(54) КОМПОЗИЦИЯ ДЛЯ УДАЛЯЕМОГО ВКЛАДЫША
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиция для изготовления вкладыша | 1981 |
|
SU962260A1 |
| Способ изготовления водорастворимого вкладыша | 1988 |
|
SU1560415A1 |
| Термопластичная связка для оформления керамических деталей горячим литьем под давлением | 1982 |
|
SU1024438A1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2007 |
|
RU2373169C2 |
| Способ изготовления алюмооксидных керамических изделий с внутренними полостями | 1979 |
|
SU895960A1 |
| Термопластичная органическая связка | 1980 |
|
SU881072A1 |
| Способ удаления термопластичного связующего из засыпки при производстве керамических изделий | 1990 |
|
SU1791424A1 |
| Способ изготовления керамических изделий | 1981 |
|
SU1084133A1 |
| Способ изготовления керамических плавильных тиглей | 2018 |
|
RU2713049C1 |
| КЕРАМИЧЕСКАЯ МАССА | 1999 |
|
RU2162830C2 |
1
Изобретение относится к колятозиции для изготовления вкладыша, позволяющего оформ. пять из корундовых материалов методом горячего литья под давлением керамические детали со сложным внутренним профилем, имеющие хотя бы одно отверстие, и может быть использовано в электронной, радиотехнической и других областях техники для изготовления керамических деталей с повышенными физико-техническими параметрами, имеющих развитую внутреннюю поверхность, например для высоковольтных изоляторов.
Известны способы оформле1а1Я деталей с внутренними полостями сложной конфигурации методом горячего литья под давлеш ем с помощью металлических разъемных (разрезных) пуансонов с последующим предварительным и окончательным обжигом 1.
Однако использование металлических пуансонов ограничивает возможность по развитию поверхности внутренних полостей деталей и за технической невозможности извлечения указанных пуансонов.
2
Известно изготовление геэлого керамического изделия, заключающееся в том, что в качестве оформляющего внутреннюю полость вкладыша используют МдО и удаляют последнюю вытравляваннем после утильного обжи га 12.
Недостатком способа является его технологическая сложность, так, как с одной стороны, BbiTpaBnHBafme вкладыша из МдО производится кислотами и требует специальных
условий, с другой стороны, необходима согласованность усадочных и термичеосих коэффициентов во избежание растрескивания деталей в процессе утильного обжига. Kpoivw того, процесс удаления (вытравливания) вкладыша
производится после утильного, обжига, когда датали имеют нанмеямоую механическую прочность, что ведет к значительмому браку по треску я ра:фушеиию деталей. Брак деталей после утильного окончателыедй и переработке не подлежит.
Накбояее бтзким техгшческим решением к предлагаемому является (жменение вклащшей из порошкообразного материала на
термопластичной связке, высыпаемых после об)(шга изделий или выгорающих в процессе обжига. Для изготовления пуансонов применяют в качестве высьшаемых материалов глинозем, кварцевый песок 13.
Использование кварцевого песка в производстве корундовых материалов невозможно из-за химического взаимодействий в процессе предварттельного обжига между керамическим полуфабрикатом и материалом вкладыша. Глинозем также реагирует с мафицей или стеклофазой корундового материала, спекаясь по периферии становится трудно извлекаемым из полости детали. Кроме того, по границе контакта с внутренней полостью детали корродируют эту поверхность, создавая многочисленные дефекты. Кварцевый песок спекшийся глинозем засоряют адсорбент, используемый в предварительном обжиге, ухудшает его адсорбционные свойства, что приводит к повышению брака деталей.
Целью изобретения является повышение выхода годных изделий за счет увеличения
1
ГОСТ, ТУ, марка
Компоненты
Глинозем (AlaOs)
rOCt 6912-74, марка Г-00
ТУ-6-09-110-75,
ч
Марка АРВ
ГОСТ 10274-72, марка ЭУЗ, сорт М или ГОСТ 18191-78, марка ГСМ-2
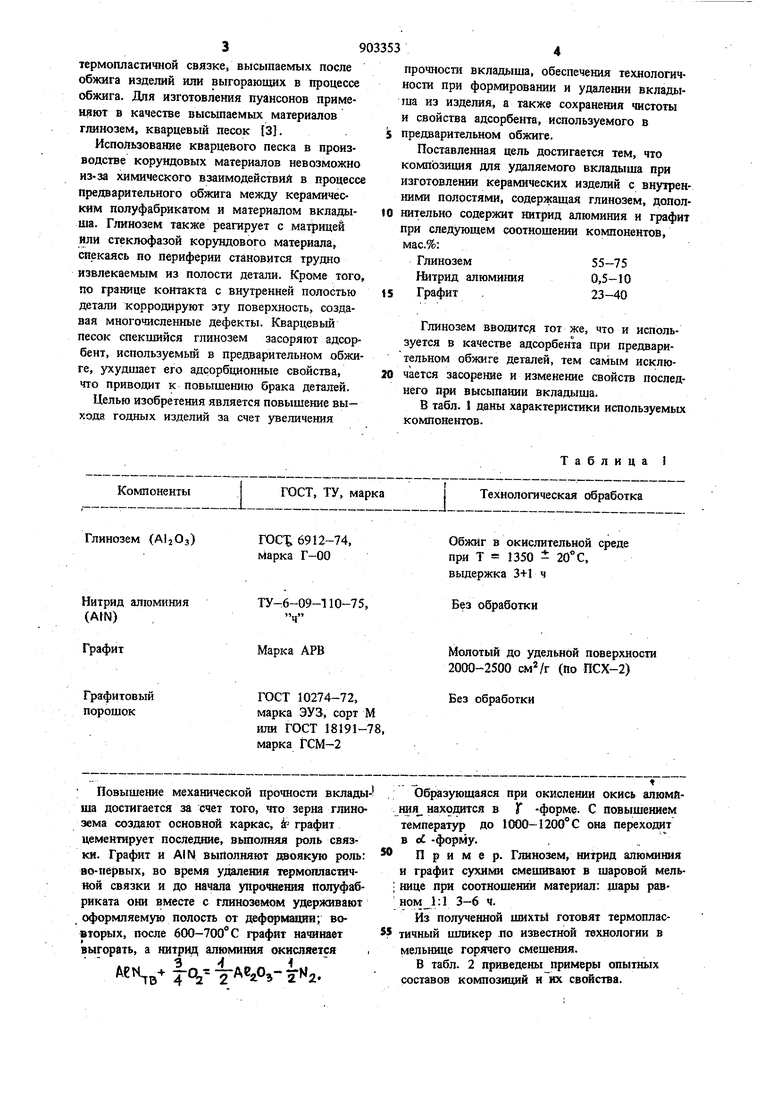
Повышение механической прочности вкладыша достигается за счет того, что зерна глинозема создают основной каркас, i графит цементирует последаие, выполняя роль связки. Графит и А1N выполняют двоякзто роль: во-первых, во время удаления термдаластичной связки и до начала упрочнения полуфабриката они вместе с глиноземом удерживают оформляемую полость от деформации; вовторых, после 600-700° С графит начинает выгорать, а нитрид алюмишш окисляется
NB т 2прочности вкладыша, обеспечения технологичности при формировании и удалении вкладыша из изделия, а также сохранения чистоты и свойства адсорбента, используемого в
15 предварительном обжиге.
Поставленная цель достигается тем, что композиция для удаляемого вкладыша при изготовлении керамических изделий с внутренними полостями, содержащая глинозем, дополнительно содержит нитрид алюминия и графит при следующем соотношении компонентов, мас.%:
Глинозем55-75
Штрид алюминия0,5-10
5 Графит .23-40
Глинозем вводится тот же, что и используется в качестве адсорбента при предварительном об5Ю{ге деталей, тем самым исключается засорение и изменение свойств последнего при высыпании вкладыша.
В табл. 1 даны характеристики используемых компонентов.
Таблица 1
Технологическая обработка
.1
ОбжИг в окислительной среде при Т 1350 - 20°С, выдержка 3+1 ч
Без обработки
Молотый до удельной поверхности 2000-2500 (По ПСХ-2)
Без обработки
Образующаяся при окислении окись алюмйния находится в Г -форме. С повышением температур до 1000-1200° С она переходит в Л -форму.,,
5® Пример. Глинозем, нитрид алюминия и графит сухими смешивают в шаровой мель; нице при соотношент материал: шары равном 1:1 3-6 ч.
И полученной шихть готовят термопластичный шликер ло известной технологии в мельнице горячего смешения.
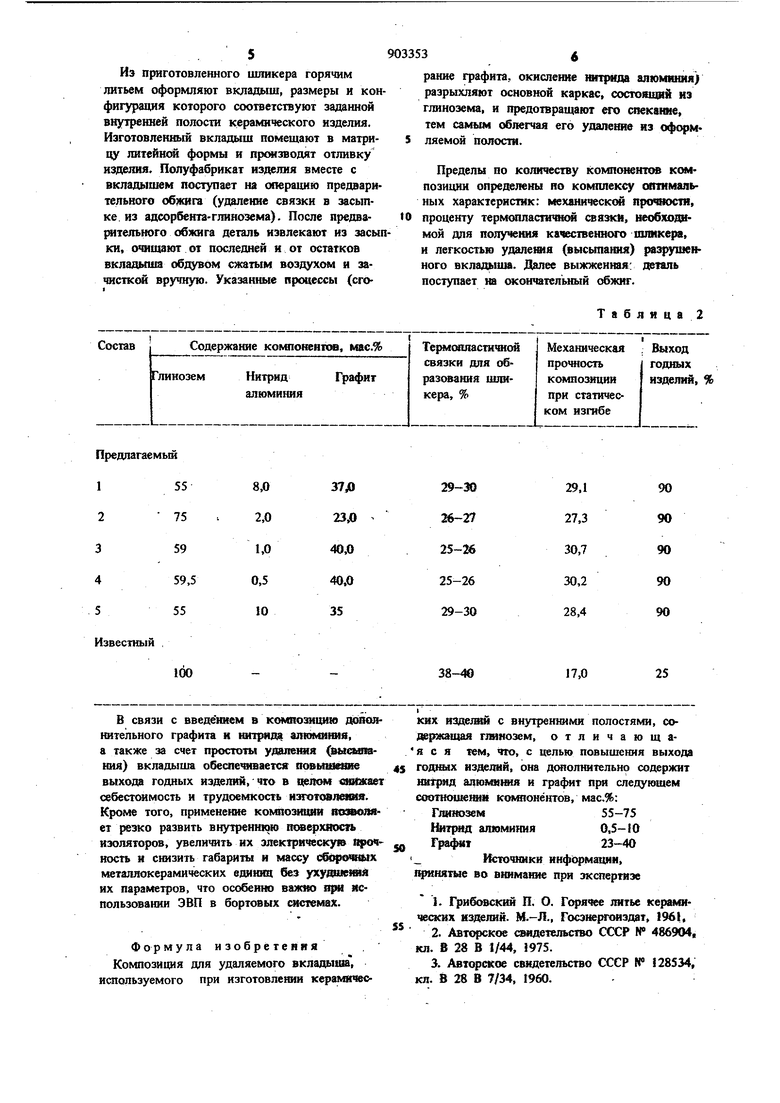
В табл. 2 приведены примеры опытных составов композиций и их свойства. 5 Из приготовленного шликера горячим литьем оформляют вкладыш, размеры и кон фигурация которого соответствуют заданной внутренней полости керамического изделия. Изготовленный вклада1Ш помещают в матрицу литейной формы и пронзводят отливку изделия. Полуфабрикат изделия вместе с вкладышем поступает на операцию предварительного обжига (удаление связки в засыпке, из адсорбента-глинозема). После иредвз{жтельного обжига деталь извлекают из засы ки, очищают от последней и от остатков вкладьшга обдувом сжатым воздухом и зачисткой вручную. Указанные процессы (сго3рание графита, окисление алюминия) разрыхляют основной каркас, состошций из глинозема, и предотвращают его спекаше, тем самым облегчая его удаление из оформ ляемой полости. Пределы по количеству композитов композиции определены по комплексу (жтнмальных характеристик: механической про юости, проценту термстласпрвкж связки, необходимой для получения качественн(мч шликера, и легкостью удале шя (высыпаюся) разрушенного вкладьпш. Далее выжженная: деталь поступает на окончательный обжиг.
