Изобретение относится к способам шлифования, преимущественно к шлифованию деталей из высокопрочных износостойких материалов и напыленных покрытий, и может быть использовано во всех отраслях промьшшенности, связанных с обработкой труднообрабатываемых материалов шлифованием.
Цель изобретения - повышение производительности процесса шлифования и периода стойкости р-шструмента при шлифовании высокопрочных износостойких материалов и покрытий абразивными лентами путем создания знакопеременных сдвиговых деформаций в срезаемом слое - достигается тем, что об- рабатьшаемую поверхность илифуют од- новременно двумя перекрещиваюрщмися ветвями ленты, в зоне обработки движущимися навстречу одна другой, обра- батьтаемая поверхность детали последовательно входит в контакт то с одной, то с другой ветвью, в результате чего происходит рассогласование векторов сдвиговьк деформаций, созданных первой ветвью в поверхностном слое детали с векторами скорости и сил1)1 резания, создаваемыми второй ветвью. Таким образом, материал сре- заемого слоя детали испытывает знакопеременные сдвиговые деформации, ра- зупрочняе ся и,таким образом, облегчается процесс его резания.
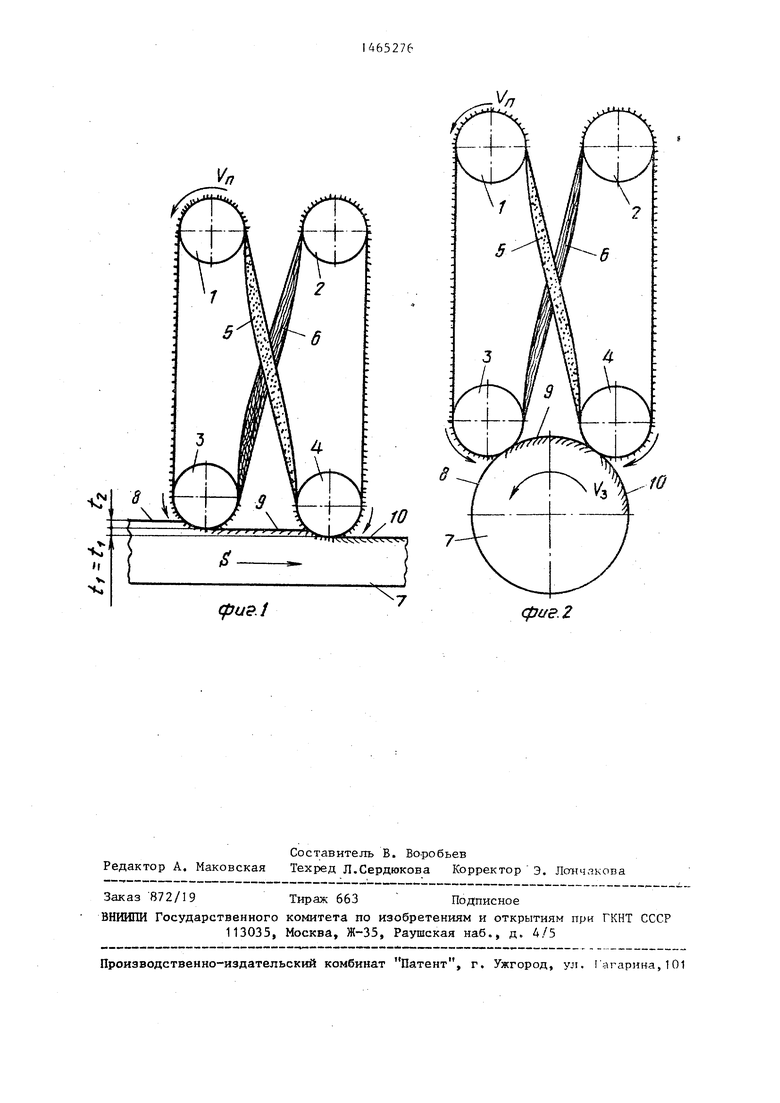
На фиг. 1 показан пример выполнения способа при плоском шлифовании; на фиг. 2 - то же, при круглом шлифовании,
Дпя осуществления способа абразивную ленту, склеенную в кольцо, уста- навлгшают на лентотгротяжный механизм, состояний из ведущего 1, натяжного 2 и контактных 3, 4 роликов. При этом
4
СП ю
а
I перекрещивающиеся ветви 5 и 6 абра- |зивной ленты разворач:ивают на 180. Контактные ролики 3 и 4 устанавливают на заданную глубину шлифования t, включают вращение ленты и, задавая обрабатываемой детали 7 движение подачи S, вводят ее в контакт с роликами 3 и 4. При резании глубина шлифования t автоматически распределя- ю ется между роликами 3 и 4 за счет упругих отжатий в системе СПИД и, таким образом, каждая из ветвей срезает свою часть припуска: ветвь 6 - t , ветвь 5 - tj. При зтом ветвь 6, 15 снимая стружку с пов ерхности 8, формирует текстуру поверхностного слоя 9, а ветвь 5 снимает стружку с поверхностного слоя 9, в котором на- правление прошлых сдвиговых деформа- 20 I ций от воздействия ветви 6 противоположно векторам скорости и формирует текстуру поверхностного слоя 10. Знакопеременные сдвиговые деформации обеспечиваются кинематикой бесконеч- 25 ной ленты и реверса инструмента или детали не требуется.
Пример. Вьтолнение спосЬба ленточного шлифования.
1. Установить на модернизирован- зо ный станок мод. ЗГ71 ленту АЛ1ЧБ 1920x20 AGO 80/63 Р9 100%, как показано на фиг. 1.
2, На стол станка установить образец с напыленным покрытием (TiCN)NiMo сторону, затем с ветвью, (TiCN - 55%, NiMo - 45%).мой в другую сторону.
3.Выбрать следующие вания: V ppi 30 м/с; Vj t 0,03 мм; СО) - водны эмульсии.
4.Произвести обработ делая шесть приращений п бину по 0,03 мм.
5с Остановить станок фактический съем.
Так, при обычном шлиф же условиями и режимами тия составил 0,1598 г, а нии по рассмотренному сп 0,2294 г, что соответств личению в 1,44 раза.
Формула изобр
Способ ленточного шли котором обработку ведут ми ленты, перемещаемыми вания в противоположные обрабатываемому изделию ту сообщают относительны ния, о тличающи что, с целью повышения п ности шлифования путем о знакопеременных сдвиговы на обрабатьгоаемой поверх сительные перемещения со условия введения в конта ваемого изделия сначала фовальной ленты, перемещ
сторону, затем с ветвью, мой в другую сторону.
3.Выбрать следующие режимы шлифования: V ppi 30 м/с; Vjr 10 м/мин. t 0,03 мм; СО) - водный раствор эмульсии.
4.Произвести обработку образца, делая шесть приращений подачи на глубину по 0,03 мм.
5с Остановить станок и замерить фактический съем.
Так, при обычном шлифовании с теми же условиями и режимами съем покрытия составил 0,1598 г, а при шлифовании по рассмотренному способу - 0,2294 г, что соответствует его увеличению в 1,44 раза.
Формула изобретения
Способ ленточного шлифования, при котором обработку ведут двумя ветвями ленты, перемещаемыми в зоне шлифования в противоположные стороны, а обрабатываемому изделию и инструменту сообщают относительные перемещения, о тличающийся тем, что, с целью повышения производительности шлифования путем обеспечения знакопеременных сдвиговых деформаций на обрабатьгоаемой поверхности, относительные перемещения сообщают из условия введения в контакт, обрабатываемого изделия сначала с ветвью шлифовальной ленты, перемещаемой в одну
перемещае(fJU.i
фае. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плоского шлифования | 1986 |
|
SU1373541A1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182071C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, ОБЕСПЕЧИВАЮЩИЙ ЗНАКОПЕРЕМЕННЫЕ ДЕФОРМАЦИИ В СРЕЗАЕМОМ СЛОЕ | 1999 |
|
RU2151690C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182069C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2162398C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182068C2 |
| СПОСОБ ШЛИФОВАНИЯ | 2003 |
|
RU2240219C1 |
Изобретение относится к области шлифования высокопрочных износостойких материалов, напыленных покрытий и может быть использовано во всех отраслях промьшшенности для обработки любых труднообрабатьшаемых материалов абразивными ииструментами. Цель изобретения - повьш ение производительности процесса шлифования износостойких высокопрочных материалов путем создания знакопеременных сдвиговых деформаций в срезаемом слое. Обработку ведут двумя ветвями абразивной ленты, в зоне обработки движущимися навстречу друг другу, при этом обрабйтг 1ваемую поверхность вводят в контакт сначала с ветвью шлифовальной ленты, перемещаемой в одну сторону, затем с ветвью ленты, перемещаемой в другую сторону. 2 ил. S
