Известные способы нарезани г модифицированных витков глобоидных червяков предусматривают либо применение коррекционного устройства, встраиваемого в цепь деления зубофрезерного станка, которое обеспечивает неравномерность вращения стола станка при равномерном вращении фрезерного щпинделя соответственно заданному закону модификации, либо смещение оси вращения инструмента относительно номинального положения.
Однако в первом случае возможность применения резцовых головок с небольщим числом резцов не обеспечивает высокой производительности, во втором-уменьщается радиальный зазор по рабочему профилю витка червяка. Отличительная особенность описываемого способа заключается в том, что цепь деления станка настраивается на уменьшенный угловой шаг, который соответствует величине смещения оси врапхения инструментаПредлагаемый способ исключает уменьшение радиального зазора по рабочим профилям в передаче без снижения прочности червяка в горловинеНа фиг. 1 показана схема модифицирования витка червяка при смещении оси вращения инструмента и изменении передаточного числа относительно номинального передаточного числа пары (развертки); на фиг- 2- схема чистового нарезания модифицированного витка глобоидного червяка при смещении оси вращения инструмента без ступеньки во впадине.
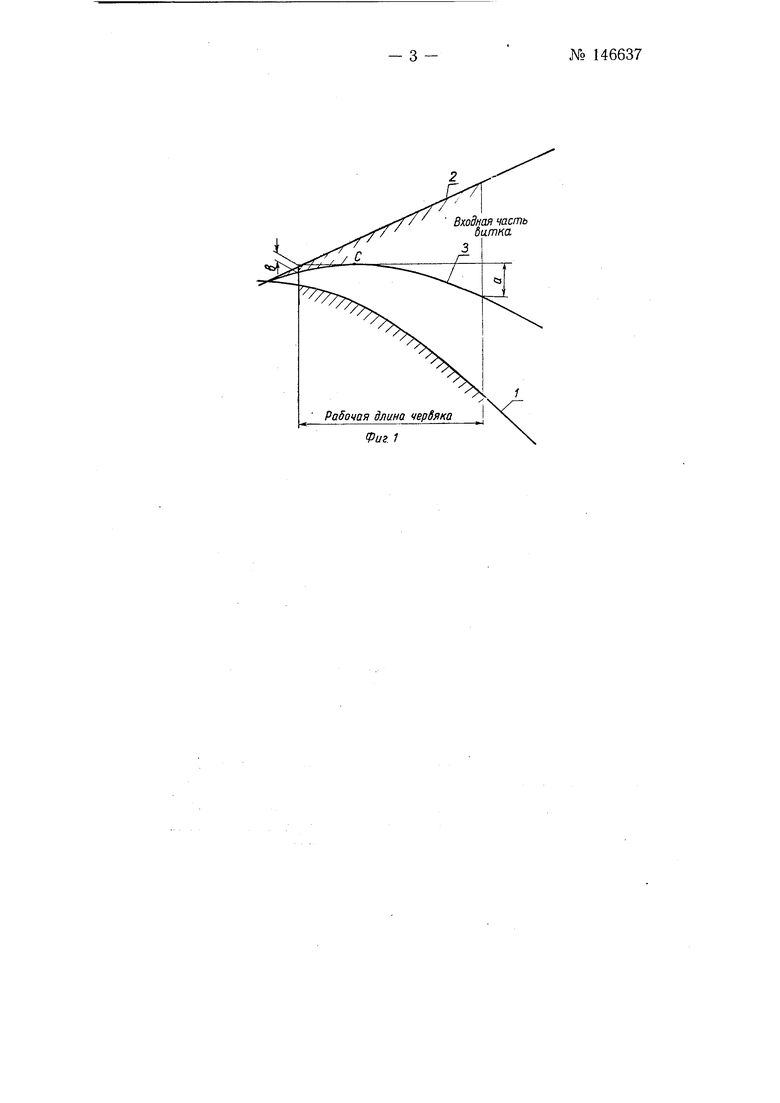
При номинальном передаточном отношении цепи деления станка закон модификации щага витков червяка будет соответствовать кривой 1, причем расположение точки экстремума С и параметры модифи- ,- кации айв зависят от принятых величин смещения оси вращения инструмента А Л и относительно номинального положения О.
№ 146637 2 При номинальном положении оси вращения инструмента ( в точке О) и передаточном отношении i цепи деления станка, отличном от номинального-i, закон модификации обрабатываемого витка червяка по шагу будет соответствовать прямой 2, угол наклона которой зависит от отношения поправки AZ к числу зубьев сопряженного червяку колеса. В результате суммирования отклонений относительных скоростей линейного перемещения (на расчетном глобоиде червяка) режущих кромок и инструмента, создаваемых смещением оси вращения инструмента в точку Oi и изменением передаточного отношения цепи деления до величины ii, закон модификации витка червяка по щагу будет соответствовать кривой 3. При этом, если на входной части витка червяка до горловины измененное цередаточное отношение цепи деления увеличивает ( или уменьшает, в зависимости от знака приращения Az) срезание металла с профиля витка в сравнении с имеющим место за счет смещения оси. вращения инструмента, то на выходной стороне витка наблюдается обратная картина-изменение передаточного отношения п уменьшает (или увеличивает) срезание металла. Следовательно, изменение передаточного отношения цепи деления на одном конце червяка увеличивает цараметры модификации, а на.другом конце-уменьшает их относительно полученных только за счет смещения оси вращения инструмента.
Варьированием величин смещения оси вращения инструмента относительно номинального положения АЛ и Е может быть достигнуто положение, при котором окружность впадин, образуемая головками резцов инструмента 4, проходит через номинальную окружность впадин червяка 5 в двух точках: в горловине и с одной стороны червяка; с другой стороны червяка образуется повышенный радиальный зазор, что по работоспособности передачи и прочности червяка не представляет опасности. Соответствующее изменение передаточного отношения цепи деления зубофрезерного станка обеспечивает требуемый закон модификации витка червяка по щагу, с заданными расположением точки экстремума С и параметрами модификации а и Ь.
Аналогичные результаты могут быть достигнуты путем одновременного смещения рабочей плоскости ипстоумента о.тносительно средней плоскости передачи (с соответствующим изменением диаметра головок разцов. инструмента) и изменения передаточного отношения цепи деления зубофрезернрго станкаПредмет изобретения
Способ одностороннего нарезания модифицированных витков гло.боидных червяков на зубофрезерном станке многорезцовой протяжной головкой, ось вращения которой смещена относительно номинального положения, отличающийся тем, что, с целью исключения уменьшения радиального зазора по рабочим профилям в передаче без снижения прочности червяка в горловине, цепь деления станка настраивают на уменьщенный угловой щаг, соответствующий величине смещения оси вращения инструмента.
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ МОДИФНЦИРОВАННЫХ ВИТКОВ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1970 |
|
SU261121A1 |
| СПОСОБ НАРЕЗАНИЯ МОДИФИЦИРОВАННЫХ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1971 |
|
SU311713A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Способ нарезания зубьев колес модифицированных червячных глобоидных передач | 1968 |
|
SU294415A1 |
| Способ изготовления колеса модифицированной глобоидной передачи | 1986 |
|
SU1328092A1 |
| ЦИЛИНДРИЧЕСКАЯ СПИРОИДНАЯ ФРЕЗА | 1996 |
|
RU2095204C1 |
| Многорезцовая летучка | 1979 |
|
SU1036480A1 |
| Глобоидная передача и способ ее изготовления | 1990 |
|
SU1762048A1 |
| Способ зубообработки глобоидных червяков | 1980 |
|
SU931333A1 |
| Способ нарезания зубьев колеса | 1984 |
|
SU1255319A1 |