительной среде при 1630-1650 С.
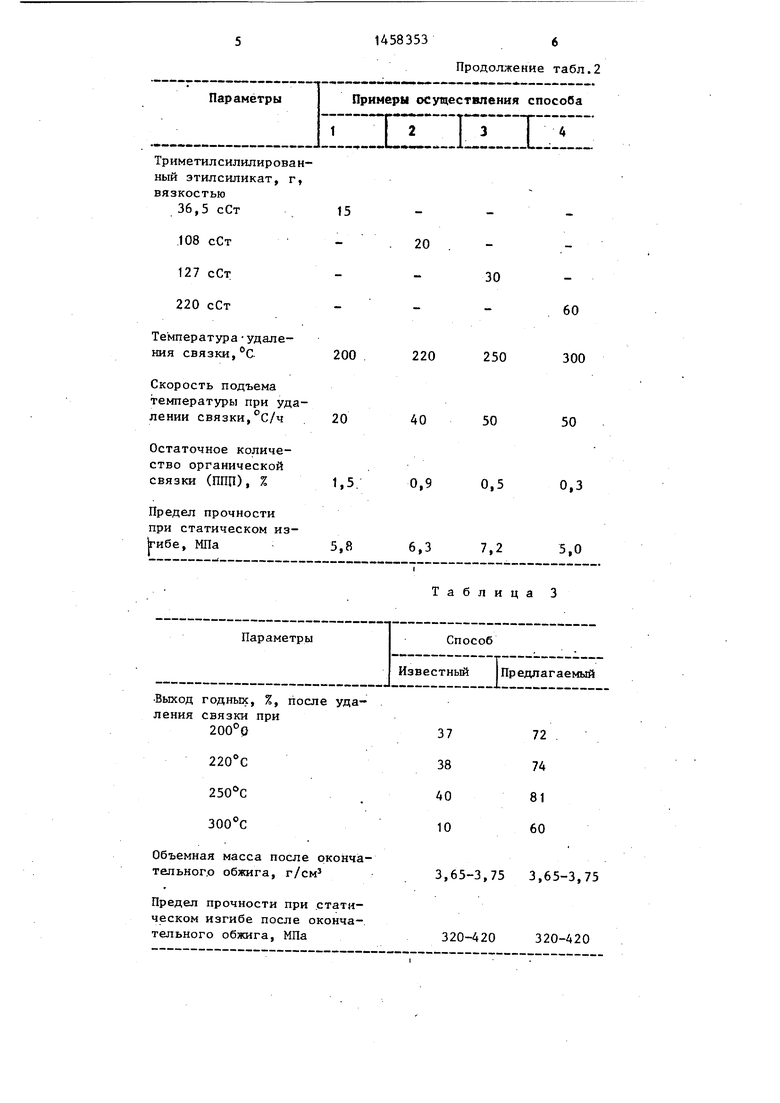
Физико-технические и механические свойства деталей из массы ВК94-1 с введением триметилсилнпированного этилсиликата остаются неизменными (см. табл. 3).
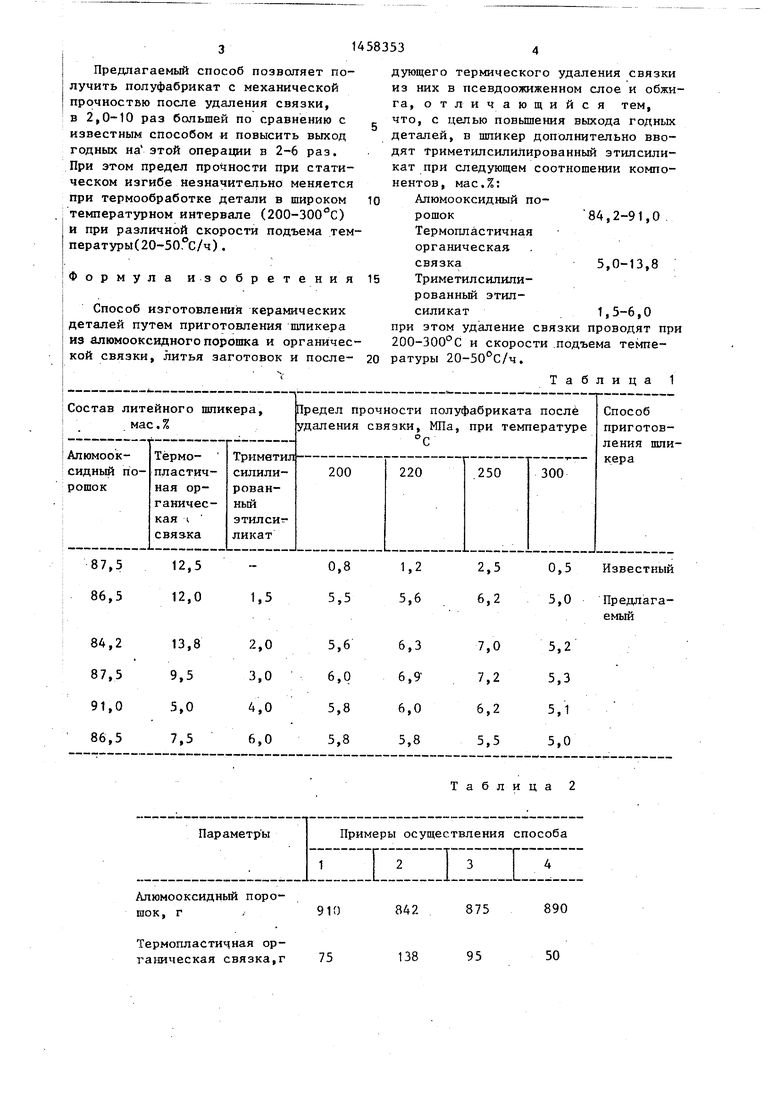
В табл. 1,2 представлены характеристики полуфабриката при различных составах шликера.
В табл. 3 даны физико-механические свойства деталей из массы по известному и предлагаемому способам.
4 СП
00
со
сд
со
314583534
Предлагаемый способ позволяет по-дующего термического удаления связки
лучить полуфабрикат с механическойиз них в псевдоожиженном слое и обжипрочноствю после удаления связки,га, отличающийся тем,
в 2,0-10 раз большей по сравнению с что, с целью повышения выхода годных
деталей, в шпикер дополнительно вводят триметилсилийированный этилсили- кат при следующем соотношении компоизвестным способом и повысить выход годных на этой операции в 2-6 раз. При этом предел прочности при статическом изгибе незначительно меняется при термообработке детали в широком ю температурном интервале (200-300 с) и при различной скорости подъема тем- пературы(20-50, с/ч).
Формула изобретения 15
нентов, мас.%:
Алюмооксидный порошок
Термопластичная органическая связка
Триметилсилили- рованньй этил- силикат
84,2-91,О
5,0-13,8
Триметилсилили- рованньй этил- силикат
Способ изготовления керамических силикат1,5-6,0
деталей путем приготовления шликерапри этом удаление связки проводят при
из алюмооксидногопорошка и органичес-200-300 0 и скорости .подъема темпекой связки, литья заготовок и после- 20ратуры 20-50 С/ч.
Т а б л и ц а 1
ентов, мас.%:
Алюмооксидный порошок
Термопластичная органическая связка
Триметилсилили- рованньй этил- силикат
84,2-91,О
5,0-13,8
силикат1,5-6,0
| название | год | авторы | номер документа |
|---|---|---|---|
| Термопластичная связка для оформления керамических деталей горячим литьем под давлением | 1982 |
|
SU1024438A1 |
| Способ изготовления керамических изделий | 1977 |
|
SU922099A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОПРОВОДНОЙ КЕРАМИКИ НА ОСНОВЕ НИТРИДА АЛЮМИНИЯ | 2010 |
|
RU2433108C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОПРОВОДНОЙ КЕРАМИКИ НА ОСНОВЕ НИТРИДА АЛЮМИНИЯ | 2014 |
|
RU2587669C2 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2007 |
|
RU2373169C2 |
| СПОСОБ ЛЕГИРОВАНИЯ АЛЮМООКСИДНОЙ КЕРАМИКИ | 2013 |
|
RU2525889C1 |
| Композиция для удаляемого вкладыша | 1980 |
|
SU903353A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОРУНДОВОЙ КЕРАМИКИ | 2008 |
|
RU2379257C1 |
| Связка для изготовления вакуумплотной керамики | 1981 |
|
SU1085960A1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2007 |
|
RU2353600C2 |
Изобретение относится к области производства керамических деталей и может быть использовано для изготовления технической керамики методом горячего литья под давлением. Для повышения выхода годных деталей в литейный шликер, содержащий, мас.%: алю- мооксидный порошок 84,2-91,0; термо.- пластичная органическая связка 5,0- 13,8, дополнительно вводят триметил- силилированный этилсиликат в количестве 1,5-6,0 мас.%, при этом удаление связки проводят при 200-300 С и скорости подъема температуры 20- 50°С/ч. Выход годных изделий после удаления связки составляет 60-80%. 3 табл. (Л
Алюмооксидный порошок, г - 910 842 875 890
Термопластичная органическая связка,г 75 138 95 50
Таблица 2
н- ,
15
- . 20
- 200 220
а20 40
1,5. 0,9
30
250
50
0,5
60
300
50
0,3
5,86,37,25,0
.. - - - - - JГШГ 1 Ш1
t
Таблица 3
годных, %, после удасвязки при
220°С
300°С
14583536
Продолжение табл.2
30
60
250
300
50
50
0,5
0,3
37 38 40 10
72 74 81 60
| Грибовский П.О | |||
| Горячее литье керамических изделий | |||
| М.-Л.: Госэнер- гоиздат, 1961, с | |||
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
| Прозоров Е.Н., Варыгин Н.Н., Вьд- рик Г.А | |||
| и др | |||
| Предварительная термообработка изделий из технической керамики в псевдоожиженном слое | |||
| - | |||
| Стекло и керамика, 1978, № 1, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
