00
оо сд
Изобретение относится к способам плоского шлифования, преимущественно к шлифованию периферией круга деталей из высокопрочных износостойких материалов и напыленных покрытий и может быть использовано во всех отраслях промышленности, связанных с обработкой труднообрабатываемых материалов шлифовальным инструментом.
Целью изобретения является повышение качества обработки путем автоматизации процесса рассогласования направления сдвиговых деформаций в срезаемом слое заготовки с направлением вектора скорости резания.
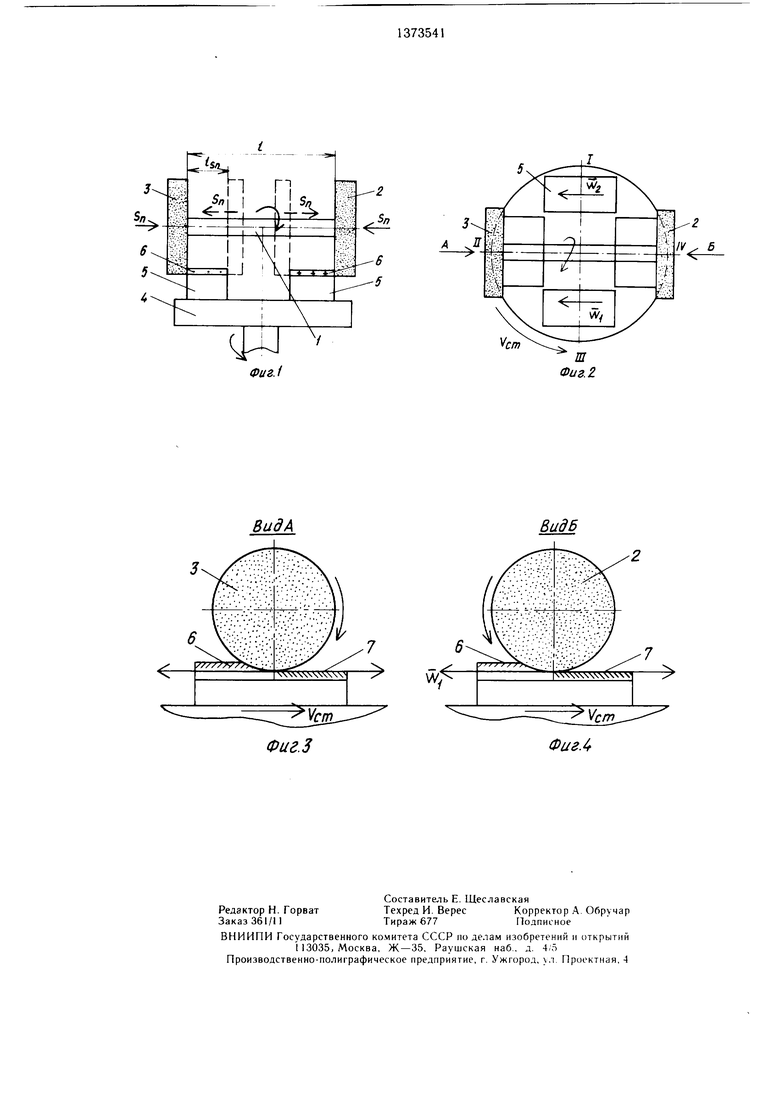
На фиг. 1 изображено устройство, реализующее предложенный способ, обший вид; на фиг. 2 то же, вид сверху; на фиг. 3 - вид .Л на фиг. 2; на фиг. 4 - вид Б на фиг. 2.
Способ осуществляют следующим обра зо.м.
На горизонтальный шпиндель 1 на расстоянии / соосно с кругом 2 устаналивают абразивный круг 3 идентичной характеристики и размеров. На круглый стол 4 станка устанавливают и закрепляют обрабатываемую заготовку 5. Ускоренными перемещениями по направлениям продольной, поперечной и вертикальной подач подводят абразивные круги 2 и 3 в исходное положение для шлифования. Включают привод шпинделя 1, круговой подачи V, стола 4, подачи 5„ и St,. Г1ри круговой подаче У „ обрабатываемая заготовка 5 из исходной позиции I перемещается в рабочую позицию II, где абразивный круг 1 срезает слой 6 и формирует структуру поверхностного слоя 7 с направлением вектора сдвиговых деформаций по направлению вектора скорости резания (круга). При выходе из рабочей позиции II в поверхностном слое формируется микро- cjpyKTypa с вектором сдвиговых деформаций W l (позиция III), которая в рабочей позиции IV рассогласована с вектором скорости резания абразивного круга 2. Абразивный круг 2 в позиции IV cpe3aej слой с вектором сдвиговых деформаций W и формирует микроструктуру поверхностного слоя с вектором сдвиговых деформаций W (позиция I). rioc. ie полного оборота стола 4 в позиции I круги 1 и 2 перемещают навстречу друг другу на величину S,,. При втором обороте стола 4 заготовка 5, смещенная на величину 5,,, из позиции I перемещается в рабочую позицию И, в которой абразивный круг 3 срезает второй ряд слоя 6 и формирует микроструктуру ricjBepxHOCTHOro слоя 7 с вектором сдвиговых деформаций W. В позиции IV поверх- ностньш слой со сдвиговыми деформациями W l срезается абразивным кругом 2 и формируется поверхностный слой с вектором сдвиговых деформаций W. Таким образом, за каждый оборот стола 4 и подачи Sn абразивные круги 3 и 2 автоматически рассогласовывают направления сдвиговых деформаций срезаемого слоя с вектором скорости резания. Материал срезаемого слоя разупрочняется и тем самым облегчается процесс резания высокопрочных, труднообрабатываемых материалов и напыленных покрытий. В конце каждого прохода проводится автоматическая вертикальная
подача 5ь на глубину щлифоваиия и при обратном ходе заготовки все описанные процессы повторяются.
Использование предлагаемого способа по сравнению с известными способами,
5 в частности с прототипом, обеспечивает следующие преимущества.
Чередующаяся смена направления сдвиговых деформаций в контактирующей паре заготовка - инструмент возникает только в обрабатываемой заготовке. В материале
0 инструмента сдвиговые деформации всегда направлены в одну сторону.
Реверсирование направления сдвиговых деформаций в обрабатываемой заготовке осуществляется автоматически в процессе
, щлифоваия без изменения направления вращения абразивного инструмента и обрабатываемой заготовки.
Реверсирование направления сдвиговых деформаций в обрабатываемой заготовке 0 разориентирует (расшатывает) микроструктуру материала, разупрочняет его и облегчает процесс обработки резанием.
Повышение производительности процесса цJлифoвaния и качества обработки заготовок.
5
Эффект от применения предлагаемого способа выражается в снижении расхода абразивного инструмента на операциях щли- фования высокотвердых материалов и напыленных покрытий, повышении производи- тельности обработки за счет исключения частого переключения вращения абразивного круга и сокращении брака обработанных
заготовок.
45
Формула изобретения
Способ плоского щлифования, заключающийся в том, что деталям сообщают круговое движение, а инструменты устанавливают диаметрально противоположно от50 носительно траектории движения деталей и вращают, отличающийся тем, что, с целью повышения качества обработки, обработку ведут периферией кругов, которым сообщают одинаковое направление вращения вокруг оси и продольную подачу в плоскости,
55 параллельной плоскости обработки.
Фиг.1
Vc.
/77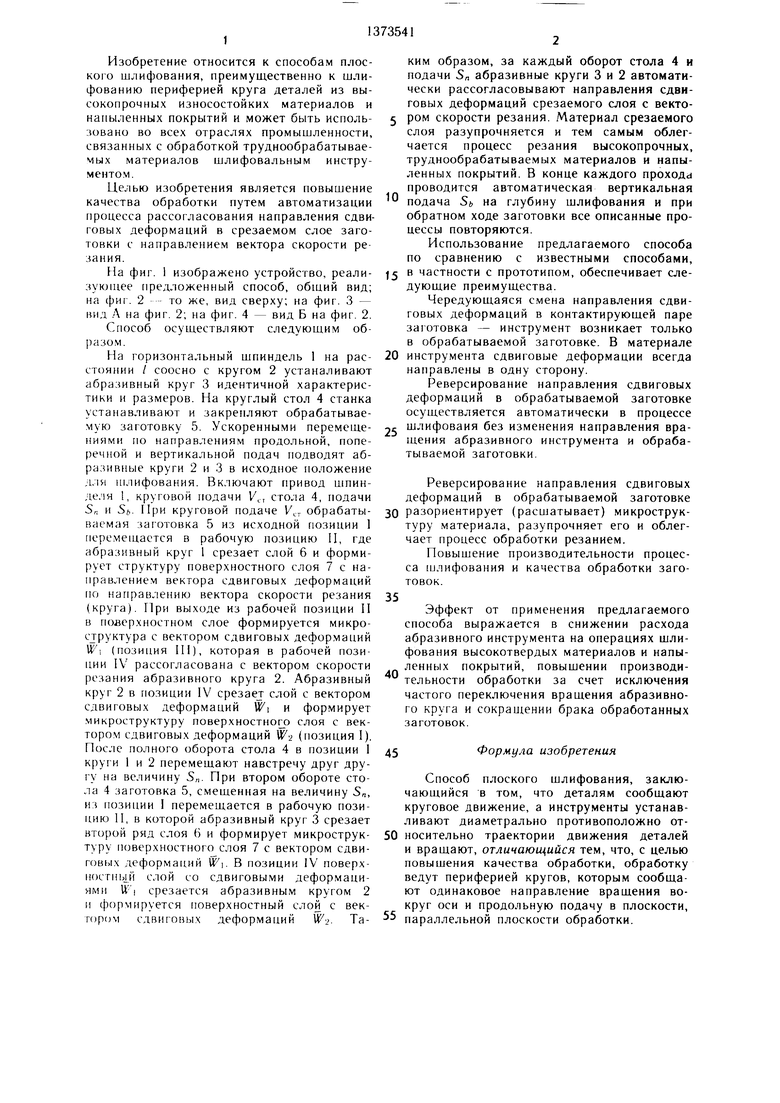
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования | 1987 |
|
SU1465276A1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182071C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, ОБЕСПЕЧИВАЮЩИЙ ЗНАКОПЕРЕМЕННЫЕ ДЕФОРМАЦИИ В СРЕЗАЕМОМ СЛОЕ | 1999 |
|
RU2151690C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182068C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182069C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2162398C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
Изобретение относится к области шлифования высокопрочных, износостойких материалов, напыленных покрытий и может быть использовано во всех отраслях промышленности для обработки любых труднообрабатываемых материалов абразивными инструментами. Цель изобретения - повышение производительности процесса шлифования и улучшение качества обработки путем автоматизации процесса рассогласования направления сдвиговых деформаций в срезаемом слое заготовки с направлением вектора скорости резания. За каждый ход стола заготовка обрабатывается двумя соос- но установленными абразивными кругами одинаковых характеристик, вращающимися в одном направлении, которые в срезаемом слое в процессе резания автоматически создают последовательно чередующиеся знакопеременные сдвиговые деформации, расшатывающие микроструктуру обрабатываемого материала. 4 ил.
ВидА
Фиг.З
ВидВ
Фиг4
| Плоскошлифовальный станок непрерывногодЕйСТВия | 1979 |
|
SU852516A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
